Das könnte Ihnen auch gefallen
- ASTM D 430 - 95 - 00 STD TST Meth Rubber Deterior - Dynamic FatigueDokument10 SeitenASTM D 430 - 95 - 00 STD TST Meth Rubber Deterior - Dynamic FatigueQualité En ENTREPRISENoch keine Bewertungen
- Rubber-Deterioration in An Air Oven: Standard Test Method ForDokument6 SeitenRubber-Deterioration in An Air Oven: Standard Test Method ForROHITNoch keine Bewertungen
- D573-04 Standard Test Method For Rubber-Deterioration in An Air Oven PDFDokument6 SeitenD573-04 Standard Test Method For Rubber-Deterioration in An Air Oven PDFรอคนบนฟ้า ส่งใครมาให้ สักคน100% (1)
- D395.01 (Obsoleto)Dokument6 SeitenD395.01 (Obsoleto)Ecoway BrechóNoch keine Bewertungen
- Astm D395.16540Dokument8 SeitenAstm D395.16540sharma.sumeet2290Noch keine Bewertungen
- Wear Testing With A Pin-on-Disk Apparatus: Standard Test Method ForDokument6 SeitenWear Testing With A Pin-on-Disk Apparatus: Standard Test Method ForGobinath VMNoch keine Bewertungen
- Rubber Property-Adhesion To Flexible Substrate: Standard Test Methods ForDokument5 SeitenRubber Property-Adhesion To Flexible Substrate: Standard Test Methods ForPrajyot NairNoch keine Bewertungen
- D 395 - 02 - RDM5NS0WMG - PDFDokument6 SeitenD 395 - 02 - RDM5NS0WMG - PDFAndré BerninzonNoch keine Bewertungen
- Astmg99 12532Dokument6 SeitenAstmg99 12532Mário Calouro BuenoNoch keine Bewertungen
- Grab Breaking Load and Elongation of Geotextiles: Standard Test Method ForDokument5 SeitenGrab Breaking Load and Elongation of Geotextiles: Standard Test Method ForAntonio Anatoly Viamont PintoNoch keine Bewertungen
- Astm D 395pdfDokument6 SeitenAstm D 395pdfMonalisa RodriguesNoch keine Bewertungen
- D 395 - 01 - RDM5NS0WMQ - PDFDokument6 SeitenD 395 - 01 - RDM5NS0WMQ - PDFOh No PotatoNoch keine Bewertungen
- Astm D395 - 2003Dokument6 SeitenAstm D395 - 2003Cesar ParadaNoch keine Bewertungen
- ASTM D 4632 Geotextiles (Grab)Dokument5 SeitenASTM D 4632 Geotextiles (Grab)Alicia Fernanda Lizarazo PorrasNoch keine Bewertungen
- Pre ASTM D2137-11 (2018)Dokument3 SeitenPre ASTM D2137-11 (2018)RangaNoch keine Bewertungen
- ASTM D865 11 - Standard Test Method For Rubber-Deterioration by Heating in Air (Test Tube Enclosure)Dokument5 SeitenASTM D865 11 - Standard Test Method For Rubber-Deterioration by Heating in Air (Test Tube Enclosure)Andre Spirim100% (1)
- Bond Strength of Bonded, Fused, and Laminated Apparel FabricsDokument5 SeitenBond Strength of Bonded, Fused, and Laminated Apparel FabricsGil MujicaNoch keine Bewertungen
- Rubber Property-Compression Set1 PDFDokument8 SeitenRubber Property-Compression Set1 PDFQC RegianNoch keine Bewertungen
- Astm D412 - 06Dokument14 SeitenAstm D412 - 06Siu Hei LauNoch keine Bewertungen
- Astm D395 PDFDokument6 SeitenAstm D395 PDFümit özkan100% (1)
- Astm D6392 12 2018Dokument3 SeitenAstm D6392 12 2018ailennoraliNoch keine Bewertungen
- Rubber-Deterioration in An Air Oven: Standard Test Method ForDokument6 SeitenRubber-Deterioration in An Air Oven: Standard Test Method Forhamath saleemNoch keine Bewertungen
- D413-98 (Reapproved 2013)Dokument5 SeitenD413-98 (Reapproved 2013)Hamidreza AraghianNoch keine Bewertungen
- Astm D4632-08 PDFDokument4 SeitenAstm D4632-08 PDFDonyHerwandi100% (1)
- Grab Breaking Load and Elongation of Geotextiles: Standard Test Method ForDokument4 SeitenGrab Breaking Load and Elongation of Geotextiles: Standard Test Method Forعمر عمرNoch keine Bewertungen
- Pile Fabric Abrasion: Standard Test Method ForDokument6 SeitenPile Fabric Abrasion: Standard Test Method ForEugene GudimaNoch keine Bewertungen
- ASTM D6392-12 Det The Integrity of Nonreinforced Geomembrane Seams Using Thermo-Fusion MethodsDokument6 SeitenASTM D6392-12 Det The Integrity of Nonreinforced Geomembrane Seams Using Thermo-Fusion MethodsMoeketsi KhubeluNoch keine Bewertungen
- Astm D412 20061Dokument14 SeitenAstm D412 20061Sơn Nguyễn100% (4)
- Astm D1876 08 2023Dokument2 SeitenAstm D1876 08 2023Michelle LCNoch keine Bewertungen
- Static and Kinetic Coefficients of Friction of Plastic Film and SheetingDokument7 SeitenStatic and Kinetic Coefficients of Friction of Plastic Film and Sheetingvinit kumarNoch keine Bewertungen
- Grab Breaking Load and Elongation of Geotextiles: Standard Test Method ForDokument4 SeitenGrab Breaking Load and Elongation of Geotextiles: Standard Test Method ForLucas FernandezNoch keine Bewertungen
- E 1783 - E 1783M - 96 (2013) E1 PDFDokument5 SeitenE 1783 - E 1783M - 96 (2013) E1 PDFEric GozzerNoch keine Bewertungen
- Astm D3786-13Dokument4 SeitenAstm D3786-13Laukuervogiraldogmail.com CuervoNoch keine Bewertungen
- D865 - 05 Envejecimiento en AireDokument4 SeitenD865 - 05 Envejecimiento en AireCalidad VTHNoch keine Bewertungen
- Astm D 2632 PDFDokument5 SeitenAstm D 2632 PDFEder AlexonNoch keine Bewertungen
- ASTM D6392 2012 Rev 2018 PDFDokument6 SeitenASTM D6392 2012 Rev 2018 PDFWard BentNoch keine Bewertungen
- Flexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForDokument4 SeitenFlexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForPyone Ei ZinNoch keine Bewertungen
- ASTM D 4060 Yr 10Dokument5 SeitenASTM D 4060 Yr 10Romualdo CarlosNoch keine Bewertungen
- D 1414 - 94 R99 - Rde0mtqtotrsotk - PDFDokument11 SeitenD 1414 - 94 R99 - Rde0mtqtotrsotk - PDFsabaris ksNoch keine Bewertungen
- ASTM D4632D4632M-15aDokument5 SeitenASTM D4632D4632M-15aSandra LopesNoch keine Bewertungen
- Rubber Hose: Standard Test Methods ForDokument10 SeitenRubber Hose: Standard Test Methods ForSubhasis DeyNoch keine Bewertungen
- D 623 - 99 RdyymwDokument7 SeitenD 623 - 99 RdyymwKALIDASS DNoch keine Bewertungen
- Astm d412 Pdqv6897Dokument13 SeitenAstm d412 Pdqv6897Nayth Andres GalazNoch keine Bewertungen
- ASTM882-12 - Tensile Properties of Thin Plastic SheetingDokument11 SeitenASTM882-12 - Tensile Properties of Thin Plastic SheetinggabriwarNoch keine Bewertungen
- Astm D573 - 04Dokument5 SeitenAstm D573 - 04Daniel CadorchaNoch keine Bewertungen
- Astm D6392 23Dokument2 SeitenAstm D6392 23ailennoraliNoch keine Bewertungen
- Effects of Temperature On Stability of Geotextiles: Standard Test Method ForDokument3 SeitenEffects of Temperature On Stability of Geotextiles: Standard Test Method ForAlabbas FadhelNoch keine Bewertungen
- Astm D380-94R12Dokument10 SeitenAstm D380-94R12Igor BastosNoch keine Bewertungen
- Pre ASTM D573-04 (2019)Dokument3 SeitenPre ASTM D573-04 (2019)RangaNoch keine Bewertungen
- Rubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods ForDokument5 SeitenRubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods Forarifin rizalNoch keine Bewertungen
- Astm - D573.25993Dokument6 SeitenAstm - D573.25993Bryan de BarrosNoch keine Bewertungen
- Astm D1894-14Dokument7 SeitenAstm D1894-14Huỳnh Phúc NguyễnNoch keine Bewertungen
- D 6214 - 98 - RdyymtqtotgDokument4 SeitenD 6214 - 98 - RdyymtqtotgCasey RybackNoch keine Bewertungen
- Static and Kinetic Coefficients of Friction of Plastic Film and SheetingDokument6 SeitenStatic and Kinetic Coefficients of Friction of Plastic Film and SheetingMartin AndradeNoch keine Bewertungen
- Rubber Hose: Standard Test Methods ForDokument10 SeitenRubber Hose: Standard Test Methods ForAMUL VEKARIANoch keine Bewertungen
- ASTM D3167 Method-for-Floating-Roller-Peel-Resistance-of-Adhesives PDFDokument4 SeitenASTM D3167 Method-for-Floating-Roller-Peel-Resistance-of-Adhesives PDFJesse KrebsNoch keine Bewertungen
- Non-Destructive Testing (NDT) For Determining The Integrity of Seams Used in Joining Flexible Polymeric Sheet GeomembranesDokument2 SeitenNon-Destructive Testing (NDT) For Determining The Integrity of Seams Used in Joining Flexible Polymeric Sheet GeomembranesLeudy UtriaNoch keine Bewertungen
- Astm D790Dokument12 SeitenAstm D790roshni100% (2)
- Handbook of Adhesive Bonded Structural RepairVon EverandHandbook of Adhesive Bonded Structural RepairBewertung: 5 von 5 Sternen5/5 (1)
- RoHS Exemption Checklist - enDokument6 SeitenRoHS Exemption Checklist - enรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- 1 7 Supplier Rohs Audit Checklist Audit Report NoDokument6 Seiten1 7 Supplier Rohs Audit Checklist Audit Report Noรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- GC 850 A TDSDokument1 SeiteGC 850 A TDSรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Wyckoff ทฤษฎีและการนำไปใช้Dokument32 SeitenWyckoff ทฤษฎีและการนำไปใช้รอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- MedixDokument2 SeitenMedixรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- 02E Compliance RoHSDokument1 Seite02E Compliance RoHSรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Previews 2032021 PreDokument4 SeitenPreviews 2032021 Preรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Vasco Nitril Ocean BlueDokument5 SeitenVasco Nitril Ocean Blueรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Brown, Hannah-Research PaperDokument5 SeitenBrown, Hannah-Research Paperรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Medical Device Standards: Bandar F. Al-MifgaiDokument21 SeitenMedical Device Standards: Bandar F. Al-Mifgaiรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Seal Strength of Flexible Barrier Materials: Standard Test Method ForDokument11 SeitenSeal Strength of Flexible Barrier Materials: Standard Test Method Forรอคนบนฟ้า ส่งใครมาให้ สักคน100% (1)
- Design Controls For The MEDICAL DEVICE InDustryDokument196 SeitenDesign Controls For The MEDICAL DEVICE InDustryรอคนบนฟ้า ส่งใครมาให้ สักคน100% (7)
- Preparation and Characterizations of Latex/Filler NanocompositesDokument9 SeitenPreparation and Characterizations of Latex/Filler Nanocompositesรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Determining Integrity of Seals For Medical Packaging by Visual InspectionDokument4 SeitenDetermining Integrity of Seals For Medical Packaging by Visual Inspectionรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- F1140 PDFDokument5 SeitenF1140 PDFรอคนบนฟ้า ส่งใครมาให้ สักคน100% (1)
- Room Temperature Prevulcanized NR Latex Compounds FOR BETTER LATEX-Based ProductsDokument8 SeitenRoom Temperature Prevulcanized NR Latex Compounds FOR BETTER LATEX-Based Productsรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- ODM012 - 25 - 5 Rev3 Translation Procedure PDFDokument2 SeitenODM012 - 25 - 5 Rev3 Translation Procedure PDFรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- United States Patent: (12) (10) Patent No.: US 7,041,746 B2Dokument4 SeitenUnited States Patent: (12) (10) Patent No.: US 7,041,746 B2รอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Guidance For CSDTDokument15 SeitenGuidance For CSDTรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- D575-91 (2001) Standard Test Methods For Rubber Properties in CompressionDokument4 SeitenD575-91 (2001) Standard Test Methods For Rubber Properties in Compressionรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- D531-00 (2005) Standard Test Method For Rubber Property-Pusey and Jones Indentation PDFDokument4 SeitenD531-00 (2005) Standard Test Method For Rubber Property-Pusey and Jones Indentation PDFรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- D518-99 Standard Test Method For Rubber Deterioration-Surface Cracking PDFDokument5 SeitenD518-99 Standard Test Method For Rubber Deterioration-Surface Cracking PDFรอคนบนฟ้า ส่งใครมาให้ สักคนNoch keine Bewertungen
- Gamak MotorDokument34 SeitenGamak MotorCengiz Sezer100% (1)
- AoS Soulbound - Pregens - Skyrigger Malgra DainssonDokument2 SeitenAoS Soulbound - Pregens - Skyrigger Malgra DainssonAdrien DeschampsNoch keine Bewertungen
- 4 Force & ExtensionDokument13 Seiten4 Force & ExtensionSelwah Hj AkipNoch keine Bewertungen
- EXP4 The Diels Alder ReactionsDokument3 SeitenEXP4 The Diels Alder ReactionsLaura GuidoNoch keine Bewertungen
- Assignment 1Dokument3 SeitenAssignment 1farhang_tNoch keine Bewertungen
- June 2021 QP - Paper 1 (H) Edexcel Chemistry GCSEDokument28 SeitenJune 2021 QP - Paper 1 (H) Edexcel Chemistry GCSEmiapoppycollinsNoch keine Bewertungen
- 18 Ray Optics Revision Notes QuizrrDokument108 Seiten18 Ray Optics Revision Notes Quizrraafaf.sdfddfaNoch keine Bewertungen
- Astm C892 - 00Dokument5 SeitenAstm C892 - 00reneeNoch keine Bewertungen
- ZF-FreedomLine TransmissionDokument21 SeitenZF-FreedomLine TransmissionHerbert M. Zayco100% (1)
- Biology Accel Syllabus 2011-2012Dokument3 SeitenBiology Accel Syllabus 2011-2012Mike DeleonNoch keine Bewertungen
- Purpose in LifeDokument1 SeitePurpose in Lifeaashish95100% (1)
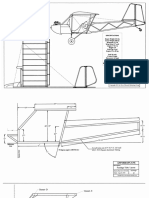
- Plans PDFDokument49 SeitenPlans PDFEstevam Gomes de Azevedo85% (34)
- Industrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsDokument5 SeitenIndustrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsMuhammad HaziqNoch keine Bewertungen
- Course Syllabus: Course Code Course Title ECTS CreditsDokument3 SeitenCourse Syllabus: Course Code Course Title ECTS CreditsHanaa HamadallahNoch keine Bewertungen
- Harmonics PatternsDokument4 SeitenHarmonics PatternsIzzadAfif1990Noch keine Bewertungen
- 41z S4hana2021 Set-Up en XXDokument46 Seiten41z S4hana2021 Set-Up en XXHussain MulthazimNoch keine Bewertungen
- The Light Fantastic by Sarah CombsDokument34 SeitenThe Light Fantastic by Sarah CombsCandlewick PressNoch keine Bewertungen
- Murata High Voltage CeramicDokument38 SeitenMurata High Voltage CeramictycristinaNoch keine Bewertungen
- Impact of Retrofitting Existing Combined Heat and Power Plant With Polygeneration of Biomethane PDFDokument16 SeitenImpact of Retrofitting Existing Combined Heat and Power Plant With Polygeneration of Biomethane PDFAwais Salman0% (1)
- Worlds Apart: A Story of Three Possible Warmer WorldsDokument1 SeiteWorlds Apart: A Story of Three Possible Warmer WorldsJuan Jose SossaNoch keine Bewertungen
- Goliath 90 v129 eDokument129 SeitenGoliath 90 v129 eerkanNoch keine Bewertungen
- Immigrant Italian Stone CarversDokument56 SeitenImmigrant Italian Stone Carversglis7100% (2)
- JRC JFE-680 Instruct ManualDokument86 SeitenJRC JFE-680 Instruct ManualMark Dominic FedericoNoch keine Bewertungen
- Gypsum Plasterboard: National Standard of The People'S Republic of ChinaDokument15 SeitenGypsum Plasterboard: National Standard of The People'S Republic of ChinaGarry100% (2)
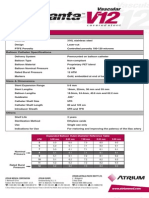
- Advanta V12 Data SheetDokument2 SeitenAdvanta V12 Data SheetJuliana MiyagiNoch keine Bewertungen
- Design and Development of Automatic Pneumatic Jack in Four Wheeler Ijariie5374Dokument5 SeitenDesign and Development of Automatic Pneumatic Jack in Four Wheeler Ijariie5374Saravanan ViswakarmaNoch keine Bewertungen
- Sony Cdm82a 82b Cmt-hpx11d Hcd-hpx11d Mechanical OperationDokument12 SeitenSony Cdm82a 82b Cmt-hpx11d Hcd-hpx11d Mechanical OperationDanNoch keine Bewertungen
- Technical Information: Range-Free Controller FA-M3 System Upgrade GuideDokument33 SeitenTechnical Information: Range-Free Controller FA-M3 System Upgrade GuideAddaNoch keine Bewertungen
- Assignment 2 Mat435Dokument2 SeitenAssignment 2 Mat435Arsene LupinNoch keine Bewertungen
- Native Data Sheet Asme b73.1Dokument4 SeitenNative Data Sheet Asme b73.1Akhmad Faruq Alhikami100% (1)