Das könnte Ihnen auch gefallen
- Caustic Corrosion in Boiler Waterside Tube Root Cause & MechanismDokument9 SeitenCaustic Corrosion in Boiler Waterside Tube Root Cause & Mechanismعزت عبد المنعمNoch keine Bewertungen
- Hydrogen in Steel: Effect of Hydrogen on Iron and Steel During Production, Fabrication, and UseVon EverandHydrogen in Steel: Effect of Hydrogen on Iron and Steel During Production, Fabrication, and UseNoch keine Bewertungen
- Bulging Rupture and Caustic Corrosion of A Boiler Tube in A ThermalDokument8 SeitenBulging Rupture and Caustic Corrosion of A Boiler Tube in A Thermaladventius S.SNoch keine Bewertungen
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesVon EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNoch keine Bewertungen
- Engineering Failure Analysis: SciencedirectDokument15 SeitenEngineering Failure Analysis: SciencedirectEzequiel RuggieroNoch keine Bewertungen
- Case Study On Corrosion Water Tube BoilersDokument3 SeitenCase Study On Corrosion Water Tube BoilersSalem Garrab100% (2)
- 2010 Copper Pitting Drinking WaterDokument12 Seiten2010 Copper Pitting Drinking WaterSanti Osorio DiezNoch keine Bewertungen
- Failure Analysis of An Electric Arc Furnace Off-Gas SystemDokument7 SeitenFailure Analysis of An Electric Arc Furnace Off-Gas Systemgeraleao208Noch keine Bewertungen
- Power Plant CP Applications Paper CpsDokument18 SeitenPower Plant CP Applications Paper CpsdstpschemlabNoch keine Bewertungen
- Comprehensive Study of Deuterium-Induced Effects in Austenitic Stainless Steel AISI 304LDokument11 SeitenComprehensive Study of Deuterium-Induced Effects in Austenitic Stainless Steel AISI 304LNur hikmahNoch keine Bewertungen
- Effect of Chloride Concentration On The Corrosion Rate in Carbon SteelDokument7 SeitenEffect of Chloride Concentration On The Corrosion Rate in Carbon SteelAziz SaputraNoch keine Bewertungen
- Corrosion Science: Shuan Liu, Huyuan Sun, Lijuan Sun, Huiji FanDokument8 SeitenCorrosion Science: Shuan Liu, Huyuan Sun, Lijuan Sun, Huiji FanVanessa Rios NolayaNoch keine Bewertungen
- Failure Analysis of Bank Front Boiler Tubes: M.R. Khajavi, A.R. Abdolmaleki, N. Adibi, S. MirfendereskiDokument8 SeitenFailure Analysis of Bank Front Boiler Tubes: M.R. Khajavi, A.R. Abdolmaleki, N. Adibi, S. MirfendereskiLuis Enrique Barrera SandovalNoch keine Bewertungen
- Revista de Minería Sostenible - Neutralización Del Drenaje Ácido de La MinaDokument10 SeitenRevista de Minería Sostenible - Neutralización Del Drenaje Ácido de La MinaCintia Leonela Huaman CuyubambaNoch keine Bewertungen
- Al Shannag2015Dokument8 SeitenAl Shannag2015Jihan Khansa NabilaNoch keine Bewertungen
- Corrosion Science: Marie Dumerval, Stéphane Perrin, Loïc Marchetti, Michel Tabarant, François Jomard, Yves WoutersDokument7 SeitenCorrosion Science: Marie Dumerval, Stéphane Perrin, Loïc Marchetti, Michel Tabarant, François Jomard, Yves WoutersMohammad MaroufkhaniNoch keine Bewertungen
- Efeito Do DO No 304Dokument8 SeitenEfeito Do DO No 304sm_carvalhoNoch keine Bewertungen
- X52 HidrogenDokument8 SeitenX52 Hidrogenjhon ortizNoch keine Bewertungen
- Engineering Failure Analysis: Zhihong Wang, Chaoyue Yang, Lin ZhuDokument8 SeitenEngineering Failure Analysis: Zhihong Wang, Chaoyue Yang, Lin ZhuwhoismeNoch keine Bewertungen
- García-Martínez2020 Article FailureAnalysisOfASteelElbowPiDokument11 SeitenGarcía-Martínez2020 Article FailureAnalysisOfASteelElbowPiGuilherme FerrariNoch keine Bewertungen
- Characteristics of Water-Side Deposits in Boiler TubesDokument9 SeitenCharacteristics of Water-Side Deposits in Boiler TubesXie ShjNoch keine Bewertungen
- A Metallographic Case Study of Formicary Corrosion in Heat Exchanger Copper TubesDokument12 SeitenA Metallographic Case Study of Formicary Corrosion in Heat Exchanger Copper TubesMaría Vaquero TxapartegiNoch keine Bewertungen
- 1 s2.0 S0010938X18305274 MainDokument9 Seiten1 s2.0 S0010938X18305274 MainHilios MonosNoch keine Bewertungen
- Crevice Corrosion of Stainless-Steel Fastening Components in An Indoor Marine-Water BasinDokument5 SeitenCrevice Corrosion of Stainless-Steel Fastening Components in An Indoor Marine-Water BasinRaul MamaniNoch keine Bewertungen
- Residual Life Assessment and Failure of The BoilerDokument21 SeitenResidual Life Assessment and Failure of The BoilernagasureshNoch keine Bewertungen
- Residual Life Assessment and Failure of The BoilerDokument21 SeitenResidual Life Assessment and Failure of The BoilernagasureshNoch keine Bewertungen
- Materials Letters: M.F. Morks, N.F. Fahim, I.S. ColeDokument5 SeitenMaterials Letters: M.F. Morks, N.F. Fahim, I.S. ColeDiegoMauricioSCNoch keine Bewertungen
- Analysis of The Corrosion Scales Formed PDFDokument11 SeitenAnalysis of The Corrosion Scales Formed PDFcarlosNoch keine Bewertungen
- Critical Assessment 17 Mechanisms of Hydrogen Induced Cracking in Pipeline SteelsDokument9 SeitenCritical Assessment 17 Mechanisms of Hydrogen Induced Cracking in Pipeline SteelskongsakuaiphonNoch keine Bewertungen
- Corrosion-Erosion On Waste Heat Recovery Boiler SyDokument11 SeitenCorrosion-Erosion On Waste Heat Recovery Boiler SyIan B. YtomNoch keine Bewertungen
- Journal Review 5Dokument15 SeitenJournal Review 5Venus Abigail GutierrezNoch keine Bewertungen
- Chemistry (CO) Report WritingDokument19 SeitenChemistry (CO) Report WritingKaran Thorat ENoch keine Bewertungen
- Solomon2021 Article CorrosionOfSulfurRemovalTanksUDokument8 SeitenSolomon2021 Article CorrosionOfSulfurRemovalTanksUSauravNoch keine Bewertungen
- Corrosion Behavior of Pipeline Carbon Steel Under Different Iron Oxide Deposits in The District Heating SystemDokument20 SeitenCorrosion Behavior of Pipeline Carbon Steel Under Different Iron Oxide Deposits in The District Heating SystemHimanshu SharmaNoch keine Bewertungen
- Failure Analysis of An Onshore Pipeline in Petroleum IndustryDokument9 SeitenFailure Analysis of An Onshore Pipeline in Petroleum Industrypesanpesta IDNoch keine Bewertungen
- 42 - Extensive Feedwater Quality Control and Monitoring Concept For Preventing Chemistry-Related Failures of Boiler Tubes in A Subcritical Thermal Power PlantDokument12 Seiten42 - Extensive Feedwater Quality Control and Monitoring Concept For Preventing Chemistry-Related Failures of Boiler Tubes in A Subcritical Thermal Power PlantBehnam RamouzehNoch keine Bewertungen
- Nace - Jubail Gewpt1Dokument37 SeitenNace - Jubail Gewpt1MaulizarNoch keine Bewertungen
- Corrosion (1) .Monograph - Ica 2.01.00Dokument82 SeitenCorrosion (1) .Monograph - Ica 2.01.00riveram2013Noch keine Bewertungen
- Caustic GougingDokument5 SeitenCaustic GougingChristian Paul Salazar SanchezNoch keine Bewertungen
- Overheating and Fuel Ash Corrosion Failure of Boiler TubeDokument18 SeitenOverheating and Fuel Ash Corrosion Failure of Boiler TubeJackSparrow86Noch keine Bewertungen
- Journal of Natural Gas Science and Engineering: SciencedirectDokument15 SeitenJournal of Natural Gas Science and Engineering: SciencedirectYogaNoch keine Bewertungen
- Acid Pickling of Carbon SteelDokument10 SeitenAcid Pickling of Carbon SteelAnoop KizhakathNoch keine Bewertungen
- Carbon Steel Corrosion in Clay-Rich EnvironmentDokument10 SeitenCarbon Steel Corrosion in Clay-Rich Environmentblackcurse29Noch keine Bewertungen
- Aisi 321 Stainless Steel Heater Tube in Heavy Crude Oil Failure AnalysisDokument8 SeitenAisi 321 Stainless Steel Heater Tube in Heavy Crude Oil Failure AnalysisPaul RosiahNoch keine Bewertungen
- Failure of 321 Stainless Steel Heater Tub - 2017 - Case Studies in Engineering FDokument8 SeitenFailure of 321 Stainless Steel Heater Tub - 2017 - Case Studies in Engineering Fchhoun boraNoch keine Bewertungen
- Erosion Corrosion ReportDokument16 SeitenErosion Corrosion ReportHamza Al MahanaNoch keine Bewertungen
- The Effect of Heavy Metal Ions On The Localized CorrosionDokument36 SeitenThe Effect of Heavy Metal Ions On The Localized Corrosionnaren57100% (1)
- Case Study On Caustic Corrosion in Refinery PipingDokument4 SeitenCase Study On Caustic Corrosion in Refinery Pipinganaswara santhoshNoch keine Bewertungen
- Corrosion Science: Pengpeng Bai, Shuqi Zheng, Hui Zhao, Yu Ding, Jian Wu, Changfeng ChenDokument10 SeitenCorrosion Science: Pengpeng Bai, Shuqi Zheng, Hui Zhao, Yu Ding, Jian Wu, Changfeng ChenArturo CervantesNoch keine Bewertungen
- Flow Accelerated Corrosion: Forms, Mechanisms and Case StudiesDokument13 SeitenFlow Accelerated Corrosion: Forms, Mechanisms and Case StudiesMuralimohan MolabantiNoch keine Bewertungen
- I Jeter 089112021Dokument5 SeitenI Jeter 089112021WARSE JournalsNoch keine Bewertungen
- Engineering Failure Analysis: A.R. Khalifeh, A. Dehghan Banaraki, H. Daneshmanesh, M.H. PaydarDokument12 SeitenEngineering Failure Analysis: A.R. Khalifeh, A. Dehghan Banaraki, H. Daneshmanesh, M.H. Paydarqueno1Noch keine Bewertungen
- Corrosion Failure 2Dokument10 SeitenCorrosion Failure 2Sebastián MoraNoch keine Bewertungen
- Chemistry Investigatory Project: Topic: To Study The Effect of Metal Coupling On Rusting of IronDokument12 SeitenChemistry Investigatory Project: Topic: To Study The Effect of Metal Coupling On Rusting of IronSumit Chakrabarti100% (1)
- Review Paper - Hydrogen Embrittlement in Coated Steel Fasteners - Brahimi-2006Dokument37 SeitenReview Paper - Hydrogen Embrittlement in Coated Steel Fasteners - Brahimi-2006Son NguyenNoch keine Bewertungen
- Surface & Coatings Technology: G.G. Wang, L.Q. Zhu, H.C. Liu, W.P. LiDokument5 SeitenSurface & Coatings Technology: G.G. Wang, L.Q. Zhu, H.C. Liu, W.P. LiSiti MusabikhaNoch keine Bewertungen
- Hydrogen Embrittlement in Power Plant Steels PDFDokument22 SeitenHydrogen Embrittlement in Power Plant Steels PDFRolando Nuñez MonrroyNoch keine Bewertungen
- Corrosion Resistance of Chromium-Free Conversion Coatings Deposited OnDokument10 SeitenCorrosion Resistance of Chromium-Free Conversion Coatings Deposited OnbexigaobrotherNoch keine Bewertungen
- Impact of Boiler Water Chemistry On Wate PDFDokument8 SeitenImpact of Boiler Water Chemistry On Wate PDFace-winnieNoch keine Bewertungen
- Cooling Tower Design Handbook PDF - 2Dokument20 SeitenCooling Tower Design Handbook PDF - 2num0067Noch keine Bewertungen
- Industrial FoulingDokument298 SeitenIndustrial Foulingnum0067100% (1)
- Calculating Collection Efficiencies For Electrostatic PrecipitatorsDokument8 SeitenCalculating Collection Efficiencies For Electrostatic Precipitatorsnum0067Noch keine Bewertungen
- Babcock & Wilcox Steam TablesDokument5 SeitenBabcock & Wilcox Steam Tablesnum0067Noch keine Bewertungen
- Ti300 - Ti400 - Ti450 - Ti480 ManualDokument50 SeitenTi300 - Ti400 - Ti450 - Ti480 Manualnum0067Noch keine Bewertungen
- Conveyor Chains For Demanding ApplicationsDokument24 SeitenConveyor Chains For Demanding Applicationsnum0067Noch keine Bewertungen
- Field Test of Coal Type Adaptability On A 300 MW CFB Boiler: Powder Technology April 2015Dokument7 SeitenField Test of Coal Type Adaptability On A 300 MW CFB Boiler: Powder Technology April 2015num0067Noch keine Bewertungen
- 5.1.Vakkilainen-Evolution of RB Designs Paper PDFDokument23 Seiten5.1.Vakkilainen-Evolution of RB Designs Paper PDFnum0067Noch keine Bewertungen
- Effect of Furnace Pressure Drop On Heat Transfer in A 135 MW CFB BoilerDokument7 SeitenEffect of Furnace Pressure Drop On Heat Transfer in A 135 MW CFB Boilernum0067Noch keine Bewertungen
- 7.14.2 - Composite and Non-Metallic NCDokument17 Seiten7.14.2 - Composite and Non-Metallic NCAhmed Aman IbrahimNoch keine Bewertungen
- Tds Davies Metal PrimerDokument1 SeiteTds Davies Metal PrimerSofriano SaritaNoch keine Bewertungen
- ESE-800 Clean Coal Technologies: Part1:Coal To Liquid (CTL)Dokument52 SeitenESE-800 Clean Coal Technologies: Part1:Coal To Liquid (CTL)Hafeez Khan TareenNoch keine Bewertungen
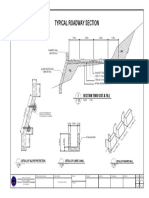
- Typical Roadway SectionDokument1 SeiteTypical Roadway SectionCarmela Ayessa PiguerraNoch keine Bewertungen
- NPK Remital MDokument1 SeiteNPK Remital MAsistente Presidencia ConcafeNoch keine Bewertungen
- Cement Class 52.5R (Given) Aggregate Type: Coarse Crushed (Given) Graph From (Lecture 8, Slide 22) Compressive Strength 55mpa (Found)Dokument11 SeitenCement Class 52.5R (Given) Aggregate Type: Coarse Crushed (Given) Graph From (Lecture 8, Slide 22) Compressive Strength 55mpa (Found)Shael BridgelalNoch keine Bewertungen
- Phosphorus, Reactive (Orthophosphate) : Molybdovanadate Method Method 8114 1.0 To 100.0 MG/L PO (HR) Test N Tube VialsDokument6 SeitenPhosphorus, Reactive (Orthophosphate) : Molybdovanadate Method Method 8114 1.0 To 100.0 MG/L PO (HR) Test N Tube VialsOudah AliNoch keine Bewertungen
- Chemistry Love PoemDokument1 SeiteChemistry Love PoemMohd FarisNoch keine Bewertungen
- FinalExam B AnsKeyDokument12 SeitenFinalExam B AnsKeyDVRaoNoch keine Bewertungen
- Mechanical SealsDokument2 SeitenMechanical Sealscuraaj100% (1)
- PFM920I-6U-U Datasheet 20221020Dokument2 SeitenPFM920I-6U-U Datasheet 20221020GgopNoch keine Bewertungen
- Moisture and Fire Resistant Gypsum Board (WRFR)Dokument3 SeitenMoisture and Fire Resistant Gypsum Board (WRFR)burakNoch keine Bewertungen
- Paper Bag Making MachineDokument51 SeitenPaper Bag Making MachineAhmed AbbasNoch keine Bewertungen
- 06 Instrumentation CablesDokument34 Seiten06 Instrumentation Cablesamir11601Noch keine Bewertungen
- Flakiness Index Done DOC-20181030-WA0010Dokument7 SeitenFlakiness Index Done DOC-20181030-WA0010kundayi shavaNoch keine Bewertungen
- 2013 Alkane Tutorial (Solutions)Dokument7 Seiten2013 Alkane Tutorial (Solutions)Pinzhen ChenNoch keine Bewertungen
- Seismic Behvaior of Immersed TunnelsDokument21 SeitenSeismic Behvaior of Immersed TunnelsKiana Hashemi100% (1)
- ARKON - Updated Rebar Works Methodology 08162021Dokument5 SeitenARKON - Updated Rebar Works Methodology 08162021Yvan Glendell ManguneNoch keine Bewertungen
- Bumper Systems - An IntroductionDokument25 SeitenBumper Systems - An IntroductionMichaelNoch keine Bewertungen
- ASTM F38 Gaskets CreepDokument8 SeitenASTM F38 Gaskets CreepDieguitoOmarMorales100% (1)
- Hardness Conversion ChartDokument10 SeitenHardness Conversion ChartAshutosh SinghNoch keine Bewertungen
- Pavement Design Tutorial 1Dokument3 SeitenPavement Design Tutorial 1biplov nepalNoch keine Bewertungen
- Chem Project Kanishka KhamkarDokument10 SeitenChem Project Kanishka KhamkarKanishka P KhamkarNoch keine Bewertungen
- Mivan 9Dokument40 SeitenMivan 9vishaliNoch keine Bewertungen
- RC Lecture 11 - ColumnsDokument19 SeitenRC Lecture 11 - ColumnsShean Berwin GonzalesNoch keine Bewertungen
- 1-Pentene: Cautionary Response InformationDokument2 Seiten1-Pentene: Cautionary Response InformationMumahmmad Rizwan RNoch keine Bewertungen
- Experimental and CFD Analysis of Aluminium Heat Sinks For Avionics ApplicationsDokument7 SeitenExperimental and CFD Analysis of Aluminium Heat Sinks For Avionics ApplicationsIJIRSTNoch keine Bewertungen
- Paints and Varnishes - General Tests Methods - Vol 1.1 - IndexDokument5 SeitenPaints and Varnishes - General Tests Methods - Vol 1.1 - IndexGilberto ManhattanNoch keine Bewertungen
- CHEMISTRY INVESTIGATORY PROJECT (Hemang Jain XI B)Dokument10 SeitenCHEMISTRY INVESTIGATORY PROJECT (Hemang Jain XI B)Hemang JainNoch keine Bewertungen
- Mullion Transom Connector BS-EN-1991-1-1 V2.0Dokument2 SeitenMullion Transom Connector BS-EN-1991-1-1 V2.0Giri DharanNoch keine Bewertungen
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingVon EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNoch keine Bewertungen
- Casing and Liners for Drilling and Completion: Design and ApplicationVon EverandCasing and Liners for Drilling and Completion: Design and ApplicationBewertung: 5 von 5 Sternen5/5 (3)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Oil: An Overview of the Petroleum IndustryVon EverandOil: An Overview of the Petroleum IndustryBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryVon EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryBewertung: 5 von 5 Sternen5/5 (3)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsVon EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNoch keine Bewertungen
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsVon EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNoch keine Bewertungen
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationVon EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonVon Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonNoch keine Bewertungen
- The Certified Oil and Gas Project ManagerVon EverandThe Certified Oil and Gas Project ManagerBewertung: 4 von 5 Sternen4/5 (2)
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)