Das könnte Ihnen auch gefallen
- Projeto Loteamento MARINASDokument8 SeitenProjeto Loteamento MARINASwagnermeneNoch keine Bewertungen
- Motor de Passo Nema 23 Torque 15 00 KGFCM Corrente 3 00 A Dat I000389 2Dokument4 SeitenMotor de Passo Nema 23 Torque 15 00 KGFCM Corrente 3 00 A Dat I000389 2wagnermeneNoch keine Bewertungen
- Memorial ProjetistaDokument6 SeitenMemorial ProjetistawagnermeneNoch keine Bewertungen
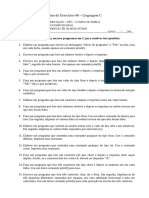
- Lista de Exercícios06 - Linguagem C (Intro)Dokument1 SeiteLista de Exercícios06 - Linguagem C (Intro)wagnermeneNoch keine Bewertungen
- Alfacon Francelmo Tecnico Do Inss Raciocinio Logico Matematico Daniel Lustosa 1o Enc 20141031182112Dokument10 SeitenAlfacon Francelmo Tecnico Do Inss Raciocinio Logico Matematico Daniel Lustosa 1o Enc 20141031182112wagnermeneNoch keine Bewertungen
- FlashDokument1 SeiteFlashwagnermeneNoch keine Bewertungen
- Livro-Texto Semantica UFSC PDFDokument182 SeitenLivro-Texto Semantica UFSC PDFTayse MarquesNoch keine Bewertungen
- Relatório Soldagem em Eletrodo RevestidoDokument14 SeitenRelatório Soldagem em Eletrodo RevestidoMaria Júlia XavierNoch keine Bewertungen
- Resolucao de Exercicios de Calculo DiferencialDokument3 SeitenResolucao de Exercicios de Calculo DiferencialFrancelino Artur MaziveNoch keine Bewertungen
- Fisica Eletro Completo P2Dokument107 SeitenFisica Eletro Completo P2herique matiasNoch keine Bewertungen
- Resposta Exercicios de Ensaios de MateriaisDokument5 SeitenResposta Exercicios de Ensaios de MateriaisWillian FernandesNoch keine Bewertungen
- Revista Magnum Ed. 112Dokument6 SeitenRevista Magnum Ed. 112Marcio FloresNoch keine Bewertungen
- 05 - 01 - Flexão - Cisalhamento em Vigas PDFDokument63 Seiten05 - 01 - Flexão - Cisalhamento em Vigas PDFJacsonMilerNoch keine Bewertungen
- ApostilatcdanielDokument37 SeitenApostilatcdanielpsfire85100% (1)
- Efeito Renda e Substituição - 2014.2 (Respondido)Dokument8 SeitenEfeito Renda e Substituição - 2014.2 (Respondido)Diogo FidelesNoch keine Bewertungen
- Catalogo Tecnico Sel Contained CarrierDokument60 SeitenCatalogo Tecnico Sel Contained CarrierAlex HenriqueNoch keine Bewertungen
- Correção Prova de BiologiaDokument8 SeitenCorreção Prova de BiologiaJessica Cogo0% (1)
- Relatório Experimental - Bombas e Caracterização de CurvasDokument21 SeitenRelatório Experimental - Bombas e Caracterização de CurvasAmanda TeixeiraNoch keine Bewertungen
- Catalogo TecnicoDokument22 SeitenCatalogo TecnicoRenato NunesNoch keine Bewertungen
- NBR 9826 PDFDokument7 SeitenNBR 9826 PDFNorberto Neto0% (1)
- Respiração CelularDokument3 SeitenRespiração CelularSantos LaurisantosNoch keine Bewertungen
- Plataforma ElevatóriaDokument20 SeitenPlataforma ElevatóriaMarcelo Oliveira100% (1)
- Introduçao de Ponte e Grandes EstruturasDokument44 SeitenIntroduçao de Ponte e Grandes EstruturasleskamatsubaraNoch keine Bewertungen
- Como Ser Um Pegador em 12 LiçõesDokument22 SeitenComo Ser Um Pegador em 12 LiçõesJéssica BianaNoch keine Bewertungen
- DESENVELHECADokument17 SeitenDESENVELHECAHeloísa Santos100% (2)
- Apostila de Laboratório de Fenômenos de TransporteDokument29 SeitenApostila de Laboratório de Fenômenos de TransporteFelipe Vaz SampaioNoch keine Bewertungen
- 2 - VAZADOS - Ilustrações - Operação PratoDokument52 Seiten2 - VAZADOS - Ilustrações - Operação PratoMauricio CesarNoch keine Bewertungen
- Fispq Agua Sanitaria StartDokument5 SeitenFispq Agua Sanitaria StartPatriciaLimaNoch keine Bewertungen
- 18 - Fenomenos de Transporte Convecção TermicaDokument20 Seiten18 - Fenomenos de Transporte Convecção TermicaValter LázaroNoch keine Bewertungen
- LISTA 3 CalculosDokument3 SeitenLISTA 3 CalculosMax Nunes0% (1)
- Manual Pratico de Acustica PDFDokument12 SeitenManual Pratico de Acustica PDFJosé SilvaNoch keine Bewertungen
- Manual de Ar ComprimidoDokument60 SeitenManual de Ar Comprimido2bornetb100% (1)
- Plano de Ensino Torneiro Mecânico SENAIDokument2 SeitenPlano de Ensino Torneiro Mecânico SENAIAlonso Malher0% (1)
- Completo Uso de Garrafas Pet Na Construção CivilDokument54 SeitenCompleto Uso de Garrafas Pet Na Construção CivilAlex Oliveira100% (1)
- DIMEP - Relógio de Ponto Biométrico PrintPoint IIDokument4 SeitenDIMEP - Relógio de Ponto Biométrico PrintPoint IISri ConcluseratNoch keine Bewertungen