Das könnte Ihnen auch gefallen
- MEAS D 17 02252R1 4 Split MergeDokument27 SeitenMEAS D 17 02252R1 4 Split MergeAditya DoyaleNoch keine Bewertungen
- QE White Paper - How To Improve Asset LifespanDokument16 SeitenQE White Paper - How To Improve Asset LifespanArturo PintoNoch keine Bewertungen
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsVon EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNoch keine Bewertungen
- Control & Instrumentation Volume 2Dokument119 SeitenControl & Instrumentation Volume 2Ramachandran Marappan100% (1)
- Turbo GeneratorsDokument11 SeitenTurbo Generatorscrazy doNoch keine Bewertungen
- Blade Inspection MethodsDokument8 SeitenBlade Inspection MethodsSivaNoch keine Bewertungen
- A New Conception On On-Line Monitoring and Diagnose of TurbogeneratorsDokument11 SeitenA New Conception On On-Line Monitoring and Diagnose of Turbogeneratorssanjayguha_inNoch keine Bewertungen
- Unbalanced Magnetic Pull and Air-Gap Monitoring For Large HydrogeneratorsDokument2 SeitenUnbalanced Magnetic Pull and Air-Gap Monitoring For Large HydrogeneratorsbasilecoqNoch keine Bewertungen
- Design Objectives For Spring Mechanism Generator Circuit Breaker With High ReliabilityDokument6 SeitenDesign Objectives For Spring Mechanism Generator Circuit Breaker With High ReliabilitysunitharajababuNoch keine Bewertungen
- Session 2004: 21, Rue D'artois, F-75008 Paris © CigréDokument8 SeitenSession 2004: 21, Rue D'artois, F-75008 Paris © CigréOscar GarciaNoch keine Bewertungen
- Generator TestingDokument11 SeitenGenerator TestingYugandhara Chakravarthy Kancherla100% (1)
- Radiation Heat Transfer Code Development in Nuclear Power PlantDokument5 SeitenRadiation Heat Transfer Code Development in Nuclear Power PlantGJESRNoch keine Bewertungen
- Advances in Motor and Generator Rotor HealthDokument4 SeitenAdvances in Motor and Generator Rotor HealthJessica SandersNoch keine Bewertungen
- Electrical ActuatorDokument7 SeitenElectrical Actuatorمحمد علي كريم شكرNoch keine Bewertungen
- Ret Unit 2Dokument9 SeitenRet Unit 2homebimg17Noch keine Bewertungen
- CryocoolerDokument22 SeitenCryocooleralexNoch keine Bewertungen
- Damper Winding Fault Analysis in Synchronous Machines: September 2018Dokument8 SeitenDamper Winding Fault Analysis in Synchronous Machines: September 2018enmelmartNoch keine Bewertungen
- Hydrogenerator Loose Rim Detection: Presented at Hydrovision July 28, 2016, Minneapolis, MNDokument17 SeitenHydrogenerator Loose Rim Detection: Presented at Hydrovision July 28, 2016, Minneapolis, MNKAVITANoch keine Bewertungen
- Condition Monitoring of Steam Turbines by Performance AnalysisDokument11 SeitenCondition Monitoring of Steam Turbines by Performance AnalysisSikander Girgoukar100% (1)
- Operating Experience With A Generator End WindingDokument14 SeitenOperating Experience With A Generator End WindingutherunixNoch keine Bewertungen
- The Renewable Energy in A Led Standalone StreetlightDokument12 SeitenThe Renewable Energy in A Led Standalone StreetlightMarianoLuisPérezPortocarreroNoch keine Bewertungen
- Artigo EWEC VfinalDokument10 SeitenArtigo EWEC VfinalahmedNoch keine Bewertungen
- TR - 101950 - V2 - Fiber Optic Sensors For Temperature and Strain Monitoring in Motors and GeneratorsDokument106 SeitenTR - 101950 - V2 - Fiber Optic Sensors For Temperature and Strain Monitoring in Motors and Generatorsingdimitriospino_110Noch keine Bewertungen
- 09 Oct 17 3317 16 Generator Field Windings Moisture EffectsDokument9 Seiten09 Oct 17 3317 16 Generator Field Windings Moisture EffectsAhemadNoch keine Bewertungen
- FP - A.1 - EGAT - EGAT Fleet Capability On Generator Rotor RepairDokument7 SeitenFP - A.1 - EGAT - EGAT Fleet Capability On Generator Rotor RepairmhdsolehNoch keine Bewertungen
- Wind Turbine Design and FabricationDokument14 SeitenWind Turbine Design and FabricationataghassemiNoch keine Bewertungen
- Detection of Rotor Winding Shorted TurnsDokument12 SeitenDetection of Rotor Winding Shorted TurnsGheorghe BogdanNoch keine Bewertungen
- Hydro Media Media Center Iron Gates eDokument16 SeitenHydro Media Media Center Iron Gates eShweta SankhlaNoch keine Bewertungen
- Campagnolo 2016 J. Phys. Conf. Ser. 753 032006Dokument8 SeitenCampagnolo 2016 J. Phys. Conf. Ser. 753 032006Flávio Alves da SilvaNoch keine Bewertungen
- Fault Ride Through Study of Wind TurbineDokument5 SeitenFault Ride Through Study of Wind TurbineĐỉnh Nguyễn ChíNoch keine Bewertungen
- New 20 MM Air Gap Sensor: Extends Air Gap Measurement To Small-And Medium-Sized Hydro GeneratorsDokument1 SeiteNew 20 MM Air Gap Sensor: Extends Air Gap Measurement To Small-And Medium-Sized Hydro GeneratorsMostafa Harby MohamedNoch keine Bewertungen
- Whitepaper Laser-Tracker Hydro Jan09Dokument7 SeitenWhitepaper Laser-Tracker Hydro Jan09Sagar PatkiNoch keine Bewertungen
- Steam Turbine Performance Case Beebe - Turbs-018Dokument7 SeitenSteam Turbine Performance Case Beebe - Turbs-018Mas Zuhad100% (1)
- Rotor Voltage Dynamics in The Doubly Fed Induction Generator During Grid FaultsDokument13 SeitenRotor Voltage Dynamics in The Doubly Fed Induction Generator During Grid FaultsMaroju Santosh KiranNoch keine Bewertungen
- Articulo InvesDokument25 SeitenArticulo InvesYeferson TrujilloNoch keine Bewertungen
- Rotor Dynamic Modelling As A Powerfull Tool For Vibrartion Analysis of Large TurbomachineryIFTOMM 2010Dokument7 SeitenRotor Dynamic Modelling As A Powerfull Tool For Vibrartion Analysis of Large TurbomachineryIFTOMM 2010sainath_84Noch keine Bewertungen
- Design, Installation and Testing of The No 250 Wemco Smartcell™ Flotation Machine at Minera Los Pelambres A Weber, L Macnamara, H SchreiberDokument17 SeitenDesign, Installation and Testing of The No 250 Wemco Smartcell™ Flotation Machine at Minera Los Pelambres A Weber, L Macnamara, H SchreiberOvidio Jaime CruzNoch keine Bewertungen
- Design and Implementation of A Controllable ModelDokument11 SeitenDesign and Implementation of A Controllable ModelNour3' 'Noch keine Bewertungen
- Issues For Nuclear Power Plants Steam Generators: Lucia Bonavigo and Mario de SalveDokument23 SeitenIssues For Nuclear Power Plants Steam Generators: Lucia Bonavigo and Mario de SalveumeshckNoch keine Bewertungen
- 1-S1548 FinalDokument13 Seiten1-S1548 Finalpandavision76Noch keine Bewertungen
- Design and Development of Hydraulic Control Valve Testing MachineDokument11 SeitenDesign and Development of Hydraulic Control Valve Testing MachineIJRASETPublications100% (1)
- Artificial Neural Networks Used For Zno Arresters Diagnosis: E. T. Wanderley Neto, E. G. Da Costa, and M. J. A. MaiaDokument6 SeitenArtificial Neural Networks Used For Zno Arresters Diagnosis: E. T. Wanderley Neto, E. G. Da Costa, and M. J. A. MaiaSanjay KrNoch keine Bewertungen
- Fig. 10.2 Types of ControllersDokument30 SeitenFig. 10.2 Types of Controllerssum8c88Noch keine Bewertungen
- Online Monitoring DevicesDokument17 SeitenOnline Monitoring Devicesyogi_swarnNoch keine Bewertungen
- Turbines Paper Ray BeebeDokument9 SeitenTurbines Paper Ray Beebealiscribd46Noch keine Bewertungen
- Major Enam - AssignmentDokument6 SeitenMajor Enam - AssignmentSajjad HossainNoch keine Bewertungen
- Periodic On-Line: Partial Discharge Monitoring of Large Turbine GeneratorsDokument2 SeitenPeriodic On-Line: Partial Discharge Monitoring of Large Turbine Generatorsreza515heiNoch keine Bewertungen
- Mits GCBDokument11 SeitenMits GCBMary HarrisonNoch keine Bewertungen
- Del Core My ElectricalDokument56 SeitenDel Core My Electricaljohanbl88Noch keine Bewertungen
- Application Note - Shinkawa - VIbration Monitoring System in Thermal Power PlantsDokument16 SeitenApplication Note - Shinkawa - VIbration Monitoring System in Thermal Power PlantsbabuaravindNoch keine Bewertungen
- Results Interpretation Service: Zoom Monitoring System Windows Version 7.XDokument120 SeitenResults Interpretation Service: Zoom Monitoring System Windows Version 7.XdothanhduyNoch keine Bewertungen
- Powergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsDokument13 SeitenPowergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsKR PANoch keine Bewertungen
- Partial Discharge Measurements, An Important Tool To Detect Damaged High Voltage GeneratorsDokument6 SeitenPartial Discharge Measurements, An Important Tool To Detect Damaged High Voltage GeneratorsWalter JosephNoch keine Bewertungen
- Pages From Habilitationsschrift - Prenner-2Dokument12 SeitenPages From Habilitationsschrift - Prenner-2DimitarNoch keine Bewertungen
- Analysis of Leak and Water Absorption Test Results For Water-Cooled Generator Stator WindingsDokument6 SeitenAnalysis of Leak and Water Absorption Test Results For Water-Cooled Generator Stator WindingsHeryanto SyamNoch keine Bewertungen
- Rotordynamic Design Considerations For A 23 MW Compressor With Magnetic BearingsDokument15 SeitenRotordynamic Design Considerations For A 23 MW Compressor With Magnetic Bearingsmghgol100% (1)
- Cigre, 13 Years Test Experience With Short Circuit Withstand Capability of Large Power TransformersDokument7 SeitenCigre, 13 Years Test Experience With Short Circuit Withstand Capability of Large Power TransformersAnonymous YBOliZYNoch keine Bewertungen
- Infra Red Camera LectureDokument9 SeitenInfra Red Camera LectureNuru TwahaNoch keine Bewertungen
- ML 042960393Dokument10 SeitenML 042960393TXEMANoch keine Bewertungen
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideVon EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideBewertung: 4 von 5 Sternen4/5 (8)
- 1200 403 R7 New Al QumriyahDokument187 Seiten1200 403 R7 New Al QumriyahNadeem Qureshi100% (1)
- Motor Operating Device UEMC 40 A - , B - , D - : Installation and Operating GuideDokument33 SeitenMotor Operating Device UEMC 40 A - , B - , D - : Installation and Operating Guideculjak_iNoch keine Bewertungen
- 7SJ61 Manual A7 V044200 Us PDFDokument456 Seiten7SJ61 Manual A7 V044200 Us PDFDhiren PrajapatiNoch keine Bewertungen
- PLC Bus Data Exchange With Step 7 PDFDokument64 SeitenPLC Bus Data Exchange With Step 7 PDFTalicni TomNoch keine Bewertungen
- 01 - S7-1200 Training With TIA Portal V15 PDFDokument308 Seiten01 - S7-1200 Training With TIA Portal V15 PDFnitishtaleja89% (9)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Alarms TiaDokument186 SeitenAlarms TiaMarlon CalixNoch keine Bewertungen
- Specific Gravity Versus Battery Charging CurrentDokument10 SeitenSpecific Gravity Versus Battery Charging Currentculjak_iNoch keine Bewertungen
- IEC 896-2 Standard (GiessPaper2006)Dokument12 SeitenIEC 896-2 Standard (GiessPaper2006)giangnam45100% (1)
- TIA Service Training 1 S PDFDokument384 SeitenTIA Service Training 1 S PDFculjak_iNoch keine Bewertungen
- RuggedSwitch RSG2100 ManualDokument35 SeitenRuggedSwitch RSG2100 ManualSamuel Freire CorrêaNoch keine Bewertungen
- m300 WWVB PDFDokument91 Seitenm300 WWVB PDFculjak_iNoch keine Bewertungen
- rsg2100 Datasheet PDFDokument11 Seitenrsg2100 Datasheet PDFEnzo Quintanilla YatacoNoch keine Bewertungen
- Ros User Guide rsg2100 PDFDokument250 SeitenRos User Guide rsg2100 PDFculjak_iNoch keine Bewertungen
- Catalogo - CATUDokument132 SeitenCatalogo - CATUxis-zeroNoch keine Bewertungen
- Arduino - LearningDokument711 SeitenArduino - LearningAwais TunioNoch keine Bewertungen
- Arduino TutorialDokument229 SeitenArduino TutorialRajendra Verma96% (27)
- PumpsDokument62 SeitenPumpsvenkateshNoch keine Bewertungen
- Float Current MonitorDokument36 SeitenFloat Current Monitorculjak_iNoch keine Bewertungen
- Arrester Book Ed 3 enDokument128 SeitenArrester Book Ed 3 enNilan Suranga Karavita VidanelageNoch keine Bewertungen
- IRDH275 Datasheet NAE1012021Dokument7 SeitenIRDH275 Datasheet NAE1012021culjak_iNoch keine Bewertungen
- Thule WingBar v04 PDFDokument8 SeitenThule WingBar v04 PDFculjak_iNoch keine Bewertungen
- Float Current MonitorDokument36 SeitenFloat Current Monitorculjak_iNoch keine Bewertungen
- Installation & Maintenance Instruction (Old)Dokument15 SeitenInstallation & Maintenance Instruction (Old)culjak_iNoch keine Bewertungen
- AC Motor Selection and Application Guide: GE Industrial SystemsDokument34 SeitenAC Motor Selection and Application Guide: GE Industrial Systemsmessallam100% (2)
- RUGGEDCOM Industrijski Mrežni PreklopnikDokument10 SeitenRUGGEDCOM Industrijski Mrežni Preklopnikculjak_iNoch keine Bewertungen
- RSG2100 Hardware Installation Guide enDokument46 SeitenRSG2100 Hardware Installation Guide enpaskeosNoch keine Bewertungen
- 04Dokument48 Seiten04Hai HaiNoch keine Bewertungen
- 2001 TB 194 Construction, Laying and Installation TDokument145 Seiten2001 TB 194 Construction, Laying and Installation Tculjak_i0% (1)
- CH 4 HydrologyDokument13 SeitenCH 4 Hydrology2003_335Noch keine Bewertungen
- Draft National Electricity Policy 2021Dokument23 SeitenDraft National Electricity Policy 2021Pratik JoshiNoch keine Bewertungen
- Green Energy PDFDokument20 SeitenGreen Energy PDF3319826Noch keine Bewertungen
- Biorefinery or Concept of Biorefinery: Dr. Sunil Kumar MaityDokument17 SeitenBiorefinery or Concept of Biorefinery: Dr. Sunil Kumar MaityPrateek ChandraNoch keine Bewertungen
- Irrigation & Hydraulic Structures,: Page 3Dokument2 SeitenIrrigation & Hydraulic Structures,: Page 3ch_nadeemhussainNoch keine Bewertungen
- A Proposed Power Plant Design For Barangay Lalakay, Los Baños, LagunaDokument21 SeitenA Proposed Power Plant Design For Barangay Lalakay, Los Baños, Lagunajonas pauloNoch keine Bewertungen
- Nerc Sra 2022Dokument46 SeitenNerc Sra 2022The Western Journal100% (1)
- Shahverdi 2020Dokument14 SeitenShahverdi 2020Josue Caracara FloresNoch keine Bewertungen
- World Bank Group Archives Folder 1368508Dokument244 SeitenWorld Bank Group Archives Folder 1368508Sipho NcubeNoch keine Bewertungen
- Wind Energy in MoroccoDokument23 SeitenWind Energy in MoroccokesraouihichemNoch keine Bewertungen
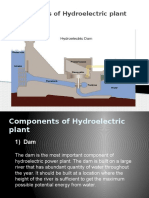
- Components of Hydroelectric PlantDokument13 SeitenComponents of Hydroelectric PlantHarun Rasul100% (1)
- Annual Report-2009Dokument92 SeitenAnnual Report-2009abcdefgNoch keine Bewertungen
- An Introduction To WaterpowerDokument211 SeitenAn Introduction To WaterpowerGeorge LucianNoch keine Bewertungen
- Design of Tunnel Plugs For Hydropower Projects - Hydro ReviewDokument11 SeitenDesign of Tunnel Plugs For Hydropower Projects - Hydro Reviewblisscutest beagleNoch keine Bewertungen
- STATE OF THE NATION ADDRESS BY PETER MUTHARIKA, PRESIDENT OF THE REPUBLIC OF MALAWI ON THE OCCASION OF THE STATE OPENING OF THE 3RD MEETING IN THE 47TH SESSION OF PARLIAMENT AND 2018/2019 BUDGET MEETING LILONGWEDokument32 SeitenSTATE OF THE NATION ADDRESS BY PETER MUTHARIKA, PRESIDENT OF THE REPUBLIC OF MALAWI ON THE OCCASION OF THE STATE OPENING OF THE 3RD MEETING IN THE 47TH SESSION OF PARLIAMENT AND 2018/2019 BUDGET MEETING LILONGWEJohn Richard KasalikaNoch keine Bewertungen
- Aiddata - Id Year Donor Recipient Aid Data Taken From HereDokument52 SeitenAiddata - Id Year Donor Recipient Aid Data Taken From HereMartin HalomoanNoch keine Bewertungen
- PCIEERD Renewable Energy R&D Thrusts and Research Proposal Evaluation ProcessDokument23 SeitenPCIEERD Renewable Energy R&D Thrusts and Research Proposal Evaluation ProcessSun TzuNoch keine Bewertungen
- Hydropower Engineering: (BEG453CI) Year: IV Semester: IDokument3 SeitenHydropower Engineering: (BEG453CI) Year: IV Semester: IAnil MarsaniNoch keine Bewertungen
- Current Affairs For CSS 2023Dokument152 SeitenCurrent Affairs For CSS 2023Shah Fahad SepahNoch keine Bewertungen
- Appropiate Technology Library, Index of ChaptersDokument35 SeitenAppropiate Technology Library, Index of Chapterstuchomator1954100% (5)
- Introduction To Hydro EnergyDokument2 SeitenIntroduction To Hydro EnergyShubham SarafNoch keine Bewertungen
- UNIT-I Hydro and Thermal Power PlantsDokument114 SeitenUNIT-I Hydro and Thermal Power PlantsManish MadhuNoch keine Bewertungen
- Chapter 9 Construction MethodologyDokument16 SeitenChapter 9 Construction MethodologyAishwarya NachankarNoch keine Bewertungen
- Renewable Energy Market in ItalyDokument48 SeitenRenewable Energy Market in Italyapi-19588011Noch keine Bewertungen
- The Feasibility Study Report On Lagos Thermal Power Plant Expansion Project in Federal Republic of NigeriaDokument21 SeitenThe Feasibility Study Report On Lagos Thermal Power Plant Expansion Project in Federal Republic of NigeriaasdasdNoch keine Bewertungen
- Hydrology NotesDokument2 SeitenHydrology NotesYna MaravillaNoch keine Bewertungen
- Hydroworld20151112 DLDokument40 SeitenHydroworld20151112 DLjosetxox100% (1)
- Tamar Hydro Turbines Product ProfileDokument12 SeitenTamar Hydro Turbines Product ProfileДимитър ДимановNoch keine Bewertungen
- ACM 0002 Version 19Dokument33 SeitenACM 0002 Version 19Skywalker amt100% (1)
- Ahotu JDokument82 SeitenAhotu JyemiNoch keine Bewertungen