Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Solution Problem 1 Problems Handouts MicroDokument25 SeitenSolution Problem 1 Problems Handouts MicrokokokoNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- B 171Dokument7 SeitenB 171manuel flores100% (1)
- Arvind Textiles Internship ReportDokument107 SeitenArvind Textiles Internship ReportDipan SahooNoch keine Bewertungen
- Composition Bronze or Ounce Metal Castings: Standard Specification ForDokument3 SeitenComposition Bronze or Ounce Metal Castings: Standard Specification Formanuel floresNoch keine Bewertungen
- Snt-Tc-1a (2011)Dokument16 SeitenSnt-Tc-1a (2011)manuel floresNoch keine Bewertungen
- Hard-Drawn Copper Alloy Wires For Electric ConductorsDokument4 SeitenHard-Drawn Copper Alloy Wires For Electric Conductorsmanuel floresNoch keine Bewertungen
- Nickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip: Standard Specification ForDokument10 SeitenNickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip: Standard Specification Formanuel floresNoch keine Bewertungen
- B 189Dokument6 SeitenB 189manuel floresNoch keine Bewertungen
- B 209Dokument29 SeitenB 209manuel floresNoch keine Bewertungen
- Aluminum and Aluminum-Alloy Extruded Bars, Rods, Wire, Profiles, and Tubes (Metric)Dokument14 SeitenAluminum and Aluminum-Alloy Extruded Bars, Rods, Wire, Profiles, and Tubes (Metric)manuel floresNoch keine Bewertungen
- B 221Dokument12 SeitenB 221manuel flores100% (1)
- Hard-Drawn Copper-Clad Steel Wire: Standard Specification ForDokument4 SeitenHard-Drawn Copper-Clad Steel Wire: Standard Specification Formanuel floresNoch keine Bewertungen
- DOL, Rotor Resistance and Star To Delta StarterDokument8 SeitenDOL, Rotor Resistance and Star To Delta StarterRAMAKRISHNA PRABU GNoch keine Bewertungen
- (Developer Shed Network) Server Side - PHP - Database Abstraction With PHPDokument29 Seiten(Developer Shed Network) Server Side - PHP - Database Abstraction With PHPSeher KurtayNoch keine Bewertungen
- Electrical Installation Assignment 2023Dokument2 SeitenElectrical Installation Assignment 2023Monday ChristopherNoch keine Bewertungen
- MAYA1010 EnglishDokument30 SeitenMAYA1010 EnglishjailsondelimaNoch keine Bewertungen
- SPI To I2C Using Altera MAX Series: Subscribe Send FeedbackDokument6 SeitenSPI To I2C Using Altera MAX Series: Subscribe Send FeedbackVictor KnutsenbergerNoch keine Bewertungen
- Feed Water Heater ValvesDokument4 SeitenFeed Water Heater ValvesMukesh AggarwalNoch keine Bewertungen
- Slope Stability Analysis Using FlacDokument17 SeitenSlope Stability Analysis Using FlacSudarshan Barole100% (1)
- Big Data Hadoop Certification Training CourseDokument12 SeitenBig Data Hadoop Certification Training Courseprema vNoch keine Bewertungen
- A Survey Report On The Preferred RestaurDokument22 SeitenA Survey Report On The Preferred RestaurEIGHA & ASHLEIGH EnriquezNoch keine Bewertungen
- Fixed Plug-In Motor A2Fe: Series 6Dokument24 SeitenFixed Plug-In Motor A2Fe: Series 6Michail ArmitageNoch keine Bewertungen
- Tutorial 1 Process Heat TransferDokument4 SeitenTutorial 1 Process Heat TransferSuraya JohariNoch keine Bewertungen
- CVDokument1 SeiteCVotieNoch keine Bewertungen
- Contoh Kuda-Kuda Untuk Pak Henry Truss D&EKK1L KDokument1 SeiteContoh Kuda-Kuda Untuk Pak Henry Truss D&EKK1L KDhany ArsoNoch keine Bewertungen
- Manual Teclado GK - 340Dokument24 SeitenManual Teclado GK - 340gciamissNoch keine Bewertungen
- Forecasting and Demand Management PDFDokument39 SeitenForecasting and Demand Management PDFKazi Ajwad AhmedNoch keine Bewertungen
- Delegation-of-Power CasesDokument35 SeitenDelegation-of-Power CasesKazzy GNoch keine Bewertungen
- BS351: Financial Reporting: Learning ObjectivesDokument3 SeitenBS351: Financial Reporting: Learning ObjectivesMajeed Ullah KhanNoch keine Bewertungen
- Ch-3 BUFFETDokument9 SeitenCh-3 BUFFETJanith prakash567Noch keine Bewertungen
- FIP & CouponsDokument5 SeitenFIP & CouponsKosme DamianNoch keine Bewertungen
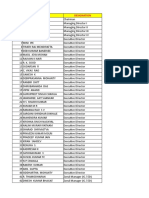
- Salary Data 18092018Dokument5.124 SeitenSalary Data 18092018pjrkrishna100% (1)
- Public Instructions For Death CorrectionsDokument4 SeitenPublic Instructions For Death CorrectionsMukuru TechnologiesNoch keine Bewertungen
- 1849 1862 Statutes at Large 601-779Dokument200 Seiten1849 1862 Statutes at Large 601-779ncwazzyNoch keine Bewertungen
- Guide To Downloading and Installing The WebMethods Free Trial Version - Wiki - CommunitiesDokument19 SeitenGuide To Downloading and Installing The WebMethods Free Trial Version - Wiki - CommunitiesHieu NguyenNoch keine Bewertungen
- Microfluidic and Paper-Based Devices: Recent Advances Noninvasive Tool For Disease Detection and DiagnosisDokument45 SeitenMicrofluidic and Paper-Based Devices: Recent Advances Noninvasive Tool For Disease Detection and DiagnosisPatelki SoloNoch keine Bewertungen
- DoctorTecar Brochure MECTRONIC2016 EngDokument16 SeitenDoctorTecar Brochure MECTRONIC2016 EngSergio OlivaNoch keine Bewertungen
- In The High Court of Delhi at New DelhiDokument3 SeitenIn The High Court of Delhi at New DelhiSundaram OjhaNoch keine Bewertungen
- Wind Turbines Fundamentals Technologies Application Economics 2nd EditionDokument3 SeitenWind Turbines Fundamentals Technologies Application Economics 2nd Editionhafidztampan0% (1)
- Smart Meter Are HarmfulDokument165 SeitenSmart Meter Are HarmfulknownpersonNoch keine Bewertungen