Das könnte Ihnen auch gefallen
- E569. Standard Practice For Acoustic Emission Monitoring of Structures During Controlled StimulationDokument5 SeitenE569. Standard Practice For Acoustic Emission Monitoring of Structures During Controlled StimulationVíctor JiménezNoch keine Bewertungen
- E 215 - 98 R04 - Rtixnq - PDFDokument7 SeitenE 215 - 98 R04 - Rtixnq - PDFLeón SuárezNoch keine Bewertungen
- Astm E-570-09 RFL Steel TubeDokument7 SeitenAstm E-570-09 RFL Steel TubempusNoch keine Bewertungen
- E569-02 AE Monitoring StructuresDokument5 SeitenE569-02 AE Monitoring StructuresMoralesNoch keine Bewertungen
- Measuring Ultrasonic Velocity in Materials by Comparative Pulse-Echo MethodDokument14 SeitenMeasuring Ultrasonic Velocity in Materials by Comparative Pulse-Echo MethodRoman D100% (1)
- Acoustic EmissionDokument10 SeitenAcoustic Emissionzamaniu1Noch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Study On Pitting Corrosion of Storage Tank Bottom Steel in Acidic Condition Using Acoustic EmissionDokument12 SeitenStudy On Pitting Corrosion of Storage Tank Bottom Steel in Acidic Condition Using Acoustic EmissionAnonymous hBBam1nNoch keine Bewertungen
- E543 - Ensayos No DestructivosDokument11 SeitenE543 - Ensayos No Destructivosmanoloxz8Noch keine Bewertungen
- E 543 - 04 - Rtu0mw - PDFDokument11 SeitenE 543 - 04 - Rtu0mw - PDFUpul Eranda AbeyrathnaNoch keine Bewertungen
- Astm E1065 E1065m 20Dokument10 SeitenAstm E1065 E1065m 20Mohamed AboelkhierNoch keine Bewertungen
- Zetec - Topaz 16Dokument6 SeitenZetec - Topaz 16pokeboy19Noch keine Bewertungen
- E797e797m 21Dokument9 SeitenE797e797m 21Jlaraneda SantiagoNoch keine Bewertungen
- E1932 - 12. Standard Guide For Acoustic Emission Examination of Small PartsDokument5 SeitenE1932 - 12. Standard Guide For Acoustic Emission Examination of Small PartsVíctor JiménezNoch keine Bewertungen
- APIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackDokument48 SeitenAPIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackUsman NaseemNoch keine Bewertungen
- E703-98 EC Sorting of NonFerrous PDFDokument5 SeitenE703-98 EC Sorting of NonFerrous PDFTerfaia NadjatNoch keine Bewertungen
- Ultrasonic Comparison SNR PDFDokument78 SeitenUltrasonic Comparison SNR PDFsoledenseNoch keine Bewertungen
- E127 15 PDFDokument9 SeitenE127 15 PDFDaniel Mauricio Prieto ValderramaNoch keine Bewertungen
- E2906E2906M-13 Standard Practice For Acoustic Pulse Reflectometry Examination of Tube BundlesDokument6 SeitenE2906E2906M-13 Standard Practice For Acoustic Pulse Reflectometry Examination of Tube BundlesMohamed100% (1)
- Sa 275.sa 275MDokument8 SeitenSa 275.sa 275MWagner Renato AraújoNoch keine Bewertungen
- E243 13 PDFDokument6 SeitenE243 13 PDFDaniel Mauricio Prieto ValderramaNoch keine Bewertungen
- ASTM E 1065-1999 (R 2003) - Standard Guide For Evaluating Characteristics of Ultrasonic Search UnitDokument23 SeitenASTM E 1065-1999 (R 2003) - Standard Guide For Evaluating Characteristics of Ultrasonic Search UnitKhemaraj PathmalingamNoch keine Bewertungen
- ASTM E1916 - 97 Identificación Positiva Materiales PDFDokument3 SeitenASTM E1916 - 97 Identificación Positiva Materiales PDFCristian OtivoNoch keine Bewertungen
- Astm E1001Dokument10 SeitenAstm E1001Jon DownNoch keine Bewertungen
- Astm e 428 Rev A 2005 PDFDokument7 SeitenAstm e 428 Rev A 2005 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- European Standard EN 14584 Norme Europeenne Europaische NormDokument15 SeitenEuropean Standard EN 14584 Norme Europeenne Europaische Normvassili_iuNoch keine Bewertungen
- Astm e 242Dokument3 SeitenAstm e 242김경은100% (1)
- Sa 435 (Ed 2013)Dokument4 SeitenSa 435 (Ed 2013)Mohd Idris MohiuddinNoch keine Bewertungen
- Acoustic Emission Source LocalizationDokument4 SeitenAcoustic Emission Source Localizationthebinayak8174Noch keine Bewertungen
- Standard Practice For Secondary Calibration of Acoustic Emission SensorsDokument8 SeitenStandard Practice For Secondary Calibration of Acoustic Emission SensorsArpan NandyNoch keine Bewertungen
- Acoustic Emission Testing of High Strength Steel LPG Spherical TanksDokument6 SeitenAcoustic Emission Testing of High Strength Steel LPG Spherical TanksDavid RodriguesNoch keine Bewertungen
- AE Standards 1309Dokument10 SeitenAE Standards 1309vrapciudorianNoch keine Bewertungen
- Astm E-2929Dokument11 SeitenAstm E-2929DanielVegaNeiraNoch keine Bewertungen
- Astm e 1001Dokument9 SeitenAstm e 1001KEN KNoch keine Bewertungen
- Sa 450/sa 450MDokument13 SeitenSa 450/sa 450MSaravana VelNoch keine Bewertungen
- Operating Instructions For Offline Software of PhascanDokument30 SeitenOperating Instructions For Offline Software of PhascanLEONARDOUS7100% (1)
- E1219 PDFDokument6 SeitenE1219 PDFJason PalmerNoch keine Bewertungen
- Acoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011Dokument84 SeitenAcoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011concord1103Noch keine Bewertungen
- Encoder Odi CKG009Dokument2 SeitenEncoder Odi CKG009Anonymous afPplXbcNoch keine Bewertungen
- Ultrasonic Testing Standards and Practices GuideDokument3 SeitenUltrasonic Testing Standards and Practices GuideChoy De VillaNoch keine Bewertungen
- ASTM 2491 - 08 PhaseArray PDFDokument18 SeitenASTM 2491 - 08 PhaseArray PDFOmero MeraNoch keine Bewertungen
- 2008 Development of A Procedure For The Ultrasonic Examination of Nickel LNG Storage Tank Welds Using Phased Array TechnologyDokument5 Seiten2008 Development of A Procedure For The Ultrasonic Examination of Nickel LNG Storage Tank Welds Using Phased Array Technologyநந்த குமார் சம்பத் நாகராஜன்Noch keine Bewertungen
- Ect MAD 8D Calibration Procedure: Using The Vertical Volts MethodDokument7 SeitenEct MAD 8D Calibration Procedure: Using The Vertical Volts MethodShanmukhaTeliNoch keine Bewertungen
- Gageview Pro v3.5 (Epoch XT)Dokument113 SeitenGageview Pro v3.5 (Epoch XT)Anonymous gFcnQ4goNoch keine Bewertungen
- E2374Dokument5 SeitenE2374Morales100% (1)
- Use of Dgs Method For Ultrasonic TestiingDokument3 SeitenUse of Dgs Method For Ultrasonic Testiingarunpawar_cet9462Noch keine Bewertungen
- Angle DACDokument1 SeiteAngle DACJeevanandam ShanmugasundaramNoch keine Bewertungen
- Ultrasonic Phased Array Inspection of Welded Pipes Using Mode Converted WavesDokument8 SeitenUltrasonic Phased Array Inspection of Welded Pipes Using Mode Converted WavesMohsin IamNoch keine Bewertungen
- Asme Sec V A-2-2004 PDFDokument39 SeitenAsme Sec V A-2-2004 PDFjaire esparzaNoch keine Bewertungen
- Technology Design - ToFD 2015Dokument22 SeitenTechnology Design - ToFD 2015Ahmed LepdaNoch keine Bewertungen
- Radiologic Examination of Semiconductors and Electronic ComponentsDokument4 SeitenRadiologic Examination of Semiconductors and Electronic ComponentsERNESTO ENRIQUE FERNANDEZ BAPTISTANoch keine Bewertungen
- Astm e 572 Rev A 2002 e 2006 R 2006Dokument10 SeitenAstm e 572 Rev A 2002 e 2006 R 2006Jorge ToribioNoch keine Bewertungen
- Ultrasonic Testing of ConcreteDokument4 SeitenUltrasonic Testing of ConcreteAshrafNoch keine Bewertungen
- E650-02 AE Mounting Piezoelectric SensorDokument3 SeitenE650-02 AE Mounting Piezoelectric SensorMoralesNoch keine Bewertungen
- User Guide Technical Reference Manual - 2015Dokument110 SeitenUser Guide Technical Reference Manual - 2015Carlos MillaNoch keine Bewertungen
- Astm Se-273Dokument5 SeitenAstm Se-273Deyci Yamile Peña SantosNoch keine Bewertungen
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989Von EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNoch keine Bewertungen
- Examination of Seamless, Gas-Filled, Pressure Vessels Using Acoustic EmissionDokument6 SeitenExamination of Seamless, Gas-Filled, Pressure Vessels Using Acoustic EmissionsanthakumarNoch keine Bewertungen
- CQI and IRCA Certified Training Case StudiesDokument6 SeitenCQI and IRCA Certified Training Case StudiesSatwant SinghNoch keine Bewertungen
- ETher NDE Probe V7.1Dokument79 SeitenETher NDE Probe V7.1Satwant SinghNoch keine Bewertungen
- Appendix 1 Part 1c TOFD Ultrasonic 3rd Edition February 2016Dokument9 SeitenAppendix 1 Part 1c TOFD Ultrasonic 3rd Edition February 2016Satwant SinghNoch keine Bewertungen
- Nabl LabsDokument67 SeitenNabl Labspnagarajj100% (1)
- Astm e 446 15Dokument4 SeitenAstm e 446 15Satwant SinghNoch keine Bewertungen
- HVAC Air Duct LeakageDokument47 SeitenHVAC Air Duct LeakagePageduesca Rouel0% (1)
- Operating Manual SUFD2Dokument64 SeitenOperating Manual SUFD2Satwant SinghNoch keine Bewertungen
- Soundwel SUB100 Ultrasonic Flaw DetectorDokument26 SeitenSoundwel SUB100 Ultrasonic Flaw DetectorSatwant SinghNoch keine Bewertungen
- Usm 35XDokument4 SeitenUsm 35XSatwant SinghNoch keine Bewertungen
- Chieldhood PDFDokument41 SeitenChieldhood PDFSatwant SinghNoch keine Bewertungen
- Industrial Scanners Catalog en LTR 201602Dokument32 SeitenIndustrial Scanners Catalog en LTR 201602Satwant SinghNoch keine Bewertungen
- Heat Treatment PDFDokument10 SeitenHeat Treatment PDFSatwant SinghNoch keine Bewertungen
- बचपन की यादें PDFDokument41 Seitenबचपन की यादें PDFSatwant SinghNoch keine Bewertungen
- बचपन की यादें PDFDokument41 Seitenबचपन की यादें PDFSatwant SinghNoch keine Bewertungen
- Standard 3950Dokument34 SeitenStandard 3950Satwant SinghNoch keine Bewertungen
- Mma Welding PDFDokument11 SeitenMma Welding PDFSatwant SinghNoch keine Bewertungen
- Development of The Concrete Test HammerDokument11 SeitenDevelopment of The Concrete Test HammerSatwant SinghNoch keine Bewertungen
- Entry of Foreign ArchitectsDokument26 SeitenEntry of Foreign ArchitectsSajju ArunachalamNoch keine Bewertungen
- Arduino IspDokument10 SeitenArduino IspAnonymous H3E7i3YzydNoch keine Bewertungen
- Puente de DiodosDokument4 SeitenPuente de DiodosDanoolandNoch keine Bewertungen
- XC3S400 XilinxDokument204 SeitenXC3S400 XilinxpeppaNoch keine Bewertungen
- Loading Guidelines Volume2Dokument243 SeitenLoading Guidelines Volume2AndreiCabaNoch keine Bewertungen
- Virus Port MikrotikDokument2 SeitenVirus Port MikrotikMaulana KurniantoroNoch keine Bewertungen
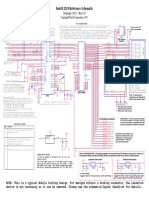
- Intel Ethernet Connection I219 Reference Schematic Rev1 0Dokument1 SeiteIntel Ethernet Connection I219 Reference Schematic Rev1 0Смартфон СигмаNoch keine Bewertungen
- KPBR Regularization OrderDokument46 SeitenKPBR Regularization Ordersooji456Noch keine Bewertungen
- 8cab & Covering Parts System - ENGLISG-G9165Dokument68 Seiten8cab & Covering Parts System - ENGLISG-G9165George Jhonson100% (5)
- Fluke 199 B Owners ManualDokument122 SeitenFluke 199 B Owners Manualtico709Noch keine Bewertungen
- Amplight Sistem DetaliiDokument32 SeitenAmplight Sistem DetaliiDorcioman AndreiNoch keine Bewertungen
- Catalyst 3650Dokument13 SeitenCatalyst 3650Monitoreo MarinaNoch keine Bewertungen
- O&M of Protection Systems and Relay Coordination GuideDokument72 SeitenO&M of Protection Systems and Relay Coordination GuideAlejandro Ramirez Benites100% (2)
- EN - User Manual Collimator R302 With Filterselection - RevM - 2007-05Dokument77 SeitenEN - User Manual Collimator R302 With Filterselection - RevM - 2007-05pietroko100% (1)
- Study 8255 Peripheral Interface CardDokument2 SeitenStudy 8255 Peripheral Interface CardAmber ClarkNoch keine Bewertungen
- ADE9000Dokument73 SeitenADE9000Toni BioscaNoch keine Bewertungen
- ManualsDokument34 SeitenManualsTreeNoch keine Bewertungen
- Visual Management: Genchi Genbutsu 5SDokument6 SeitenVisual Management: Genchi Genbutsu 5SJerome DalisayNoch keine Bewertungen
- Application of Systematic ApproachesDokument2 SeitenApplication of Systematic ApproachesSijo JoyNoch keine Bewertungen
- E-Hsls HEBETEC Sync Lifting SystemDokument8 SeitenE-Hsls HEBETEC Sync Lifting SystemBudhi Purnama UtomoNoch keine Bewertungen
- System Configuration GuideDokument18 SeitenSystem Configuration GuidesankisNoch keine Bewertungen
- Nist TN-1438Dokument120 SeitenNist TN-1438Meisam TabrizNoch keine Bewertungen
- ISO/IEC 11801 Cat. 6A & Green IT in DC: Optimizing Cabling for Energy EfficiencyDokument44 SeitenISO/IEC 11801 Cat. 6A & Green IT in DC: Optimizing Cabling for Energy EfficiencyalejandroNoch keine Bewertungen
- ASME B18.8.8M-1994 Headed Clevis Pins (Metric Series)Dokument6 SeitenASME B18.8.8M-1994 Headed Clevis Pins (Metric Series)hcsharma1967Noch keine Bewertungen
- RNC16 BTS Alarm and Fault DocDokument376 SeitenRNC16 BTS Alarm and Fault DocVEGETA LERONoch keine Bewertungen
- Serial Port Pinout of GE PLCDokument15 SeitenSerial Port Pinout of GE PLCAbde EsselamNoch keine Bewertungen
- Cover: Block Power Tree Schematics IndexDokument8 SeitenCover: Block Power Tree Schematics IndexgonzaloNoch keine Bewertungen
- Coke Drum Monitoring Inspection Assessment and Repair For Service Life Improvement Chadda Foster Wheeler DCU Rio de Janiero 2014Dokument31 SeitenCoke Drum Monitoring Inspection Assessment and Repair For Service Life Improvement Chadda Foster Wheeler DCU Rio de Janiero 2014Piyush PrasadNoch keine Bewertungen
- Log 1Dokument10 SeitenLog 1Aisah NDNoch keine Bewertungen
- Asme2a Sa-36Dokument7 SeitenAsme2a Sa-36asjkhjshdjkashdashNoch keine Bewertungen