Das könnte Ihnen auch gefallen
- Fluidized Bed Drying - TransfertDokument164 SeitenFluidized Bed Drying - Transfertsouhir gritliNoch keine Bewertungen
- Energy: Emrah Özahi, Hac Imurat DemirDokument8 SeitenEnergy: Emrah Özahi, Hac Imurat Demirsouhir gritliNoch keine Bewertungen
- Kunii e Levenspiel 1997 PDFDokument12 SeitenKunii e Levenspiel 1997 PDFsouhir gritliNoch keine Bewertungen
- Fluid Bed Drying PDFDokument83 SeitenFluid Bed Drying PDFsouhir gritliNoch keine Bewertungen
- A Mathematical Model of Drying Processes: April and in L o RNDokument14 SeitenA Mathematical Model of Drying Processes: April and in L o RNsouhir gritliNoch keine Bewertungen
- Drying Technology: An International JournalDokument15 SeitenDrying Technology: An International Journalsouhir gritliNoch keine Bewertungen
- Fluidized Bed Drying of MustardDokument16 SeitenFluidized Bed Drying of MustardТодор ДжурковNoch keine Bewertungen
- Transfert de Chaleur AngDokument10 SeitenTransfert de Chaleur Angsouhir gritliNoch keine Bewertungen
- Dialnet SimulacionDeUnSecadorContinuoDeLechoFluidizadoConF 5179451 PDFDokument10 SeitenDialnet SimulacionDeUnSecadorContinuoDeLechoFluidizadoConF 5179451 PDFsouhir gritliNoch keine Bewertungen
- Gas DispersionDokument22 SeitenGas Dispersionsouhir gritliNoch keine Bewertungen
- KuniiDokument9 SeitenKuniisouhir gritliNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Wrf736sdam14 - Tech - Sheet - W10811276 - Rev - B Otro Modelo de La Nevera de Oliva OcoaDokument5 SeitenWrf736sdam14 - Tech - Sheet - W10811276 - Rev - B Otro Modelo de La Nevera de Oliva OcoaEdison EspinalNoch keine Bewertungen
- Kinematics Lesson 1Dokument17 SeitenKinematics Lesson 1ClareNoch keine Bewertungen
- Four Quadrant Chopper or Class-E Chopper - Electrical ConceptsDokument3 SeitenFour Quadrant Chopper or Class-E Chopper - Electrical ConceptsGOVERNMENT APPRENTICESHIPNoch keine Bewertungen
- Datasheet K Ha8008 enDokument2 SeitenDatasheet K Ha8008 enGuru sneha latha reddyNoch keine Bewertungen
- Installation Manual Solar Controller PDFDokument11 SeitenInstallation Manual Solar Controller PDFLhenzCNoch keine Bewertungen
- Chapter 4: The First Law of Thermodynamics For Control Volumes B) Steam Power PlantsDokument8 SeitenChapter 4: The First Law of Thermodynamics For Control Volumes B) Steam Power PlantsTHEOPHILUS ATO FLETCHERNoch keine Bewertungen
- Service Code in Electrical System (Short-Circuiting in Governor Motor Phase A and Phase B) E318Dokument2 SeitenService Code in Electrical System (Short-Circuiting in Governor Motor Phase A and Phase B) E318ariy yuli styawanNoch keine Bewertungen
- Calculation and Design Touch and Step VoltageDokument7 SeitenCalculation and Design Touch and Step Voltagenikhilsingh1087Noch keine Bewertungen
- Power Electronics For Renewable Energy, Smart Grids: - Chunyan An - Pooja ShahDokument23 SeitenPower Electronics For Renewable Energy, Smart Grids: - Chunyan An - Pooja ShahaliNoch keine Bewertungen
- Powder Technology: Yuan Yu, Wenjing Ren, Jiaxiang LiuDokument5 SeitenPowder Technology: Yuan Yu, Wenjing Ren, Jiaxiang Liudavibraga8041Noch keine Bewertungen
- Agri-Voltaic System:: Crop Production and Photovoltaic-Based Electricity Generation From A Single Land UnitDokument4 SeitenAgri-Voltaic System:: Crop Production and Photovoltaic-Based Electricity Generation From A Single Land UnitPNV Srinivasa RaoNoch keine Bewertungen
- CM200RXL 24SDokument15 SeitenCM200RXL 24SMostafa ShannaNoch keine Bewertungen
- Tutorial 2-1Dokument2 SeitenTutorial 2-1Ananthi JeyarajuNoch keine Bewertungen
- NT-Series UPS Installation and Commissioning Check ListDokument20 SeitenNT-Series UPS Installation and Commissioning Check ListWalter AchayaNoch keine Bewertungen
- UPSDokument63 SeitenUPSgavinilaa100% (1)
- Circuits ReviewerDokument5 SeitenCircuits ReviewerMatthew JordanNoch keine Bewertungen
- Growatt Min 5000tlxDokument2 SeitenGrowatt Min 5000tlxMatheus FariasNoch keine Bewertungen
- Dynamics of Machinery: Department of Mechanical EngineeringDokument19 SeitenDynamics of Machinery: Department of Mechanical EngineeringEr Suraj HulkeNoch keine Bewertungen
- Airflow CatalogueDokument16 SeitenAirflow Catalogueسامح الجاسم100% (1)
- BitcoolDokument1 SeiteBitcoolMahdiNoch keine Bewertungen
- 09 Mathematics Surface Areas and Volume Test 02Dokument2 Seiten09 Mathematics Surface Areas and Volume Test 02Vikas SuryavanshiNoch keine Bewertungen
- Minilec (India) PVT - LTD.: Price ListDokument13 SeitenMinilec (India) PVT - LTD.: Price Listarindam mallickNoch keine Bewertungen
- Lecture Note - Chapter 1Dokument30 SeitenLecture Note - Chapter 1zamspaceklNoch keine Bewertungen
- 2 Steam TurbineDokument46 Seiten2 Steam TurbineWahyu MxNoch keine Bewertungen
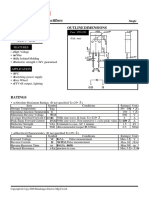
- Shindengen: Super Fast Recovery RectifiersDokument7 SeitenShindengen: Super Fast Recovery RectifiersCharbel TadrosNoch keine Bewertungen
- Mi3290 Earth Analyser DatasheetDokument4 SeitenMi3290 Earth Analyser DatasheetErick LopezNoch keine Bewertungen
- Manual Casio Qw5239Dokument9 SeitenManual Casio Qw5239Radu Cosmin TudorNoch keine Bewertungen
- 6-Dynamics - Notes - Curvilinear Motion (Polar) - 2019 - AB - HFDokument16 Seiten6-Dynamics - Notes - Curvilinear Motion (Polar) - 2019 - AB - HFAyesha Maher khanNoch keine Bewertungen
- Faraday ParadoxDokument7 SeitenFaraday ParadoxsansureNoch keine Bewertungen
- Growatt Ats-T User Manual - 28 06 2019Dokument2 SeitenGrowatt Ats-T User Manual - 28 06 2019Tommy TommyNoch keine Bewertungen