Das könnte Ihnen auch gefallen
- Structural Health MonitoringVon EverandStructural Health MonitoringDaniel BalageasNoch keine Bewertungen
- Shell Thickness PDFDokument6 SeitenShell Thickness PDFLucia ZambranoNoch keine Bewertungen
- The Finite Element Method for Three-Dimensional Thermomechanical ApplicationsVon EverandThe Finite Element Method for Three-Dimensional Thermomechanical ApplicationsNoch keine Bewertungen
- SME 2017 Design and Analysis of Conveyor Pulleys - A HustrulidDokument34 SeitenSME 2017 Design and Analysis of Conveyor Pulleys - A Hustrulidtadela_553439598Noch keine Bewertungen
- Bulk Material Handling: Practical Guidance for Mechanical EngineersVon EverandBulk Material Handling: Practical Guidance for Mechanical EngineersBewertung: 5 von 5 Sternen5/5 (1)
- The Design of Conveyor PulleysDokument8 SeitenThe Design of Conveyor PulleysWaris La Joi WakatobiNoch keine Bewertungen
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementVon EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNoch keine Bewertungen
- Modern Pulley Design Techniques and Failure Analysis MethodsDokument17 SeitenModern Pulley Design Techniques and Failure Analysis MethodsSiva SubramaniNoch keine Bewertungen
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Von EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNoch keine Bewertungen
- Iso 5293 1981Dokument8 SeitenIso 5293 1981Rajaram JayaramanNoch keine Bewertungen
- Pulley Idler Shaft F9265C65B8F87Dokument3 SeitenPulley Idler Shaft F9265C65B8F87souvonik100% (1)
- Screw Take UpsDokument7 SeitenScrew Take Upsjonodo89Noch keine Bewertungen
- Travelling Trippers PDFDokument4 SeitenTravelling Trippers PDFkalai50% (2)
- Coal Conveyor Belt Fault DetectionDokument4 SeitenCoal Conveyor Belt Fault Detectionc pawarNoch keine Bewertungen
- Selecting A Conveyor DriveDokument7 SeitenSelecting A Conveyor Drivegopi_ggg20016099Noch keine Bewertungen
- KDHI Conveyor SystemDokument25 SeitenKDHI Conveyor SystemFavorSea Industrial Channel LimitedNoch keine Bewertungen
- IdlerDesignGuide PROKDokument25 SeitenIdlerDesignGuide PROKEge UgurluNoch keine Bewertungen
- Type of Failure in Conveyor SystemDokument13 SeitenType of Failure in Conveyor Systemzainonayra100% (2)
- Axle HoldersDokument1 SeiteAxle HoldersjoseocsilvaNoch keine Bewertungen
- Belt ConveyorsDokument10 SeitenBelt ConveyorsRaja PalasaNoch keine Bewertungen
- Bearing Centre and Face Width in Conveyor PulleyDokument8 SeitenBearing Centre and Face Width in Conveyor PulleyPrashant MishraNoch keine Bewertungen
- Splice Belt DesignDokument9 SeitenSplice Belt DesignriteshsamantrayNoch keine Bewertungen
- Beckley - Transition Geometry - BSH - 1982!04!012Dokument5 SeitenBeckley - Transition Geometry - BSH - 1982!04!012Emerson FerreiraNoch keine Bewertungen
- Mato Belt Cleaner CatalogueDokument12 SeitenMato Belt Cleaner Catalogueleeyod100% (1)
- Flexowell - 2013 - EnglischDokument5 SeitenFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Is 8531 1986Dokument6 SeitenIs 8531 1986Srini KumarNoch keine Bewertungen
- Fenner-Dunlop Conveyor Problems & SolutionsDokument18 SeitenFenner-Dunlop Conveyor Problems & Solutionsmickey262010Noch keine Bewertungen
- Belt Conveyor Pulley Design - Why The FailuresDokument9 SeitenBelt Conveyor Pulley Design - Why The FailuresWaris La Joi WakatobiNoch keine Bewertungen
- R New Recycling Equipment Range enDokument39 SeitenR New Recycling Equipment Range enAndy LarkinNoch keine Bewertungen
- Sibre Crane Wheel SystemsDokument13 SeitenSibre Crane Wheel Systemsdotsy11Noch keine Bewertungen
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDokument22 SeitenFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNoch keine Bewertungen
- Belt Conveyor Pulley Design - Why The FailuresDokument16 SeitenBelt Conveyor Pulley Design - Why The FailuresenrimauryNoch keine Bewertungen
- Calculation of Artificial Friction Conveying Coefficient F, and A Comparison Between ISO and CEMADokument9 SeitenCalculation of Artificial Friction Conveying Coefficient F, and A Comparison Between ISO and CEMAretrospect1000Noch keine Bewertungen
- The Function and Mechanism of Conveyor Pulley DrumsDokument15 SeitenThe Function and Mechanism of Conveyor Pulley DrumsKroya HunNoch keine Bewertungen
- Soportes Take UP STL Series - Rodamientos SmilovicDokument4 SeitenSoportes Take UP STL Series - Rodamientos SmilovicAlejandro SmilovicNoch keine Bewertungen
- Hosch Opearting Manual1 PDFDokument13 SeitenHosch Opearting Manual1 PDFZahoor AhmedNoch keine Bewertungen
- Advantage of Hollow Tail Shaft Over Fully Built Up ShaftDokument2 SeitenAdvantage of Hollow Tail Shaft Over Fully Built Up ShaftRachitNoch keine Bewertungen
- Feeder Breaker 1200mtph Project01!08!08Dokument3 SeitenFeeder Breaker 1200mtph Project01!08!08Herman AbdullahNoch keine Bewertungen
- Apron Feeder SpecDokument2 SeitenApron Feeder Spec20106285Noch keine Bewertungen
- Fatigue Failures of Welded Conveyor DrumsDokument11 SeitenFatigue Failures of Welded Conveyor DrumsWashington MoraisNoch keine Bewertungen
- E200704 301 PDFDokument7 SeitenE200704 301 PDFvilobhsNoch keine Bewertungen
- Conveyor Gallery - Structural Design ParameterDokument21 SeitenConveyor Gallery - Structural Design Parametershailendra rathoreNoch keine Bewertungen
- Bins & Feeders in Cement IndustryDokument29 SeitenBins & Feeders in Cement IndustryNaelNoch keine Bewertungen
- Iso 3684 1990Dokument8 SeitenIso 3684 1990joaquin fuentealba moralesNoch keine Bewertungen
- Sole PlatesDokument12 SeitenSole Platesjonodo89Noch keine Bewertungen
- Basic Technical Winch InformationDokument7 SeitenBasic Technical Winch InformationMarcos GonzalezNoch keine Bewertungen
- Design & Application of FeederDokument39 SeitenDesign & Application of Feedermaran.suguNoch keine Bewertungen
- Belt Take Up Arrangement PDFDokument8 SeitenBelt Take Up Arrangement PDFBlend TrendNoch keine Bewertungen
- Belt Tension TheoryDokument19 SeitenBelt Tension Theorysugumar1981Noch keine Bewertungen
- Jenikes' TheoryDokument209 SeitenJenikes' TheoryMohammad Bataineh100% (1)
- Conveyor BeltDokument13 SeitenConveyor BeltRajesh KumarNoch keine Bewertungen
- Materials For Hip Prostheses: A Review of Wear and Loading ConsiderationsDokument26 SeitenMaterials For Hip Prostheses: A Review of Wear and Loading ConsiderationsEka NatsvlishviliNoch keine Bewertungen
- Extract From The Book Belt FeederDokument93 SeitenExtract From The Book Belt FeederPushp Dutt100% (1)
- Cold Vulcanizing SolutionDokument4 SeitenCold Vulcanizing Solutionritesh shrivastav0% (1)
- Lecture 4 - Belt Conveying - Trans CurvesDokument18 SeitenLecture 4 - Belt Conveying - Trans CurvesFabio MiguelNoch keine Bewertungen
- VibratingEquipmentBrochure PDFDokument10 SeitenVibratingEquipmentBrochure PDFWilliam VillamizarNoch keine Bewertungen
- OptDesignHelicalCompressSpringTampingRammDokument6 SeitenOptDesignHelicalCompressSpringTampingRammKhalid AkbaryNoch keine Bewertungen
- Yu-Jing He, Ya-Dong Tang, Jing-Zhao Shi and He Li: Finite Element Analysis of The Loader Boom Based On ABAQUSDokument6 SeitenYu-Jing He, Ya-Dong Tang, Jing-Zhao Shi and He Li: Finite Element Analysis of The Loader Boom Based On ABAQUSMuhammad UmairNoch keine Bewertungen
- 2375 (1) .PDF (Elevator)Dokument13 Seiten2375 (1) .PDF (Elevator)matthew02012010Noch keine Bewertungen
- Failure Mechanism Analysis and Simulation Verification of An Unidirectional Transmission MechanismDokument11 SeitenFailure Mechanism Analysis and Simulation Verification of An Unidirectional Transmission MechanismMEMONCHASNoch keine Bewertungen
- Din en 13827 (2016) PDFDokument9 SeitenDin en 13827 (2016) PDFjhon ortizNoch keine Bewertungen
- Weld Crack Assessments in API X65 Pipeline: Failure Assessment Diagrams With Variations in Representative Mechanical PropertiesDokument9 SeitenWeld Crack Assessments in API X65 Pipeline: Failure Assessment Diagrams With Variations in Representative Mechanical Propertiesjhon ortizNoch keine Bewertungen
- Paper Pinning RoystonDokument12 SeitenPaper Pinning Roystonjhon ortizNoch keine Bewertungen
- FatigaDokument9 SeitenFatigajhon ortizNoch keine Bewertungen
- KTHR KthoDokument21 SeitenKTHR Kthojhon ortizNoch keine Bewertungen
- I,, Failure Assessment Diagrams As Applied To A Flaw in The Vicinity of A Stress ConcentrationDokument4 SeitenI,, Failure Assessment Diagrams As Applied To A Flaw in The Vicinity of A Stress Concentrationjhon ortizNoch keine Bewertungen
- International Journal of Pressure Vessels and Piping: Masayuki Kamaya, Hideo MachidaDokument8 SeitenInternational Journal of Pressure Vessels and Piping: Masayuki Kamaya, Hideo Machidajhon ortizNoch keine Bewertungen
- Analisis de Falla de Cilindro de GasDokument15 SeitenAnalisis de Falla de Cilindro de Gasjhon ortizNoch keine Bewertungen
- Analysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel PipesDokument8 SeitenAnalysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel Pipesjhon ortizNoch keine Bewertungen
- Elastic-Plastic Fracture Mechanics Assessment of Test Data For Circumferential Cracked PipesDokument19 SeitenElastic-Plastic Fracture Mechanics Assessment of Test Data For Circumferential Cracked Pipesjhon ortizNoch keine Bewertungen
- Failure ModesDokument34 SeitenFailure Modesjhon ortizNoch keine Bewertungen
- Letter: Ment in AIS1 4140 Low Alloy SteelDokument5 SeitenLetter: Ment in AIS1 4140 Low Alloy Steeljhon ortizNoch keine Bewertungen
- X52 HidrogenDokument8 SeitenX52 Hidrogenjhon ortizNoch keine Bewertungen
- A 325 - 14Dokument8 SeitenA 325 - 14jhon ortizNoch keine Bewertungen
- Kic Calculado A Partir de CVNDokument172 SeitenKic Calculado A Partir de CVNjhon ortizNoch keine Bewertungen
- Condition Monitoring of Self Aligning Carrying Idler (SAI) inDokument6 SeitenCondition Monitoring of Self Aligning Carrying Idler (SAI) injhon ortizNoch keine Bewertungen
- Manufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 SpecimensDokument6 SeitenManufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 Specimensjhon ortizNoch keine Bewertungen
- Kic Calculado A Partir de CVNDokument172 SeitenKic Calculado A Partir de CVNjhon ortizNoch keine Bewertungen
- 2001 Fatigue Fract Eng Mater StructDokument15 Seiten2001 Fatigue Fract Eng Mater Structjhon ortizNoch keine Bewertungen
- 2005 Comp Method Appl Mech EngDokument22 Seiten2005 Comp Method Appl Mech Engjhon ortizNoch keine Bewertungen
- 2001 Eng Ana Bound ElementDokument7 Seiten2001 Eng Ana Bound Elementjhon ortizNoch keine Bewertungen
- Comprehensive Structural IntegrityDokument5 SeitenComprehensive Structural Integrityjhon ortiz0% (1)
- Coefficient of FrictionDokument1 SeiteCoefficient of FrictionLiladhar Ganesh DhobleNoch keine Bewertungen
- Impact Testing of Sports Surfaces and Equipment: Standard Terminology Relating ToDokument2 SeitenImpact Testing of Sports Surfaces and Equipment: Standard Terminology Relating ToAhmad Zubair RasulyNoch keine Bewertungen
- The Effect of Viscosity On Performance of A Low Speed Centr. PumpDokument10 SeitenThe Effect of Viscosity On Performance of A Low Speed Centr. PumpD vDNoch keine Bewertungen
- Week 11 - Course Notes - Rigid Body MotionDokument16 SeitenWeek 11 - Course Notes - Rigid Body MotionOmkar BhavsarNoch keine Bewertungen
- Estimation of Horizontal Stresses at Depth in Faulted Regions and Their Relationship To Pore Pressure VariationsDokument8 SeitenEstimation of Horizontal Stresses at Depth in Faulted Regions and Their Relationship To Pore Pressure VariationsChijioke Zion OkabieNoch keine Bewertungen
- Leap 2025 Grade 6 Science Practice Test Answer KeyDokument32 SeitenLeap 2025 Grade 6 Science Practice Test Answer Keybhec mitra0% (1)
- The Physics of Braking Systems PDFDokument8 SeitenThe Physics of Braking Systems PDFAkash Sood0% (1)
- Third Periodic Test in Science 6Dokument4 SeitenThird Periodic Test in Science 64knnwnrjkhNoch keine Bewertungen
- CH 11 AngularMomentumDokument1 SeiteCH 11 AngularMomentumece kocakNoch keine Bewertungen
- SPE-132084 Underbalanced Coil Tubing DrillingDokument7 SeitenSPE-132084 Underbalanced Coil Tubing DrillingJuan Jose ClavijoNoch keine Bewertungen
- Fip Mec SferopolDokument16 SeitenFip Mec Sferopolsotos raptopoulosNoch keine Bewertungen
- Mechanics Obj BitsDokument19 SeitenMechanics Obj BitsAjay KumarNoch keine Bewertungen
- FrictionDokument31 SeitenFrictionSesirekha RavinuthulaNoch keine Bewertungen
- Roughness Coefficient in Mountain Rivers: Alfonso Ugarte SotoDokument8 SeitenRoughness Coefficient in Mountain Rivers: Alfonso Ugarte SotoDavid RochaNoch keine Bewertungen
- Frottement Niveau MinimalDokument40 SeitenFrottement Niveau MinimalLandry AbinaNoch keine Bewertungen
- Assisgnment 2Dokument5 SeitenAssisgnment 2atharvnetke9Noch keine Bewertungen
- Disi PationDokument23 SeitenDisi PationYonymMillaNoch keine Bewertungen
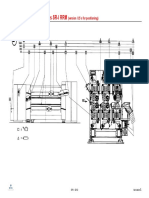
- Diagram of Lubrication Points SR-I RRM: (Version 0,5 S For Positioning)Dokument11 SeitenDiagram of Lubrication Points SR-I RRM: (Version 0,5 S For Positioning)Poposki PetreNoch keine Bewertungen
- Scuffing PDFDokument32 SeitenScuffing PDFyildyusufNoch keine Bewertungen
- Ss 1 First Term 20202021 Holiday Assignment Ja2rjwmDokument8 SeitenSs 1 First Term 20202021 Holiday Assignment Ja2rjwmAyomipo AbudioreNoch keine Bewertungen
- Emirates International School - Jumeirah: JaguarsDokument20 SeitenEmirates International School - Jumeirah: JaguarsExPandableNoch keine Bewertungen
- StruBIM Cantilever Walls - Soil Retention Elements. Lateral Pressure CalculationsDokument10 SeitenStruBIM Cantilever Walls - Soil Retention Elements. Lateral Pressure CalculationsAHMAD BALFAQIHNoch keine Bewertungen
- Manual TribometruDokument89 SeitenManual Tribometruelizadragan100% (1)
- UHMWPE ProductsDokument4 SeitenUHMWPE Productsmchan1965Noch keine Bewertungen
- Synchrony AMB WhitePaper 2014Dokument10 SeitenSynchrony AMB WhitePaper 2014Saurabh SharmaNoch keine Bewertungen
- Chapter 4 Abutment ExampleDokument37 SeitenChapter 4 Abutment ExampleMesfin DerbewNoch keine Bewertungen
- Rolling Report (Production)Dokument27 SeitenRolling Report (Production)AhmedHassen7100% (8)
- Sheet Metal Forming and Their Industrial Applications PDFDokument317 SeitenSheet Metal Forming and Their Industrial Applications PDFS SaravananNoch keine Bewertungen
- Capstone Top Thrill DragsterDokument10 SeitenCapstone Top Thrill DragstercardsandcoastersNoch keine Bewertungen
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- The End of Craving: Recovering the Lost Wisdom of Eating WellVon EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellBewertung: 4.5 von 5 Sternen4.5/5 (83)
- The Fabric of Civilization: How Textiles Made the WorldVon EverandThe Fabric of Civilization: How Textiles Made the WorldBewertung: 4.5 von 5 Sternen4.5/5 (58)
- Hero Found: The Greatest POW Escape of the Vietnam WarVon EverandHero Found: The Greatest POW Escape of the Vietnam WarBewertung: 4 von 5 Sternen4/5 (19)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyVon EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNoch keine Bewertungen
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureVon EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureBewertung: 5 von 5 Sternen5/5 (125)
- The Future of Geography: How the Competition in Space Will Change Our WorldVon EverandThe Future of Geography: How the Competition in Space Will Change Our WorldBewertung: 4 von 5 Sternen4/5 (6)
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationVon EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationBewertung: 4.5 von 5 Sternen4.5/5 (46)
- When the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachVon EverandWhen the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachBewertung: 3.5 von 5 Sternen3.5/5 (6)
- System Error: Where Big Tech Went Wrong and How We Can RebootVon EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNoch keine Bewertungen
- Mini Farming: Self-Sufficiency on 1/4 AcreVon EverandMini Farming: Self-Sufficiency on 1/4 AcreBewertung: 4 von 5 Sternen4/5 (76)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreVon EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreBewertung: 4.5 von 5 Sternen4.5/5 (33)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaVon EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNoch keine Bewertungen
- Four Battlegrounds: Power in the Age of Artificial IntelligenceVon EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceBewertung: 5 von 5 Sternen5/5 (5)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestVon EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestBewertung: 4 von 5 Sternen4/5 (28)
- Pale Blue Dot: A Vision of the Human Future in SpaceVon EverandPale Blue Dot: A Vision of the Human Future in SpaceBewertung: 4.5 von 5 Sternen4.5/5 (588)
- Highest Duty: My Search for What Really MattersVon EverandHighest Duty: My Search for What Really MattersNoch keine Bewertungen
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (54)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindVon EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNoch keine Bewertungen
- The Book of the Moon: A Guide to Our Closest NeighborVon EverandThe Book of the Moon: A Guide to Our Closest NeighborBewertung: 4.5 von 5 Sternen4.5/5 (11)
- From Darwin to Derrida: Selfish Genes, Social Selves, and the Meanings of LifeVon EverandFrom Darwin to Derrida: Selfish Genes, Social Selves, and the Meanings of LifeBewertung: 4 von 5 Sternen4/5 (2)
- Packing for Mars: The Curious Science of Life in the VoidVon EverandPacking for Mars: The Curious Science of Life in the VoidBewertung: 4 von 5 Sternen4/5 (1396)
- This Is What It Sounds Like: What the Music You Love Says About YouVon EverandThis Is What It Sounds Like: What the Music You Love Says About YouBewertung: 4 von 5 Sternen4/5 (33)