Das könnte Ihnen auch gefallen
- Asme Calculation As Per Sec 8 Div1Dokument11 SeitenAsme Calculation As Per Sec 8 Div1John AlexanderNoch keine Bewertungen
- Is 2062Dokument13 SeitenIs 2062Sourav Hait57% (7)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- Characteristic Strength (FCK)Dokument3 SeitenCharacteristic Strength (FCK)swaroop87Noch keine Bewertungen
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesVon EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNoch keine Bewertungen
- Question Bank Mass Transfer IDokument12 SeitenQuestion Bank Mass Transfer IpandianvijaybharathiNoch keine Bewertungen
- Copper-Alloy Plate and Sheet For Pressure Vessels, Condensers, and Heat ExchangersDokument7 SeitenCopper-Alloy Plate and Sheet For Pressure Vessels, Condensers, and Heat ExchangersGreg YeeNoch keine Bewertungen
- E3024e3024m 16Dokument19 SeitenE3024e3024m 16swaroop87100% (2)
- Is 2062 (2011) - Hot Rolled Medium and High Tensile Structural SteelDokument14 SeitenIs 2062 (2011) - Hot Rolled Medium and High Tensile Structural Steelsridar_2004Noch keine Bewertungen
- Is.1285.2002 Standard For Aluminium Extruded Tubes PDFDokument14 SeitenIs.1285.2002 Standard For Aluminium Extruded Tubes PDFAditya VuthaNoch keine Bewertungen
- How-To - Build Your Own CNC Machine (Part 2) PDFDokument9 SeitenHow-To - Build Your Own CNC Machine (Part 2) PDFCicero Milan100% (1)
- Infineum M7125Dokument1 SeiteInfineum M7125Sarantos KapidakisNoch keine Bewertungen
- Pump Foundation PDFDokument1 SeitePump Foundation PDFswaroop87Noch keine Bewertungen
- Pump Foundation PDFDokument1 SeitePump Foundation PDFswaroop87Noch keine Bewertungen
- IS 2062 Hot Rolled Steel Specs.Dokument13 SeitenIS 2062 Hot Rolled Steel Specs.Yasir Abbas100% (1)
- Hand Book of Concrete Mixes SP23 PDFDokument160 SeitenHand Book of Concrete Mixes SP23 PDFSravan Kumar100% (1)
- IS:2002Dokument14 SeitenIS:2002Madhavi YerurNoch keine Bewertungen
- Retaining Wall DesignDokument55 SeitenRetaining Wall DesignMohit Kohli100% (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- Is 2062Dokument12 SeitenIs 2062ANTONYLEONoch keine Bewertungen
- Is 1285 2002 Round Tube Hallow SectionDokument14 SeitenIs 1285 2002 Round Tube Hallow SectionHerold Melwyn DcostaNoch keine Bewertungen
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Von EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Bewertung: 5 von 5 Sternen5/5 (1)
- Cosco Dealer Price ListDokument7 SeitenCosco Dealer Price ListMIS SS couriersNoch keine Bewertungen
- Is 1200 Earth WorkDokument7 SeitenIs 1200 Earth WorkAshish Sangal100% (3)
- ASTM B103/B103M 15: Standard Speci Cation For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarDokument7 SeitenASTM B103/B103M 15: Standard Speci Cation For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarElias Arenas PanccaNoch keine Bewertungen
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeVon EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNoch keine Bewertungen
- Effects of water and compaction factors on soil propertiesDokument5 SeitenEffects of water and compaction factors on soil propertiesRussel ErasmoNoch keine Bewertungen
- CPWD: Barrier Free Access PWD Urban Development Ministry India - 1998Dokument85 SeitenCPWD: Barrier Free Access PWD Urban Development Ministry India - 1998Vaishnavi Jayakumar100% (1)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Von EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Noch keine Bewertungen
- Delhi Schedule of Rates Civil - 2014Dokument452 SeitenDelhi Schedule of Rates Civil - 2014Jaisree Balu Pydi83% (12)
- B 171Dokument7 SeitenB 171manuel flores100% (1)
- 2062Dokument17 Seiten2062hswed91100% (1)
- Footwear IndustryDokument2 SeitenFootwear IndustryNemanja BrkićNoch keine Bewertungen
- Is 2062 - 1999Dokument10 SeitenIs 2062 - 1999itsdilip100% (3)
- Thermomechanical Processing of High-Strength Low-Alloy SteelsVon EverandThermomechanical Processing of High-Strength Low-Alloy SteelsNoch keine Bewertungen
- Is2062 E350Dokument12 SeitenIs2062 E350Sowmen ChakrobortyNoch keine Bewertungen
- FLSmidth Pfister For Slideshare PDFDokument29 SeitenFLSmidth Pfister For Slideshare PDFMalik Israr HussainNoch keine Bewertungen
- 1285Dokument11 Seiten1285Kaushik SenguptaNoch keine Bewertungen
- 5082r Aluminium TubesDokument9 Seiten5082r Aluminium Tubeskushal_lonareNoch keine Bewertungen
- Wrought Aluminium and Aluminium Alloy Bars, Rods, Tubes, Sections, Plates and Sheets For Electrical ApplicationsDokument7 SeitenWrought Aluminium and Aluminium Alloy Bars, Rods, Tubes, Sections, Plates and Sheets For Electrical ApplicationsRajesh Kumar PachigollaNoch keine Bewertungen
- Aluminium Conductors For Overhead Transmission Purposes - SpecificationDokument16 SeitenAluminium Conductors For Overhead Transmission Purposes - SpecificationUppala Krishna ChaitanyaNoch keine Bewertungen
- Tkfi'Tf&T-L-D: Hot Rolled Low, Medium and High Tensile Structural SteelDokument17 SeitenTkfi'Tf&T-L-D: Hot Rolled Low, Medium and High Tensile Structural SteelchepurthiNoch keine Bewertungen
- Is 2062 - 2006 - Hot Rolled Low, Medium and High Tensile Structural Steel PDFDokument13 SeitenIs 2062 - 2006 - Hot Rolled Low, Medium and High Tensile Structural Steel PDFThenna ArasuNoch keine Bewertungen
- Is 1079 - 2009Dokument10 SeitenIs 1079 - 2009Shradha SinghaniaNoch keine Bewertungen
- Is 1079 98Dokument12 SeitenIs 1079 98Rakesh SrivastavaNoch keine Bewertungen
- E+f?3el-A $@w?r?ki-Ew-Fi: Stainless Steel Bars and Flats - Specification (First Revision)Dokument17 SeitenE+f?3el-A $@w?r?ki-Ew-Fi: Stainless Steel Bars and Flats - Specification (First Revision)AbinashBeheraNoch keine Bewertungen
- Is 5082 1998 PDFDokument11 SeitenIs 5082 1998 PDFRa Hul0% (1)
- Is 1865Dokument13 SeitenIs 1865RAKESH SRIVASTAVANoch keine Bewertungen
- WWFMM-M: @imfrhDokument9 SeitenWWFMM-M: @imfrhShreenivas ThakurNoch keine Bewertungen
- VF+ST - M: Acaimmm MigqDokument12 SeitenVF+ST - M: Acaimmm MigqJainco Transmission LimitedNoch keine Bewertungen
- Use of Welding in Bridges and Structures Subject To Dynamic Loading - Code of Practice (Dokument18 SeitenUse of Welding in Bridges and Structures Subject To Dynamic Loading - Code of Practice (KrunalNoch keine Bewertungen
- IS:2062Dokument13 SeitenIS:2062Rv VaghasiaNoch keine Bewertungen
- A 571Dokument5 SeitenA 571aniketNoch keine Bewertungen
- Is 2986Dokument9 SeitenIs 2986sreenathaNoch keine Bewertungen
- 7Ltwmkm - M: !V7T&TmDokument13 Seiten7Ltwmkm - M: !V7T&TmAshutosh RawatNoch keine Bewertungen
- IS3038 TitleDokument9 SeitenIS3038 TitleAbinashBeheraNoch keine Bewertungen
- A571 PDFDokument6 SeitenA571 PDFMahendra PatilNoch keine Bewertungen
- B103B103M-15 Standard Specification For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarDokument7 SeitenB103B103M-15 Standard Specification For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarislamakthamNoch keine Bewertungen
- Aluminum Tube SpecificationDokument12 SeitenAluminum Tube SpecificationShradha SinghaniaNoch keine Bewertungen
- (Reaffirmed 2018) : QPR 9u TFK#JT Stainless Steel Wire - Specification (First Revision)Dokument9 Seiten(Reaffirmed 2018) : QPR 9u TFK#JT Stainless Steel Wire - Specification (First Revision)shamrajjNoch keine Bewertungen
- Is 1977Dokument11 SeitenIs 1977rahulmechdceNoch keine Bewertungen
- Part A: Basic Information: Ref: Current Spec. NoDokument17 SeitenPart A: Basic Information: Ref: Current Spec. NoAbhey DograNoch keine Bewertungen
- PDFsam_B 404 - B 404M - 02Dokument7 SeitenPDFsam_B 404 - B 404M - 02mike.jensen0581Noch keine Bewertungen
- Is - 002041 - 2009Dokument9 SeitenIs - 002041 - 2009sangita ghaisasNoch keine Bewertungen
- 2831 PDFDokument9 Seiten2831 PDFAlpha Test HouseNoch keine Bewertungen
- Hot Rolled Structural Steel Standard RevisionDokument11 SeitenHot Rolled Structural Steel Standard RevisionjbharghavNoch keine Bewertungen
- Is1079 2017Dokument10 SeitenIs1079 2017qualityNoch keine Bewertungen
- Aluminium Conductors For Overhead Transmission Purposes: Indiizn StandardDokument10 SeitenAluminium Conductors For Overhead Transmission Purposes: Indiizn Standardnitin369Noch keine Bewertungen
- Low Tensile Structural Steels - Specification (Third Revision)Dokument11 SeitenLow Tensile Structural Steels - Specification (Third Revision)AbinashBeheraNoch keine Bewertungen
- Astm A0194 A0194mDokument12 SeitenAstm A0194 A0194mndt_inspectorNoch keine Bewertungen
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationVon EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNoch keine Bewertungen
- Api Codes LinkDokument1 SeiteApi Codes Linkswaroop87Noch keine Bewertungen
- KERC (Implementation of Solar Rooftop Photovoltaic Power Plants) Regulations, 2016Dokument9 SeitenKERC (Implementation of Solar Rooftop Photovoltaic Power Plants) Regulations, 2016swaroop87Noch keine Bewertungen
- Working at Height Scaffold System and LadderDokument59 SeitenWorking at Height Scaffold System and Ladderswaroop87Noch keine Bewertungen
- (TM F QQT) : Indian StandardDokument14 Seiten(TM F QQT) : Indian StandardSubodh SontakkeNoch keine Bewertungen
- Circular ENG-20-272 Guidelines On Approval of LayoutsDokument4 SeitenCircular ENG-20-272 Guidelines On Approval of Layoutsswaroop87Noch keine Bewertungen
- Tech Spec 2-PaversDokument6 SeitenTech Spec 2-Paversswaroop87Noch keine Bewertungen
- Oisd STD 244Dokument125 SeitenOisd STD 244swaroop87100% (1)
- Pavingexpert - AJ McCormack and Son - Setting Out Herringbone PavingDokument6 SeitenPavingexpert - AJ McCormack and Son - Setting Out Herringbone Pavingswaroop87Noch keine Bewertungen
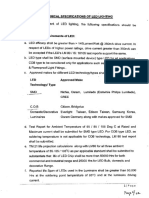
- LED Luminaries-Technical SpecificationsDokument5 SeitenLED Luminaries-Technical Specificationsswaroop87Noch keine Bewertungen
- FORM V LabourDokument1 SeiteFORM V Labourswaroop87Noch keine Bewertungen
- Mass MovementsDokument11 SeitenMass Movementsswaroop87Noch keine Bewertungen
- Tech Spec 2-PaversDokument6 SeitenTech Spec 2-Paversswaroop87Noch keine Bewertungen
- Manufactured Sand - A Sustainable AlternativeDokument5 SeitenManufactured Sand - A Sustainable Alternativeswaroop87Noch keine Bewertungen
- Cma Book 3zDokument32 SeitenCma Book 3zGerman Cruz RNoch keine Bewertungen
- Ideal Paver Guide PDFDokument24 SeitenIdeal Paver Guide PDFswaroop87100% (1)
- Manufactured Sand - A Sustainable AlternativeDokument5 SeitenManufactured Sand - A Sustainable Alternativeswaroop87Noch keine Bewertungen
- SupplementPAR14 SplEnMDokument16 SeitenSupplementPAR14 SplEnMAjay SinghNoch keine Bewertungen
- Gas Based Fire 2013Dokument29 SeitenGas Based Fire 2013arunprasad87Noch keine Bewertungen
- Manufactured Sand - A Sustainable AlternativeDokument5 SeitenManufactured Sand - A Sustainable Alternativeswaroop87Noch keine Bewertungen
- Lift Truck Gear From DTAUTO - CADokument32 SeitenLift Truck Gear From DTAUTO - CAGregGGHNoch keine Bewertungen
- Annexure IIIDokument674 SeitenAnnexure IIItakari divisionNoch keine Bewertungen
- Sunpower Panel SpecDokument2 SeitenSunpower Panel SpecRishi JainNoch keine Bewertungen
- 0901 B 803802367 FDDokument6 Seiten0901 B 803802367 FDEason HuangNoch keine Bewertungen
- Manual SaniviteDokument26 SeitenManual Sanivitejottings100% (1)
- TCDokument2 SeitenTCAsad KhanNoch keine Bewertungen
- 4 Metal Star: Forged Steel Ball ValvesDokument4 Seiten4 Metal Star: Forged Steel Ball ValvesRameez IrfanNoch keine Bewertungen
- Indonesian Coal Price Analysis February 2013Dokument4 SeitenIndonesian Coal Price Analysis February 2013Thaigroup Cement0% (1)
- Honey Well Thermostat ManualDokument12 SeitenHoney Well Thermostat ManualGARTH64100% (1)
- Ceres GAHT System BrochureDokument4 SeitenCeres GAHT System BrochureeioNoch keine Bewertungen
- Rodamientos Bosh-Rexroth Buscando Parte 1621-714-10 Aad7n Original de WeekeDokument264 SeitenRodamientos Bosh-Rexroth Buscando Parte 1621-714-10 Aad7n Original de Weekeelectron1999Noch keine Bewertungen
- Fluid Power Symbols PDFDokument4 SeitenFluid Power Symbols PDFsanisah1245100% (1)
- Petrolchimico Eng Ita PDFDokument28 SeitenPetrolchimico Eng Ita PDFJavier TrujillanoNoch keine Bewertungen
- FM 306: Size Reduction and Sieving: ObjectiveDokument6 SeitenFM 306: Size Reduction and Sieving: ObjectiveErcille Mae Oraiz PacamoNoch keine Bewertungen
- Bresco CatalogueDokument60 SeitenBresco Cataloguetr_freundeNoch keine Bewertungen
- Ductility of The Tar and Bituminous Materials (IS:1208 - 1978)Dokument2 SeitenDuctility of The Tar and Bituminous Materials (IS:1208 - 1978)Biplab dattaNoch keine Bewertungen
- Importing Mining Chemicals From ChinaDokument6 SeitenImporting Mining Chemicals From Chinacalisto_rNoch keine Bewertungen
- RFID TagsDokument255 SeitenRFID Tagsdiego83777Noch keine Bewertungen
- Asme Section II A Sa-29 Sa-29mDokument26 SeitenAsme Section II A Sa-29 Sa-29mAnonymous GhPzn1xNoch keine Bewertungen
- Midea Klima Katalogus Midea Main 2008 EngDokument43 SeitenMidea Klima Katalogus Midea Main 2008 EngJoao NogueiraNoch keine Bewertungen
- Electronic Thermostat Circuit Using TransistorsDokument2 SeitenElectronic Thermostat Circuit Using Transistorstim schroderNoch keine Bewertungen
- Degradation of MaterialsDokument29 SeitenDegradation of Materialstanzil10100% (1)