Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Building SimulationsDokument18 SeitenBuilding SimulationsReaditReaditNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Numerical Simulations of The Effects of Non-Uniform Temperature Distributions On Lateral Torsional Buckling Resistance of Steel I-BeamsDokument8 SeitenNumerical Simulations of The Effects of Non-Uniform Temperature Distributions On Lateral Torsional Buckling Resistance of Steel I-BeamsReaditReaditNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Asphalt Rubber 3Dokument68 SeitenAsphalt Rubber 3ReaditReaditNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Coatings 09 00384 PDFDokument22 SeitenCoatings 09 00384 PDFShahrahman ZairiNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Numerical Imperfection Sensitivity Study of Cold-Formed Thin-Walled Tubular Steel Columns at Uniform Elevated TemperaturesDokument7 SeitenA Numerical Imperfection Sensitivity Study of Cold-Formed Thin-Walled Tubular Steel Columns at Uniform Elevated TemperaturesReaditReaditNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Improved Design Rules For Cold-Formed Steel ColumnsDokument6 SeitenImproved Design Rules For Cold-Formed Steel ColumnsReaditReaditNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Post-Fire Mechanical Properties of Cold-Formed SteelsDokument6 SeitenPost-Fire Mechanical Properties of Cold-Formed SteelsReaditReaditNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Asphalt Rubber 2Dokument23 SeitenAsphalt Rubber 2ReaditReaditNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Numerical Modelling of Light Gauge Cold-Formed Steel Compression Members Subjected To Distortional Buckling at Elevated TemperaturesDokument15 SeitenNumerical Modelling of Light Gauge Cold-Formed Steel Compression Members Subjected To Distortional Buckling at Elevated TemperaturesReaditReaditNoch keine Bewertungen
- Local, Distortional, and Euler Buckling of Thin-Walled ColumnsDokument17 SeitenLocal, Distortional, and Euler Buckling of Thin-Walled ColumnsReaditReaditNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Lateral-Torsional Buckling of Cold-Formed Zed-Purlins Partial-Laterally Restrained by Metal SheetingDokument11 SeitenLateral-Torsional Buckling of Cold-Formed Zed-Purlins Partial-Laterally Restrained by Metal SheetingReaditReaditNoch keine Bewertungen
- Structural Behaviour of Cold-Formed Thin-Walled Short Steel Channel Columns at Elevated Temperatures. Part 2 Design Calculations and Numerical AnDokument2 SeitenStructural Behaviour of Cold-Formed Thin-Walled Short Steel Channel Columns at Elevated Temperatures. Part 2 Design Calculations and Numerical AnReaditReaditNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- SSRC Columns and Distortional PaperDokument21 SeitenSSRC Columns and Distortional PaperAnonymous ep7LE5ZdP5Noch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Design of Cold-Formed Steel Columns at Elevated Temperatures Subject To Flexural-Torsional BucklingDokument8 SeitenDesign of Cold-Formed Steel Columns at Elevated Temperatures Subject To Flexural-Torsional BucklingReaditReaditNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Baseline Study On The Behaviour of Cold-Formed Steel Columns Subjected To FireDokument7 SeitenBaseline Study On The Behaviour of Cold-Formed Steel Columns Subjected To FireReaditReaditNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Behavior of Cold-Formed Steel Built-Up I-Sections: T.A. Stone, R.A. LaboubeDokument13 SeitenBehavior of Cold-Formed Steel Built-Up I-Sections: T.A. Stone, R.A. Laboubemiratif19_860027847Noch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Lateral Torsional Buckling Strength of Cold-Formed Stainless Steel BeamsDokument29 SeitenThe Lateral Torsional Buckling Strength of Cold-Formed Stainless Steel BeamsReaditReaditNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- Behavior of Cold-Formed Steel Built-Up I-SectionsDokument24 SeitenBehavior of Cold-Formed Steel Built-Up I-SectionsReaditReaditNoch keine Bewertungen
- Mechanical Properties of Structural Steel at Elevated Temperatures and After Cooling DownDokument13 SeitenMechanical Properties of Structural Steel at Elevated Temperatures and After Cooling DownReaditReaditNoch keine Bewertungen
- Buckling Tests of Fire Exposed Cold-Formed Steel ColumnsDokument10 SeitenBuckling Tests of Fire Exposed Cold-Formed Steel ColumnsReaditReaditNoch keine Bewertungen
- Axial Strength of Cold-Formed Thin-Walled Steel Channels Under Non-Uniform Temperatures in FireDokument21 SeitenAxial Strength of Cold-Formed Thin-Walled Steel Channels Under Non-Uniform Temperatures in FireReaditReaditNoch keine Bewertungen
- A New Proposal of A Simple Model For The Lateral-Torsional Buckling of Unrestrained Steel I-Beams in Case of Fire Experimental and Numerical ValiDokument25 SeitenA New Proposal of A Simple Model For The Lateral-Torsional Buckling of Unrestrained Steel I-Beams in Case of Fire Experimental and Numerical ValiReaditReaditNoch keine Bewertungen
- Distortional Buckling Behaviour of Fire Exposed Cold-Formed Steel ColumnsDokument25 SeitenDistortional Buckling Behaviour of Fire Exposed Cold-Formed Steel ColumnsReaditReaditNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Structural Behaviour of Cold-Formed Thin-Walled Short Steel Channel Columns at Elevated Temperatures. Part 1 ExperimentsDokument11 SeitenStructural Behaviour of Cold-Formed Thin-Walled Short Steel Channel Columns at Elevated Temperatures. Part 1 ExperimentsReaditReaditNoch keine Bewertungen
- Numerical Modeling of Lateral-Torsional Buckling of Steel I-Beams Under Fire Conditions-Comparison With Eurocode 3Dokument23 SeitenNumerical Modeling of Lateral-Torsional Buckling of Steel I-Beams Under Fire Conditions-Comparison With Eurocode 3ReaditReaditNoch keine Bewertungen
- Cold-Formed Steel Structures by Yu 1973Dokument28 SeitenCold-Formed Steel Structures by Yu 1973ReaditReaditNoch keine Bewertungen
- Mechanical Properties of Structural Steel at Elevated Temperatures and After Cooling DownDokument16 SeitenMechanical Properties of Structural Steel at Elevated Temperatures and After Cooling DownBen FriskneyNoch keine Bewertungen
- Design and Construction of CFST in JapanDokument11 SeitenDesign and Construction of CFST in JapanReaditReaditNoch keine Bewertungen
- Cold-Formed Steel Columns Subject To Local Buckling at Elevated TemperaturesDokument13 SeitenCold-Formed Steel Columns Subject To Local Buckling at Elevated TemperaturesReaditReaditNoch keine Bewertungen
- Flexural-Torsional Buckling Tests of Cold-Formed Steel Compression Members at Elevated TemperaturesDokument11 SeitenFlexural-Torsional Buckling Tests of Cold-Formed Steel Compression Members at Elevated TemperaturesReaditReaditNoch keine Bewertungen
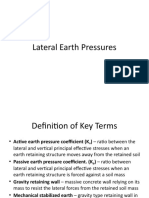
- 8 Lateral Earth PressuresDokument16 Seiten8 Lateral Earth PressuresJenina LogmaoNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Pile & Pile Cap DGNDokument6 SeitenPile & Pile Cap DGNSaleem KhaderNoch keine Bewertungen
- Alexander TRAYKOV Raina BoiadjievaDokument7 SeitenAlexander TRAYKOV Raina Boiadjievacsi_mjbNoch keine Bewertungen
- Machine Design-AC09Dokument7 SeitenMachine Design-AC09Ashutosh RajawatNoch keine Bewertungen
- Applied Mathematical Modelling: Mario F. Letelier, Dennis A. Siginer, Amaru GonzálezDokument9 SeitenApplied Mathematical Modelling: Mario F. Letelier, Dennis A. Siginer, Amaru GonzálezManikiranSaiNoch keine Bewertungen
- Effect of Access Openings On The Buckling Performance of Square HollowDokument23 SeitenEffect of Access Openings On The Buckling Performance of Square HollowGhina UtamiNoch keine Bewertungen
- TimoshenkoDokument66 SeitenTimoshenkoManuel Edevaldo Lopes VieiraNoch keine Bewertungen
- Combined Loadings: Thin-Walled Pressure VesselsDokument31 SeitenCombined Loadings: Thin-Walled Pressure Vesselsjuan alberto garcía rendónNoch keine Bewertungen
- Bibliografie 4,12,2015Dokument12 SeitenBibliografie 4,12,2015Daniela Mihaiela BocaNoch keine Bewertungen
- Steel Design by Canadian CodeDokument94 SeitenSteel Design by Canadian Codepjuvvadi100% (5)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Assignment No: 6 Engineering Geology L1F19BSCE0002 Course Code: Cen1203Dokument4 SeitenAssignment No: 6 Engineering Geology L1F19BSCE0002 Course Code: Cen1203ALI ZUBAIRNoch keine Bewertungen
- Homework 3Dokument8 SeitenHomework 3Alferid ShifaNoch keine Bewertungen
- Pressure Vessel Engineering LTD.: Finite Element Analysis Report - VIII-2Dokument23 SeitenPressure Vessel Engineering LTD.: Finite Element Analysis Report - VIII-2rahulNoch keine Bewertungen
- Fracture ToughnessDokument46 SeitenFracture Toughnessbabak_rajiNoch keine Bewertungen
- An Incursion On Punching of Reinforced Concrete Flat SlabsDokument10 SeitenAn Incursion On Punching of Reinforced Concrete Flat Slabsszilard88Noch keine Bewertungen
- Breadth Practice ExamDokument41 SeitenBreadth Practice Examuncle ruckusNoch keine Bewertungen
- Freyssinet - Freyssibar Plus 1200Dokument2 SeitenFreyssinet - Freyssibar Plus 1200QuangKhảiNoch keine Bewertungen
- Non Destructive TestDokument11 SeitenNon Destructive TestDms〆 FrïllèxNoch keine Bewertungen
- Geomechanics: Figure 1 Geomechanics in Oil & Gas Industry (Source: Geomechanics Engineering)Dokument2 SeitenGeomechanics: Figure 1 Geomechanics in Oil & Gas Industry (Source: Geomechanics Engineering)ابوالحروف العربي ابوالحروفNoch keine Bewertungen
- A Case Study of Valley Fill Heap Leach PadDokument5 SeitenA Case Study of Valley Fill Heap Leach PadHafiz Umair AliNoch keine Bewertungen
- Tensile TestDokument12 SeitenTensile Testmeysam1215100% (3)
- DomeDokument40 SeitenDomeshoyeeb_austNoch keine Bewertungen
- Shear Reinforcement Design of Beam Column JointsDokument35 SeitenShear Reinforcement Design of Beam Column JointsAnggi Novi AndriNoch keine Bewertungen
- Chapter6 Solution Principle of FoundationDokument26 SeitenChapter6 Solution Principle of FoundationDane OurmNoch keine Bewertungen
- Measuring Ground Motion During EarthquakesDokument232 SeitenMeasuring Ground Motion During Earthquakescristian aNoch keine Bewertungen
- Pile Foundation Concrete Column DesignDokument27 SeitenPile Foundation Concrete Column DesignSaid FauzieNoch keine Bewertungen
- Questions For InvestmentDokument113 SeitenQuestions For InvestmentElfin AntoNoch keine Bewertungen
- BridgeT BeamDokument36 SeitenBridgeT Beammarijean catuiraNoch keine Bewertungen
- Slope StabilityDokument44 SeitenSlope StabilitySUNDEEP KUMAR.BNoch keine Bewertungen
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (137)
- Advanced Modelling Techniques in Structural DesignVon EverandAdvanced Modelling Techniques in Structural DesignBewertung: 5 von 5 Sternen5/5 (3)
- Advanced Design Examples of Seismic Retrofit of StructuresVon EverandAdvanced Design Examples of Seismic Retrofit of StructuresBewertung: 1 von 5 Sternen1/5 (1)
- Marine Structural Design CalculationsVon EverandMarine Structural Design CalculationsBewertung: 4.5 von 5 Sternen4.5/5 (13)
- Transmission Pipeline Calculations and Simulations ManualVon EverandTransmission Pipeline Calculations and Simulations ManualBewertung: 4.5 von 5 Sternen4.5/5 (10)