Das könnte Ihnen auch gefallen
- Ecodial 4.8 User Manual PDFDokument28 SeitenEcodial 4.8 User Manual PDFErnesto Mora50% (4)
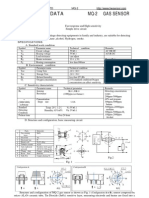
- MQ 2Dokument2 SeitenMQ 2api-3850017100% (1)
- MPLAB XC8 C Compiler User GuideDokument597 SeitenMPLAB XC8 C Compiler User GuideOsmar Gabriel PeñalozaNoch keine Bewertungen
- Diseño y Dimensionamiento de BombasDokument1 SeiteDiseño y Dimensionamiento de BombasOsmar Gabriel PeñalozaNoch keine Bewertungen
- (EW-512-5) - Destructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Dokument48 Seiten(EW-512-5) - Destructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)kirubha_karan2000100% (2)
- MPLAB C18 Libraries 51297fDokument184 SeitenMPLAB C18 Libraries 51297fBhausaheb BotreNoch keine Bewertungen
- Diseño y Dimensionamiento de BombasDokument1 SeiteDiseño y Dimensionamiento de BombasOsmar Gabriel PeñalozaNoch keine Bewertungen
- Solutions Manual For Mechanics and ThermodynamicsDokument112 SeitenSolutions Manual For Mechanics and ThermodynamicsPaduraru Giani83% (24)
- Machine Learning y SensoresDokument12 SeitenMachine Learning y SensoresOsmar Gabriel PeñalozaNoch keine Bewertungen
- FL Sim HDokument387 SeitenFL Sim HFadil TufekcicNoch keine Bewertungen
- Manual Pic 18F2550Dokument430 SeitenManual Pic 18F2550Pancho NuncioNoch keine Bewertungen
- Weld DefectsDokument78 SeitenWeld DefectsKevin CheungNoch keine Bewertungen
- Fabricators' and Erectors' Guide To Welded Steel Construction - 1999 (Structural Welding)Dokument58 SeitenFabricators' and Erectors' Guide To Welded Steel Construction - 1999 (Structural Welding)johnknight000Noch keine Bewertungen
- Design & Analysis of ASME Boiler and Pressure Vessel Components in The Creep Range 2009Dokument229 SeitenDesign & Analysis of ASME Boiler and Pressure Vessel Components in The Creep Range 2009Osmar Gabriel Peñaloza100% (5)
- Div2Bytes80801 (Ensamblado)Dokument2 SeitenDiv2Bytes80801 (Ensamblado)Osmar Gabriel PeñalozaNoch keine Bewertungen
- BandaDokument1 SeiteBandaOsmar Gabriel PeñalozaNoch keine Bewertungen
- EsabwDokument114 SeitenEsabwadyro12Noch keine Bewertungen
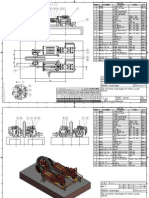
- AssemblyDokument2 SeitenAssemblyOsmar Gabriel PeñalozaNoch keine Bewertungen
- American Cancer Society Guidelines For Nutrition and Physical ActivityDokument3 SeitenAmerican Cancer Society Guidelines For Nutrition and Physical ActivityOsmar Gabriel PeñalozaNoch keine Bewertungen
- Asme Viii PV Mar15Dokument7 SeitenAsme Viii PV Mar15Osmar Gabriel PeñalozaNoch keine Bewertungen
- ASME Codes and Standards Committee Handbook For Pressure Technology C&SDokument50 SeitenASME Codes and Standards Committee Handbook For Pressure Technology C&SOsmar Gabriel PeñalozaNoch keine Bewertungen
- Miller TIG HandbookDokument20 SeitenMiller TIG Handbookquiron2010Noch keine Bewertungen
- Formulario VigasDokument16 SeitenFormulario Vigasjcarvacho90% (10)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- AdventDokument1 SeiteAdventAlex GreenNoch keine Bewertungen
- The Law of God and The SabbathDokument75 SeitenThe Law of God and The Sabbathdebralyn100% (1)
- Bamboo As Building MaterialDokument21 SeitenBamboo As Building MaterialRe ReNoch keine Bewertungen
- 20th Century Fox MedleyDokument51 Seiten20th Century Fox MedleyNicklausNoch keine Bewertungen
- Tiklos: A Traditional Dance of LeyteDokument2 SeitenTiklos: A Traditional Dance of LeyteMikaella TiangsonNoch keine Bewertungen
- Ozone Mag #49 - Sep 2006Dokument180 SeitenOzone Mag #49 - Sep 2006Ozone Magazine100% (1)
- Figures of Speech Quiz PDFDokument2 SeitenFigures of Speech Quiz PDFKristin33% (3)
- LifestyleMedia UpdatedDokument25 SeitenLifestyleMedia Updatedanoushka100% (1)
- Honda Civic OBD0 EF ECU PINOUTS - My Pro Street PDFDokument11 SeitenHonda Civic OBD0 EF ECU PINOUTS - My Pro Street PDFWill ?100% (2)
- Grimlores Grimoire v101Dokument54 SeitenGrimlores Grimoire v101Nathan Jensen50% (4)
- Unit-4 Landscaping of Functional AreasDokument71 SeitenUnit-4 Landscaping of Functional AreaschaplinNoch keine Bewertungen
- Civic Players of LogansportDokument5 SeitenCivic Players of LogansportrtechsolutionsNoch keine Bewertungen
- Pomp and Circumstance Ukulele Tab PDFDokument1 SeitePomp and Circumstance Ukulele Tab PDFLengKeng TanNoch keine Bewertungen
- Bach Johann Sebastian - Bourre I and II From BWV 831 Por Oboe and Alto Flute-FlautaDokument1 SeiteBach Johann Sebastian - Bourre I and II From BWV 831 Por Oboe and Alto Flute-FlautaJuanka RikkoNoch keine Bewertungen
- Maps Navigation BasicsDokument36 SeitenMaps Navigation Basicsvergie andresNoch keine Bewertungen
- Storytelling in Social MediaDokument41 SeitenStorytelling in Social MediaSagar Taneja100% (1)
- Writing Standards 1 - Title, Thesis, Body ParagraphsDokument4 SeitenWriting Standards 1 - Title, Thesis, Body ParagraphsClay BurellNoch keine Bewertungen
- Positive Solutions for Families Session 2Dokument11 SeitenPositive Solutions for Families Session 2fastbankingNoch keine Bewertungen
- Sight Word Books Set 2: Places: Thank You For Respecting Our Terms of UseDokument12 SeitenSight Word Books Set 2: Places: Thank You For Respecting Our Terms of UseStefan Razvan DinuNoch keine Bewertungen
- SGA Abstractvolym-4 DigitalDokument386 SeitenSGA Abstractvolym-4 Digitalmalibrod100% (1)
- Brain Pickings - An Inventory of The Meaningful LifeDokument16 SeitenBrain Pickings - An Inventory of The Meaningful Lifegladis rosacia100% (1)
- Cadworx & Analysis Solutions: IntergraphDokument8 SeitenCadworx & Analysis Solutions: IntergraphvkkamalNoch keine Bewertungen
- Inspection Electrical Storage Check ListDokument2 SeitenInspection Electrical Storage Check ListZaini AchmadNoch keine Bewertungen
- The Function of the Tragic Greek Chorus: Examining the Role and PurposeDokument9 SeitenThe Function of the Tragic Greek Chorus: Examining the Role and PurposeKaterina SpanouNoch keine Bewertungen
- UST Paskuhan 2017 Concert Hosts' ScriptDokument9 SeitenUST Paskuhan 2017 Concert Hosts' ScriptElijah PunzalanNoch keine Bewertungen
- MA English Notes The Rape of LockDokument13 SeitenMA English Notes The Rape of LockIftikhar Hussain Rizvi82% (49)
- Benefits of Gayatri Mantra, Chandi Homam, Dhanvanthri HomamDokument3 SeitenBenefits of Gayatri Mantra, Chandi Homam, Dhanvanthri HomamVedic Folks0% (1)
- THINK L3 Unit 2 GrammarDokument2 SeitenTHINK L3 Unit 2 GrammarMaria Sol25% (4)
- ALL About PICKUP WindingDokument21 SeitenALL About PICKUP WindingMochamad Irfan100% (2)
- Quiz on English grammar and verb tenses under 40 charsDokument4 SeitenQuiz on English grammar and verb tenses under 40 charsKaren Chinga yesquenNoch keine Bewertungen