Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Structural Calculation 3 Storey Residential House Part 1Dokument9 SeitenStructural Calculation 3 Storey Residential House Part 1Mark Roger Huberit II100% (4)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Biblical Flood and The Ice EpochDokument305 SeitenThe Biblical Flood and The Ice EpochSyncOrSwim80% (5)
- Plate TectonicsDokument26 SeitenPlate TectonicsDanisse Casanova100% (1)
- Updated Ten Year Ecological Solid Waste Management PlanDokument142 SeitenUpdated Ten Year Ecological Solid Waste Management PlanTrisha DamianNoch keine Bewertungen
- Soil Micro Morphology PrinciplesDokument28 SeitenSoil Micro Morphology Principlesvinothkumar10000100% (1)
- Performance and Cutter Life Assessments in Hardrock TunnellingDokument7 SeitenPerformance and Cutter Life Assessments in Hardrock TunnellingGeo Khader AbdulNoch keine Bewertungen
- Articulo en CastingDokument7 SeitenArticulo en CastingcqigNoch keine Bewertungen
- Wedge BreakerDokument4 SeitenWedge BreakercqigNoch keine Bewertungen
- GGG 40.3 Test ReportDokument1 SeiteGGG 40.3 Test ReportcqigNoch keine Bewertungen
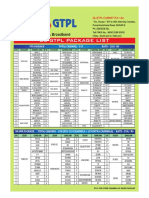
- GTPLDokument2 SeitenGTPLcqig50% (2)
- Mixer Efficiency. Wenniger FormulaDokument16 SeitenMixer Efficiency. Wenniger FormulacqigNoch keine Bewertungen
- Vulnérabilité Aux Aléas Sismique Dans La Ville D'Agadir - Maroc. Étude Par Systèmes D'Information GéographiqueDokument21 SeitenVulnérabilité Aux Aléas Sismique Dans La Ville D'Agadir - Maroc. Étude Par Systèmes D'Information GéographiqueHassna GouanrNoch keine Bewertungen
- TOR For Detail Study, EIA and Mining Plan Preparation For Limestone QuarryDokument9 SeitenTOR For Detail Study, EIA and Mining Plan Preparation For Limestone QuarryDilnesa EjiguNoch keine Bewertungen
- Ricardo VallsDokument5 SeitenRicardo Valls161TPB1Mayang Sukma HardikaNoch keine Bewertungen
- Mine & Minerals Obtained and Royalty Details From Hill Side Cutting Under Char Dham Road ProjectDokument4 SeitenMine & Minerals Obtained and Royalty Details From Hill Side Cutting Under Char Dham Road Projectabhishek negiNoch keine Bewertungen
- Slope Inspection SheetDokument8 SeitenSlope Inspection SheetTuinuiNoch keine Bewertungen
- 2ND Term S1 Agricultral ScienceDokument22 Seiten2ND Term S1 Agricultral ScienceDavidNoch keine Bewertungen
- Special Topic Annual May 01Dokument40 SeitenSpecial Topic Annual May 01Belhadj Mohammed NafaaNoch keine Bewertungen
- Materials For Roads and Pavements: Standard Terminology Relating ToDokument5 SeitenMaterials For Roads and Pavements: Standard Terminology Relating ToSdferwste SrqreNoch keine Bewertungen
- Oil Production Optimization: A Mathematical ModelDokument7 SeitenOil Production Optimization: A Mathematical Modeladewunmi olufemiNoch keine Bewertungen
- Cover Letter Geology Fresh GraduateDokument6 SeitenCover Letter Geology Fresh Graduateafaybjktm100% (2)
- Structural Controls, Temperature-Pressure Conditions and Uid Evolution of Orogenic Gold Mineralisation at The Betam Mine, South Eastern Desert, EgyptDokument18 SeitenStructural Controls, Temperature-Pressure Conditions and Uid Evolution of Orogenic Gold Mineralisation at The Betam Mine, South Eastern Desert, EgyptSiraj BeyanNoch keine Bewertungen
- Ecological Indicators: SciencedirectDokument16 SeitenEcological Indicators: Sciencedirectshinta naurahNoch keine Bewertungen
- Palaeoenvironments of The Permian-Cretaceous Sediments of The Bintuni Bay, PapuaDokument14 SeitenPalaeoenvironments of The Permian-Cretaceous Sediments of The Bintuni Bay, PapuaRenwar Agustinus KawagirNoch keine Bewertungen
- Lesson 2 Volcanic EruptionDokument30 SeitenLesson 2 Volcanic EruptionJBNoch keine Bewertungen
- Preprint 10-037Dokument2 SeitenPreprint 10-037Eduardo MenaNoch keine Bewertungen
- Dynamic Earth Exam sc3Dokument14 SeitenDynamic Earth Exam sc3api-263090057Noch keine Bewertungen
- Performance of Multi-Propped Deep Excavation in Kenny Hill Formation, 2013 PDFDokument8 SeitenPerformance of Multi-Propped Deep Excavation in Kenny Hill Formation, 2013 PDFfreezefreezeNoch keine Bewertungen
- Introduction To Soil Moduli 2018-White BackgroundDokument45 SeitenIntroduction To Soil Moduli 2018-White BackgroundYassin Abd El AalNoch keine Bewertungen
- Numerical Calculation of Buried Pipeline Impacted by Rockfalls and LandslideDokument10 SeitenNumerical Calculation of Buried Pipeline Impacted by Rockfalls and LandslideGholamhossein Tavakoli MehrjardiNoch keine Bewertungen
- Itr-Cvw (Civil Work)Dokument18 SeitenItr-Cvw (Civil Work)mahmoudNoch keine Bewertungen
- Protolith'20 BrochureDokument42 SeitenProtolith'20 BrochureTarget GATE 2022Noch keine Bewertungen
- Assignment 02Dokument12 SeitenAssignment 02Syeda L RNoch keine Bewertungen
- Continuous Weathering Leads To Soil FormationDokument2 SeitenContinuous Weathering Leads To Soil FormationElmer TamayaoNoch keine Bewertungen
- Tutorial of SoilsDokument25 SeitenTutorial of SoilsPrashant Chhetri100% (1)