Das könnte Ihnen auch gefallen
- Fabrication of Ductil Iron Pipes and Fittings MafusaDokument5 SeitenFabrication of Ductil Iron Pipes and Fittings MafusaAmar JabarNoch keine Bewertungen
- Project Report On Ductile PipeDokument8 SeitenProject Report On Ductile PipeEIRI Board of Consultants and PublishersNoch keine Bewertungen
- High Performance Austenitic Welded Stainless Tubular ProductDokument2 SeitenHigh Performance Austenitic Welded Stainless Tubular ProductGuido RuizNoch keine Bewertungen
- Guide Welding Iron Castings: 1. Scope and HistoryDokument14 SeitenGuide Welding Iron Castings: 1. Scope and HistoryPaola CernaNoch keine Bewertungen
- Amirul Afiq Bin Ab Hisham 2017220378 J4Em1102GDokument3 SeitenAmirul Afiq Bin Ab Hisham 2017220378 J4Em1102GFarah RashidNoch keine Bewertungen
- Guidelines FieldWeldingandCutting PDFDokument11 SeitenGuidelines FieldWeldingandCutting PDFYahirEduardoNavarroKauilNoch keine Bewertungen
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Dokument2 SeitenAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloNoch keine Bewertungen
- Stainless Steel AOD Operation and Slag Optimisation PDFDokument41 SeitenStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNoch keine Bewertungen
- DESIGN 1 NotesDokument7 SeitenDESIGN 1 NoteslordyNoch keine Bewertungen
- Lec 02Dokument19 SeitenLec 02أمير حامد100% (1)
- Steel HandoutDokument6 SeitenSteel HandoutRJNoch keine Bewertungen
- Iron Alloys PDFDokument6 SeitenIron Alloys PDFsachinguptachdNoch keine Bewertungen
- Annals 2004 2 26Dokument6 SeitenAnnals 2004 2 26Mustafa OğuzhanNoch keine Bewertungen
- 2007 Russian Aluminum Alloys For Ultra Deep Water EngDokument8 Seiten2007 Russian Aluminum Alloys For Ultra Deep Water EngDiegoNoch keine Bewertungen
- Material - (1 4462)Dokument2 SeitenMaterial - (1 4462)Ashutosh PathakNoch keine Bewertungen
- Aluminum and SteelDokument22 SeitenAluminum and SteelDany ChNoch keine Bewertungen
- Section 12 - Welding Consumables - Carbon SteelsDokument78 SeitenSection 12 - Welding Consumables - Carbon SteelsFriedrich SchwimNoch keine Bewertungen
- Stainless Steel ASTM A815 S31803: Specifications Alloy DesignationsDokument2 SeitenStainless Steel ASTM A815 S31803: Specifications Alloy Designationsallouche_abdNoch keine Bewertungen
- Characteristics of Cutting Steels and Saw Tooth FormsDokument8 SeitenCharacteristics of Cutting Steels and Saw Tooth FormsAlvaro RochaNoch keine Bewertungen
- Article Pump Engineer Aluminium Bronze enDokument3 SeitenArticle Pump Engineer Aluminium Bronze enSatrio Agung WijonarkoNoch keine Bewertungen
- Metal AlignmentDokument16 SeitenMetal AlignmentAli AbidNoch keine Bewertungen
- A Technical Service of Eastern Alloys, Inc.: KirksiteDokument1 SeiteA Technical Service of Eastern Alloys, Inc.: KirksitesatyendraNoch keine Bewertungen
- Ch-07 SteelsDokument20 SeitenCh-07 SteelsKHUSHI JAINNoch keine Bewertungen
- Unit6Non FerrousMetalsDokument71 SeitenUnit6Non FerrousMetalsHossam ElsayedNoch keine Bewertungen
- Tata Ductile Iron PipeDokument8 SeitenTata Ductile Iron PipeAniket NimkarNoch keine Bewertungen
- Answers To The Review QuestionsDokument16 SeitenAnswers To The Review QuestionsMohamed AbdoNoch keine Bewertungen
- Designing With Ductile IronDokument4 SeitenDesigning With Ductile IronCarlos LaoNoch keine Bewertungen
- BenefitsDuctileIron SDF SDDokument27 SeitenBenefitsDuctileIron SDF SDChintan ShahNoch keine Bewertungen
- Prestressed Reviewer Quiz 2Dokument5 SeitenPrestressed Reviewer Quiz 2Rogerine RoyNoch keine Bewertungen
- MET ReviewerDokument56 SeitenMET ReviewerJULIAN DOMINIC SOLEDADNoch keine Bewertungen
- Ductile Iron Casting Guide FEB05Dokument3 SeitenDuctile Iron Casting Guide FEB05Aris YusepNoch keine Bewertungen
- Ultimate Guide To Cast Iron WeldingDokument16 SeitenUltimate Guide To Cast Iron WeldingMohamedNoch keine Bewertungen
- 7 - MetalsDokument15 Seiten7 - MetalsSyed Muzamil AhmedNoch keine Bewertungen
- Non-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaDokument68 SeitenNon-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaChandima K Priyamal100% (1)
- Table 7.7 (Continued) : 7.3.12 Stainless SteelsDokument21 SeitenTable 7.7 (Continued) : 7.3.12 Stainless SteelsumairNoch keine Bewertungen
- Ductile Iron Pipes: Sales O CeDokument9 SeitenDuctile Iron Pipes: Sales O CeAhmed TalaatNoch keine Bewertungen
- Speciality Graphite Materials: FOR Continuous CastingDokument6 SeitenSpeciality Graphite Materials: FOR Continuous Castingramadan slimNoch keine Bewertungen
- Stainless SteelDokument56 SeitenStainless SteelShariq KhanNoch keine Bewertungen
- Lec 41_melting & solidification of nodular ironsDokument15 SeitenLec 41_melting & solidification of nodular ironsSovendoNoch keine Bewertungen
- SammatDokument5 SeitenSammatDennis KorirNoch keine Bewertungen
- 5.1 MetallicDokument31 Seiten5.1 MetallicFARAH AYUNIE BINTI JASNI KM-PensyarahNoch keine Bewertungen
- Resource Guide: Section 4: Ni-ResistDokument8 SeitenResource Guide: Section 4: Ni-ResistMiguel Angel EscalanteNoch keine Bewertungen
- Understanding Corrosion Basics of Cast IronsDokument1 SeiteUnderstanding Corrosion Basics of Cast IronsBaher ElsheikhNoch keine Bewertungen
- Aalco Metals LTD Stainless Steel 14462 Sheet and Plate 102Dokument3 SeitenAalco Metals LTD Stainless Steel 14462 Sheet and Plate 102Jessicalba LouNoch keine Bewertungen
- Solution Strengthened Ferritic Ductile Iron ISO 1083/JS/500-10 Provides Superior Consistent Properties in Hydraulic RotatorsDokument9 SeitenSolution Strengthened Ferritic Ductile Iron ISO 1083/JS/500-10 Provides Superior Consistent Properties in Hydraulic RotatorsJason WuNoch keine Bewertungen
- Study Finds Nodular Graphite Steel Rolls Superior for Primary MillsDokument11 SeitenStudy Finds Nodular Graphite Steel Rolls Superior for Primary MillsAnkur gaurNoch keine Bewertungen
- 1Dokument4 Seiten1Anonymous 6MI1wMNoch keine Bewertungen
- Application and Processing of Metal AlloysDokument44 SeitenApplication and Processing of Metal AlloysShaira DaleNoch keine Bewertungen
- Difference Between Austenitic, Ferritic, and MartensiticDokument3 SeitenDifference Between Austenitic, Ferritic, and Martensitickihal zohirNoch keine Bewertungen
- Stainless Steel 1.4462 Sheet & PlateDokument3 SeitenStainless Steel 1.4462 Sheet & PlatePaulNoch keine Bewertungen
- Iml213 (2 Föy)Dokument65 SeitenIml213 (2 Föy)HilalAldemirNoch keine Bewertungen
- Chapter7 - Metalandalloy ScienceDokument19 SeitenChapter7 - Metalandalloy Scienceshakirr aimannNoch keine Bewertungen
- Wrought Alloys for Orthodontic ApplicationsDokument33 SeitenWrought Alloys for Orthodontic ApplicationsKanjiMasroorNoch keine Bewertungen
- B Mason NotesDokument5 SeitenB Mason Notesjsmithy456Noch keine Bewertungen
- 2023MSE-II Handout3Dokument12 Seiten2023MSE-II Handout3王竣右Noch keine Bewertungen
- Ophelia SlidesCarnivalDokument32 SeitenOphelia SlidesCarnivalQuel LeNoch keine Bewertungen
- AMP Unit 4 BDokument24 SeitenAMP Unit 4 BAjai BaskarNoch keine Bewertungen
- STUD BOLT LENGTH (HD-HD, HD-BLD, VS-VS, VS-BLD) - 2000M & 2400 R0 - 15 April 13Dokument38 SeitenSTUD BOLT LENGTH (HD-HD, HD-BLD, VS-VS, VS-BLD) - 2000M & 2400 R0 - 15 April 13윤병택Noch keine Bewertungen
- Chemical resistant chart for common materialsDokument40 SeitenChemical resistant chart for common materials윤병택Noch keine Bewertungen
- ChemGuide 8677 PDokument32 SeitenChemGuide 8677 PPiok Piere TenengNoch keine Bewertungen
- Estandares de NaamsB 1 1Dokument1 SeiteEstandares de NaamsB 1 1EderNoch keine Bewertungen
- Chemical Resistance of Rubbers (AIP)Dokument7 SeitenChemical Resistance of Rubbers (AIP)윤병택Noch keine Bewertungen
- Emerson Control ValveDokument319 SeitenEmerson Control ValveMudabbir Shan AhmedNoch keine Bewertungen
- Chemical Resistance Chart (Trelleborg)Dokument8 SeitenChemical Resistance Chart (Trelleborg)윤병택Noch keine Bewertungen
- Chemical Resistant Chart (Rubber Cal) PDFDokument8 SeitenChemical Resistant Chart (Rubber Cal) PDF윤병택Noch keine Bewertungen
- Chemical Resistance Guide: An Overview of Elastomer SuitabilityDokument12 SeitenChemical Resistance Guide: An Overview of Elastomer SuitabilitysreeyukthaNoch keine Bewertungen
- Chem ResistanceDokument18 SeitenChem Resistancepeng88apNoch keine Bewertungen
- ! Chemical Resistance Chart (Burkert) PDFDokument20 Seiten! Chemical Resistance Chart (Burkert) PDF윤병택Noch keine Bewertungen
- AutoCAD Shortcuts 11x8.5 MECH-REV PDFDokument11 SeitenAutoCAD Shortcuts 11x8.5 MECH-REV PDFKristijan BorasNoch keine Bewertungen
- Chilled Water by GilDokument4 SeitenChilled Water by Gil윤병택Noch keine Bewertungen
- Steel Tube Sizing Chart Quick Reference Guide 4Dokument10 SeitenSteel Tube Sizing Chart Quick Reference Guide 4ChetanNoch keine Bewertungen
- Isa PDFDokument7 SeitenIsa PDFairsorNoch keine Bewertungen
- Chilled Water by GilDokument4 SeitenChilled Water by Gil윤병택Noch keine Bewertungen
- Darcy Weisbach FormulaDokument3 SeitenDarcy Weisbach Formulasairam2234Noch keine Bewertungen
- Lovett - 2013 PDFDokument151 SeitenLovett - 2013 PDF윤병택Noch keine Bewertungen
- 2 RBM Tita Fix 2018 en FR Ru Ro Es de WebDokument37 Seiten2 RBM Tita Fix 2018 en FR Ru Ro Es de Web윤병택Noch keine Bewertungen
- TA-Therm EN LowDokument8 SeitenTA-Therm EN Low윤병택Noch keine Bewertungen
- EMDG Imperial 2014Dokument110 SeitenEMDG Imperial 2014윤병택Noch keine Bewertungen
- Mentorpaper 101392Dokument13 SeitenMentorpaper 101392윤병택Noch keine Bewertungen
- Ductle Iron Spec1Dokument8 SeitenDuctle Iron Spec1윤병택Noch keine Bewertungen
- News&Notes Entire MagazineDokument40 SeitenNews&Notes Entire Magazine윤병택Noch keine Bewertungen
- End TypesDokument2 SeitenEnd TypesvenkateaNoch keine Bewertungen
- Flange BS10 AS2129 ANSIBS4504Dokument12 SeitenFlange BS10 AS2129 ANSIBS4504윤병택Noch keine Bewertungen
- Evopicv EngDokument1 SeiteEvopicv Eng윤병택Noch keine Bewertungen
- Bulletin A6Dokument4 SeitenBulletin A6Sabino LaraNoch keine Bewertungen
- ISA Submits New Control Valve StandardsDokument1 SeiteISA Submits New Control Valve Standards윤병택Noch keine Bewertungen
- Epoxy Glue Coupling Installation ProcedureDokument17 SeitenEpoxy Glue Coupling Installation ProceduremNoch keine Bewertungen
- Tobee® Warman SP SPR Vertical Slurry PumpsDokument8 SeitenTobee® Warman SP SPR Vertical Slurry PumpsDonna ZhangNoch keine Bewertungen
- Design Your Dust Collection SystemDokument5 SeitenDesign Your Dust Collection SystemIams Muhammad100% (1)
- Excersise CH 5Dokument6 SeitenExcersise CH 5Ab AnNoch keine Bewertungen
- Installation Instructions for Flexible Metal LinersDokument31 SeitenInstallation Instructions for Flexible Metal Linersatisz333Noch keine Bewertungen
- ACE Tech 2018, BangaloreDokument30 SeitenACE Tech 2018, BangaloreLuv ShroffNoch keine Bewertungen
- Concrete Pipe Installation Guide-CPMDokument17 SeitenConcrete Pipe Installation Guide-CPMSankar CdmNoch keine Bewertungen
- Control Valve Technical DrawingDokument4 SeitenControl Valve Technical DrawingNitin ZoreNoch keine Bewertungen
- Selection of Pipe SupportDokument77 SeitenSelection of Pipe SupportRobert Nixon86% (7)
- Astm d1785Dokument5 SeitenAstm d1785Kehinde AdebayoNoch keine Bewertungen
- FT101 - ApplicationDokument17 SeitenFT101 - ApplicationengsergiomarquesNoch keine Bewertungen
- Float Switch AKS 38: Technical BrochureDokument8 SeitenFloat Switch AKS 38: Technical BrochureCarlos Avila MiguelNoch keine Bewertungen
- Equipment Definition: Operation and Maintenance ManualDokument9 SeitenEquipment Definition: Operation and Maintenance ManualgodwinNoch keine Bewertungen
- Blackmer Power Pumps: MODELS: NP1.5B, NP2F, NP2.5F, NP3F, NP4F, Nph4F Safety DataDokument12 SeitenBlackmer Power Pumps: MODELS: NP1.5B, NP2F, NP2.5F, NP3F, NP4F, Nph4F Safety DatamiltonflowNoch keine Bewertungen
- Equivalent Length & Pressure Losses in Fittings & Valves PDFDokument1 SeiteEquivalent Length & Pressure Losses in Fittings & Valves PDFbilal almelegyNoch keine Bewertungen
- 1609926012-QP 6102 Pipe Fitter (City Gas Distribution) Kaushal MartDokument20 Seiten1609926012-QP 6102 Pipe Fitter (City Gas Distribution) Kaushal MartVishal SinghNoch keine Bewertungen
- Oil Flushing and Chemical Cleaning ServicesDokument4 SeitenOil Flushing and Chemical Cleaning ServicesZulhilmi ZalizanNoch keine Bewertungen
- Bass Instruments: Installation and Instruction ManualDokument34 SeitenBass Instruments: Installation and Instruction ManualYul GoncalvesNoch keine Bewertungen
- Ms-Black Steel PipeDokument4 SeitenMs-Black Steel PipeYusufNoch keine Bewertungen
- Spare Parts Autoclave-AccessoriesDokument30 SeitenSpare Parts Autoclave-AccessoriesGhabriel Fernando Oliveira LopesNoch keine Bewertungen
- Teosis Kscale ENDokument56 SeitenTeosis Kscale ENبراءة الحوباني100% (1)
- Sample House Construction Cost Estimate PhilippinesDokument6 SeitenSample House Construction Cost Estimate PhilippinesBryan Bristol77% (39)
- Sonihull DuoDokument7 SeitenSonihull DuoAliasgar PatrawalaNoch keine Bewertungen
- 2021 SHIFT TIP – T81, T63, T35 and T66 Repair WorksDokument16 Seiten2021 SHIFT TIP – T81, T63, T35 and T66 Repair WorksRyan LabanaNoch keine Bewertungen
- DBP Report To GsemcDokument20 SeitenDBP Report To GsemcmikescanNoch keine Bewertungen
- Offer No.: ACERETECH20210331L2: LDPE: 450 550kg/hDokument18 SeitenOffer No.: ACERETECH20210331L2: LDPE: 450 550kg/hAlineNoch keine Bewertungen
- Solutions For Edr 1 Probs PDFDokument4 SeitenSolutions For Edr 1 Probs PDFArfel Marie FuentesNoch keine Bewertungen
- Elbows for Piping SystemsDokument9 SeitenElbows for Piping SystemsPetropipe AcademyNoch keine Bewertungen
- Anchor BlockDokument26 SeitenAnchor BlockSteven CurtisNoch keine Bewertungen
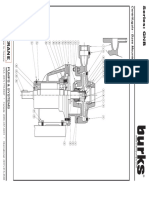
- Burks GNB Centrifugal Pump Repair Parts 2018Dokument3 SeitenBurks GNB Centrifugal Pump Repair Parts 2018Ana MoraNoch keine Bewertungen