Das könnte Ihnen auch gefallen
- Hyd R3Dokument2 SeitenHyd R3dddNoch keine Bewertungen
- Interactive Design Optimization of Dynamic Systems: C. H. Tseng and J. S. AroraDokument7 SeitenInteractive Design Optimization of Dynamic Systems: C. H. Tseng and J. S. AroradddNoch keine Bewertungen
- Thermal Performance of Higher Aspect Ratio Microchannels Using Tio - Water Nano UidsDokument5 SeitenThermal Performance of Higher Aspect Ratio Microchannels Using Tio - Water Nano UidsdddNoch keine Bewertungen
- Garde PDFDokument7 SeitenGarde PDFddd0% (2)
- Fluid Mechanics Lab WINTER SEMESTER: 2015-16: IndexDokument1 SeiteFluid Mechanics Lab WINTER SEMESTER: 2015-16: IndexdddNoch keine Bewertungen
- Performancereport 2012-13Dokument112 SeitenPerformancereport 2012-13dddNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 5HP500-590 4139 - 751 - 627dDokument273 Seiten5HP500-590 4139 - 751 - 627ddejanflojd100% (24)
- Department of Education: Republic of The PhilippinesDokument2 SeitenDepartment of Education: Republic of The PhilippinesShailac RodelasNoch keine Bewertungen
- Simple Past TenselDokument3 SeitenSimple Past TenselPutra ViskellaNoch keine Bewertungen
- Effect of Intensive Health Education On Adherence To Treatment in Sputum Positive Pulmonary Tuberculosis PatientsDokument6 SeitenEffect of Intensive Health Education On Adherence To Treatment in Sputum Positive Pulmonary Tuberculosis PatientspocutindahNoch keine Bewertungen
- 67-Article Text-118-1-10-20181206Dokument12 Seiten67-Article Text-118-1-10-20181206MadelNoch keine Bewertungen
- Invitation 2023Dokument10 SeitenInvitation 2023Joanna Marie Cruz FelipeNoch keine Bewertungen
- Chapter 12 NotesDokument4 SeitenChapter 12 NotesIvanTh3Great100% (6)
- A New Cloud Computing Governance Framework PDFDokument8 SeitenA New Cloud Computing Governance Framework PDFMustafa Al HassanNoch keine Bewertungen
- Bab 3 - Soal-Soal No. 4 SD 10Dokument4 SeitenBab 3 - Soal-Soal No. 4 SD 10Vanni LimNoch keine Bewertungen
- 1 - HandBook CBBR4106Dokument29 Seiten1 - HandBook CBBR4106mkkhusairiNoch keine Bewertungen
- Factor Causing Habitual Viewing of Pornographic MaterialDokument64 SeitenFactor Causing Habitual Viewing of Pornographic MaterialPretzjay BensigNoch keine Bewertungen
- Copper Reaction: Guillermo, Charles Hondonero, Christine Ilao, Ellaine Kim, Yumi Lambrinto, Arl JoshuaDokument6 SeitenCopper Reaction: Guillermo, Charles Hondonero, Christine Ilao, Ellaine Kim, Yumi Lambrinto, Arl JoshuaCharles GuillermoNoch keine Bewertungen
- CLASS 12 PracticalDokument10 SeitenCLASS 12 PracticalWORLD HISTORYNoch keine Bewertungen
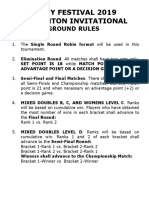
- Ground Rules 2019Dokument3 SeitenGround Rules 2019Jeremiah Miko LepasanaNoch keine Bewertungen
- Graphic Organizers As A Reading Strategy: Research FindDokument9 SeitenGraphic Organizers As A Reading Strategy: Research Findzwn zwnNoch keine Bewertungen
- Claribel Ria MaeDokument19 SeitenClaribel Ria MaeGLENN MENDOZANoch keine Bewertungen
- Upload A Document To Access Your Download: The Psychology Book, Big Ideas Simply Explained - Nigel Benson PDFDokument3 SeitenUpload A Document To Access Your Download: The Psychology Book, Big Ideas Simply Explained - Nigel Benson PDFchondroc11Noch keine Bewertungen
- The Cognitive Enterprise For HCM in Retail Powered by Ibm and Oracle - 46027146USENDokument29 SeitenThe Cognitive Enterprise For HCM in Retail Powered by Ibm and Oracle - 46027146USENByte MeNoch keine Bewertungen
- Dan 440 Dace Art Lesson PlanDokument4 SeitenDan 440 Dace Art Lesson Planapi-298381373Noch keine Bewertungen
- Workshop 02.1: Restart Controls: ANSYS Mechanical Basic Structural NonlinearitiesDokument16 SeitenWorkshop 02.1: Restart Controls: ANSYS Mechanical Basic Structural NonlinearitiesSahil Jawa100% (1)
- MSDS PetrolDokument13 SeitenMSDS PetrolazlanNoch keine Bewertungen
- Thesis Statement VampiresDokument6 SeitenThesis Statement Vampireslaurasmithdesmoines100% (2)
- Contracts 2 Special ContractsDokument11 SeitenContracts 2 Special ContractsAbhikaamNoch keine Bewertungen
- The Handmaid's Tale - Chapter 2.2Dokument1 SeiteThe Handmaid's Tale - Chapter 2.2amber_straussNoch keine Bewertungen
- 2022 Drik Panchang Hindu FestivalsDokument11 Seiten2022 Drik Panchang Hindu FestivalsBikash KumarNoch keine Bewertungen
- WaiverDokument1 SeiteWaiverWilliam GrundyNoch keine Bewertungen
- Education Law OutlineDokument53 SeitenEducation Law Outlinemischa29100% (1)
- Los Documentos de La Dictadura Que Entregó Estados Unidos (Parte 2)Dokument375 SeitenLos Documentos de La Dictadura Que Entregó Estados Unidos (Parte 2)Todo NoticiasNoch keine Bewertungen
- D5 PROF. ED in Mastery Learning The DefinitionDokument12 SeitenD5 PROF. ED in Mastery Learning The DefinitionMarrah TenorioNoch keine Bewertungen
- Sysmex HemostasisDokument11 SeitenSysmex HemostasisElyza L. de GuzmanNoch keine Bewertungen