Das könnte Ihnen auch gefallen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
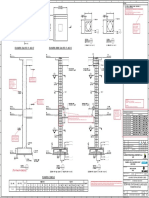
- 327101-BJ81-C-RCC-0007 Rev.00 - Client MarkupDokument1 Seite327101-BJ81-C-RCC-0007 Rev.00 - Client MarkupGokulprabhuNoch keine Bewertungen
- SRI FireFighting Equipments 2012 PDFDokument46 SeitenSRI FireFighting Equipments 2012 PDFsullamsNoch keine Bewertungen
- 01+yn1m301719-Afb 1rtaDokument53 Seiten01+yn1m301719-Afb 1rtaNurul Islam FarukNoch keine Bewertungen
- Reverb DesignDokument9 SeitenReverb DesignSerj PoltavskiNoch keine Bewertungen
- Acoustic Simulation and Analysis of Reciprocating Compressor Piping Systems IDokument20 SeitenAcoustic Simulation and Analysis of Reciprocating Compressor Piping Systems IJose PradoNoch keine Bewertungen
- YWNC Piranhas Individual Meet Results - Standard: TUSSDokument12 SeitenYWNC Piranhas Individual Meet Results - Standard: TUSSymcawncNoch keine Bewertungen
- Huawei Smart PV Solution Anti-PID Module Application Guide (Internal) V1.1Dokument21 SeitenHuawei Smart PV Solution Anti-PID Module Application Guide (Internal) V1.1freeware freeNoch keine Bewertungen
- Megger DET14 DET24 An en V 01Dokument16 SeitenMegger DET14 DET24 An en V 01costelchelariuNoch keine Bewertungen
- Fire Risk of Cold Room PanelDokument6 SeitenFire Risk of Cold Room Paneldarby1028Noch keine Bewertungen
- BITP3423 - Special Topic in Software Engineering: IT Architects PerspectiveDokument17 SeitenBITP3423 - Special Topic in Software Engineering: IT Architects PerspectiveDee MohdNoch keine Bewertungen
- H 012200 Barame Sho Man 2Dokument2 SeitenH 012200 Barame Sho Man 2Obande OrinyaNoch keine Bewertungen
- LCD1602 PDFDokument72 SeitenLCD1602 PDFOdd Quang Khoi100% (1)
- Exact Solution Tank DrainageDokument8 SeitenExact Solution Tank DrainageFelipe CastNoch keine Bewertungen
- Safe Work Method StatementDokument176 SeitenSafe Work Method StatementMohamed Rizwan100% (2)
- Cathodic Protection System Inspection and Test PlanDokument10 SeitenCathodic Protection System Inspection and Test PlanNoor A QasimNoch keine Bewertungen
- SeaCom System Manual Rev 0401Dokument149 SeitenSeaCom System Manual Rev 0401maselo100% (1)
- ASTM 6365 - 99 - Spark TestDokument4 SeitenASTM 6365 - 99 - Spark Testjudith_ayala_10Noch keine Bewertungen
- VCD-D ManualDokument13 SeitenVCD-D ManualnimmuhkNoch keine Bewertungen
- Concrete Making MaterialsDokument55 SeitenConcrete Making Materialsjaffna100% (1)
- C-Zone SDN BHD: Price List Effective 10 AUG 2019Dokument2 SeitenC-Zone SDN BHD: Price List Effective 10 AUG 2019Cikgu AlNoch keine Bewertungen
- AcetophenoneDokument1 SeiteAcetophenoneDinda Melissa ArdiNoch keine Bewertungen
- MZP10000000-30010-MTS-TC - 000007 - T&C Ahu & Fahu - FinalDokument59 SeitenMZP10000000-30010-MTS-TC - 000007 - T&C Ahu & Fahu - FinalFaiyazsulthanNoch keine Bewertungen
- Numerical Modeling of MHD Convective Heat and Mass Transfer in Presence of First-Order Chemical Reaction and Thermal RadiationDokument20 SeitenNumerical Modeling of MHD Convective Heat and Mass Transfer in Presence of First-Order Chemical Reaction and Thermal Radiationmanasdutta3495Noch keine Bewertungen
- 2015 - Fatigue Behavior and Modeling of Short Fiber Reinforced Polymer Composites - A Literature ReviewDokument25 Seiten2015 - Fatigue Behavior and Modeling of Short Fiber Reinforced Polymer Composites - A Literature ReviewSubramani PichandiNoch keine Bewertungen
- Transfer FunctionDokument19 SeitenTransfer FunctionVinay Kumar SmartyNoch keine Bewertungen
- PSD Coarse AggregateDokument3 SeitenPSD Coarse AggregateMohd Syafiq AkmalNoch keine Bewertungen
- PolyIT AdjustmentDokument10 SeitenPolyIT AdjustmentSwami MeeraNoch keine Bewertungen
- A2 Accu-Flo Clamped Metal Pump: Engineering Operation MaintenanceDokument28 SeitenA2 Accu-Flo Clamped Metal Pump: Engineering Operation MaintenanceThanh Nghị BùiNoch keine Bewertungen
- Lab 11.4.1: Using The Scandisk and Defrag Utilities: Estimated Time: 30 Minutes ObjectiveDokument2 SeitenLab 11.4.1: Using The Scandisk and Defrag Utilities: Estimated Time: 30 Minutes ObjectiveHamzaSpahijaNoch keine Bewertungen
- NSX Battle Card - FinalDokument2 SeitenNSX Battle Card - FinalElias Bezulle100% (1)