Das könnte Ihnen auch gefallen
- NDT-Acceptance Various CodesDokument17 SeitenNDT-Acceptance Various CodesShanmuga NavaneethanNoch keine Bewertungen
- Steps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)Dokument7 SeitenSteps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)CheeragNoch keine Bewertungen
- Penetrants TESTINGDokument86 SeitenPenetrants TESTINGsankaran_muthukumarNoch keine Bewertungen
- Weld DiscontinuitiesDokument1 SeiteWeld DiscontinuitiesNS QCNoch keine Bewertungen
- Shielded Metal Arc Welding Gas Metal Arc Welding: Effects of Welding VariablesDokument1 SeiteShielded Metal Arc Welding Gas Metal Arc Welding: Effects of Welding VariablesLucian HoudiniNoch keine Bewertungen
- 003 - PTS - Pipeline Welding - Rev 0Dokument38 Seiten003 - PTS - Pipeline Welding - Rev 0Praveen KumarNoch keine Bewertungen
- RT SlidesDokument21 SeitenRT SlidesWellington S. França100% (1)
- 3.PCN Paut and TofdDokument9 Seiten3.PCN Paut and TofdRIGHT SAFETY JOBSNoch keine Bewertungen
- Procedure For Magnetic Particle Testing: Ramachal NDT ServicesDokument3 SeitenProcedure For Magnetic Particle Testing: Ramachal NDT ServicesAman SarfarazNoch keine Bewertungen
- Phased Array Ultrasonic Testing (PAUT) Weld Flaw Characterization ChartDokument2 SeitenPhased Array Ultrasonic Testing (PAUT) Weld Flaw Characterization ChartMd. Razibul IslamNoch keine Bewertungen
- Olympus ECT CatalogDokument62 SeitenOlympus ECT CatalogMahesh Raja100% (1)
- NDT Eng Probe PDFDokument60 SeitenNDT Eng Probe PDFPuguh CahyonoNoch keine Bewertungen
- Q&A RT I, II and III 10 07 06Dokument72 SeitenQ&A RT I, II and III 10 07 06wefew0% (1)
- Mpi Report of Cawthorn 3 Platform Section 12bDokument1 SeiteMpi Report of Cawthorn 3 Platform Section 12bGodwin UdoakanNoch keine Bewertungen
- Form PAUTDokument2 SeitenForm PAUTLuong Ho Vu100% (1)
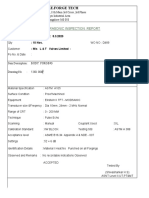
- M.E.Forge Tech: Ultrasonic Inspection ReportDokument1 SeiteM.E.Forge Tech: Ultrasonic Inspection ReportK.s. Raghavendra KumarNoch keine Bewertungen
- PCNGENC1Dokument23 SeitenPCNGENC1Pubg addictedNoch keine Bewertungen
- NDT For Roller CoasterDokument5 SeitenNDT For Roller Coasterluqman syakirNoch keine Bewertungen
- NDT 2019Dokument32 SeitenNDT 2019Muhammad OsamaNoch keine Bewertungen
- Bhel UtDokument14 SeitenBhel UtAnonymous 6k4VeeRNoch keine Bewertungen
- NG MT Level II SpecificDokument4 SeitenNG MT Level II SpecificPrabhakar KattulaNoch keine Bewertungen
- Introduction To Ultrasonic Thickness MeasurementDokument18 SeitenIntroduction To Ultrasonic Thickness MeasurementNail Widya Satya100% (1)
- 2-Asme BPVC Section Ix-2013Dokument2 Seiten2-Asme BPVC Section Ix-2013Reda ElsawyNoch keine Bewertungen
- MTC Er70s 2Dokument1 SeiteMTC Er70s 2Mirza BaigNoch keine Bewertungen
- 3.3.3-Fillet Weld Design 9th Mar 21Dokument40 Seiten3.3.3-Fillet Weld Design 9th Mar 21Vivek kmNoch keine Bewertungen
- UT Normal Beam Testing LatestDokument13 SeitenUT Normal Beam Testing Latestmelrom232750% (2)
- Fir-001 - 10 03 18Dokument1 SeiteFir-001 - 10 03 18Kartik SolankiNoch keine Bewertungen
- LPT Spe QB 2Dokument6 SeitenLPT Spe QB 2Aruchamy SelvakumarNoch keine Bewertungen
- 6082 T6 Aluminum Plate SuppliersDokument9 Seiten6082 T6 Aluminum Plate Supplierssanghvi overseas incNoch keine Bewertungen
- Ut - Q by B R MeghwalDokument31 SeitenUt - Q by B R Meghwal1339979100% (1)
- Final Draft en Iso Fdis 15548-2 - 2007Dokument39 SeitenFinal Draft en Iso Fdis 15548-2 - 2007gorkembaytenNoch keine Bewertungen
- NDT Level 2Dokument4 SeitenNDT Level 2sateeshNoch keine Bewertungen
- UT Thickness Digital 19-105 Rev.0 PDFDokument10 SeitenUT Thickness Digital 19-105 Rev.0 PDFUmair JavedNoch keine Bewertungen
- G S Earth WireDokument10 SeitenG S Earth WiresaratNoch keine Bewertungen
- Introduction To UT Flaw DetectorDokument26 SeitenIntroduction To UT Flaw DetectorNail Widya Satya100% (1)
- Supplier Document Cover Page: Greater Enfield Subsea EPCIDokument29 SeitenSupplier Document Cover Page: Greater Enfield Subsea EPCIKarthikeyan GanesanNoch keine Bewertungen
- Level III Qualification & Experience Records PDFDokument37 SeitenLevel III Qualification & Experience Records PDFSantanu SahaNoch keine Bewertungen
- BLOQUEDokument1 SeiteBLOQUEAlvaro Alexis Mendoza PradaNoch keine Bewertungen
- BASIC Q Nov'12 Note: All Answers May Not Be Correct & Need To Be Correct Yourself. Material & ProcessingDokument4 SeitenBASIC Q Nov'12 Note: All Answers May Not Be Correct & Need To Be Correct Yourself. Material & ProcessingSrinivasan Banu AvsNoch keine Bewertungen
- Rusayl Institute Ultrasonic Testing - Level Ii Ut Q Bank - 4Dokument9 SeitenRusayl Institute Ultrasonic Testing - Level Ii Ut Q Bank - 4kingstonNoch keine Bewertungen
- Ut-Day 3Dokument21 SeitenUt-Day 3DIBYENDU BERANoch keine Bewertungen
- Ultrasonic Testing UTDokument12 SeitenUltrasonic Testing UTAbdennour KALINoch keine Bewertungen
- Ultrasonic Phased Array ApplicationsDokument26 SeitenUltrasonic Phased Array ApplicationsLương Hồ VũNoch keine Bewertungen
- Weld Cracking PDFDokument5 SeitenWeld Cracking PDFjuanNoch keine Bewertungen
- 757 Nondestructive Test Manual: BoeingDokument2 Seiten757 Nondestructive Test Manual: BoeingStephen Rincon GonzalezNoch keine Bewertungen
- Ilayaraja ResumeDokument6 SeitenIlayaraja Resumeqatar kingNoch keine Bewertungen
- ISNT Course Calendar For 2023-2024Dokument5 SeitenISNT Course Calendar For 2023-2024Murugesh pNoch keine Bewertungen
- 24 Practical Visual InspectionDokument5 Seiten24 Practical Visual InspectionMai Anh TaiNoch keine Bewertungen
- Visual Testing of Asme Codes & Iso Standars Differences and SimilaritiesDokument2 SeitenVisual Testing of Asme Codes & Iso Standars Differences and SimilaritiesNaik Kiran GopiNoch keine Bewertungen
- SA288 ARTICLE 23 Ultrasonic StandardsDokument10 SeitenSA288 ARTICLE 23 Ultrasonic StandardsSean LavergneNoch keine Bewertungen
- PAUT CatalogueDokument2 SeitenPAUT CataloguebenmedNoch keine Bewertungen
- NDT-P-029, UT Procedure B & C Scan TechniqueDokument10 SeitenNDT-P-029, UT Procedure B & C Scan TechniqueMohamed HassanNoch keine Bewertungen
- Guided Wave Presentation NDT Global 1Dokument41 SeitenGuided Wave Presentation NDT Global 1Ahmed LepdaNoch keine Bewertungen
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDokument1 SeiteTable 6 1 AWS D1 1 D1 1M 2010 PDFAhmed Ben NoumaNoch keine Bewertungen
- VISUAL Acceptance CriteriaDokument1 SeiteVISUAL Acceptance CriteriaTuvshintur AnkhbayarNoch keine Bewertungen
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDokument1 SeiteTable 6 1 AWS D1 1 D1 1M 2010 PDFFu AdNoch keine Bewertungen
- Aws d1.1 2010 Table 6.1 VT PT MTDokument1 SeiteAws d1.1 2010 Table 6.1 VT PT MTRonel John Rodriguez Custodio0% (1)
- AWS D1 1-D1 1M-2015 Criterios de Inspeccion VisualDokument1 SeiteAWS D1 1-D1 1M-2015 Criterios de Inspeccion VisualGilberto ZamudioNoch keine Bewertungen
- VT 2020Dokument2 SeitenVT 2020stixxx420Noch keine Bewertungen
- Aws D1.1-Tabla 8.1 - Seccion 8Dokument1 SeiteAws D1.1-Tabla 8.1 - Seccion 8cesarNoch keine Bewertungen
- Effect of Shot Peening Operation On Gears PDFDokument9 SeitenEffect of Shot Peening Operation On Gears PDFasdNoch keine Bewertungen
- Kunak AIR Datasheet ENDokument12 SeitenKunak AIR Datasheet ENSantiago Cruz RomeroNoch keine Bewertungen
- Machine Design CEPDokument8 SeitenMachine Design CEPRizwan AkramNoch keine Bewertungen
- Motors: Single and Multiple Vane Pumps & Vane MotorsDokument120 SeitenMotors: Single and Multiple Vane Pumps & Vane Motorsmephir666Noch keine Bewertungen
- Padlet - Physics and Roller CoastersDokument9 SeitenPadlet - Physics and Roller CoasterserickaNoch keine Bewertungen
- Chapter 2 ATMOSPHERIC PRESSUREDokument8 SeitenChapter 2 ATMOSPHERIC PRESSUREahmet gürbüzNoch keine Bewertungen
- Near Room Temperature Dielectric Transition in The Perovskite Formate Framework ( (CH) NH) (MG (HCOO) )Dokument10 SeitenNear Room Temperature Dielectric Transition in The Perovskite Formate Framework ( (CH) NH) (MG (HCOO) )Cirilo SantosNoch keine Bewertungen
- Notes 01 Spring2014Dokument47 SeitenNotes 01 Spring2014annerivervalleyNoch keine Bewertungen
- Fatigue of RiserDokument55 SeitenFatigue of RiserDao DungNoch keine Bewertungen
- 1 s2.0 S2214860421001585 MainDokument9 Seiten1 s2.0 S2214860421001585 MainGuilherme SampaioNoch keine Bewertungen
- 09 Silver 4 - M1 EdexcelDokument13 Seiten09 Silver 4 - M1 Edexcelsh.bonita.editsNoch keine Bewertungen
- Crown Shim & Stabbing SCFDokument9 SeitenCrown Shim & Stabbing SCFRajat KatyalNoch keine Bewertungen
- Idronics 19 NA Proven Hydronic Distribution SystemsDokument84 SeitenIdronics 19 NA Proven Hydronic Distribution SystemsDiablofireNoch keine Bewertungen
- Sae J20-2022Dokument15 SeitenSae J20-2022Vedpal Singh ChoudharyNoch keine Bewertungen
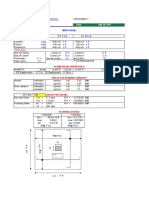
- Isolated Footing DesignDokument7 SeitenIsolated Footing DesignRamadanNoch keine Bewertungen
- Physics Class 12 ProjectDokument12 SeitenPhysics Class 12 ProjectHazrd Vlogs100% (5)
- Newton's First and Second Laws - Print - QuizizzDokument5 SeitenNewton's First and Second Laws - Print - QuizizzZeinab ElkholyNoch keine Bewertungen
- Static Analysis Laterally Loaded Pile Design PPTX CaliendoDokument55 SeitenStatic Analysis Laterally Loaded Pile Design PPTX CaliendoAshishNoch keine Bewertungen
- Electrochemistry: 1 - Electrochemistry SCI 401 - Chemistry For EngineersDokument14 SeitenElectrochemistry: 1 - Electrochemistry SCI 401 - Chemistry For EngineersAMLU Law OfficesNoch keine Bewertungen
- NDT HistoryDokument4 SeitenNDT HistorygriselramoniNoch keine Bewertungen
- Frequency: Daily (After Use) : Microscope CareDokument1 SeiteFrequency: Daily (After Use) : Microscope CareFati Andari AlmahdiniNoch keine Bewertungen
- 2018Dokument71 Seiten2018Kamran AliNoch keine Bewertungen
- Theory of Earth's Magnetism and Its Relation To Ship DeviationDokument28 SeitenTheory of Earth's Magnetism and Its Relation To Ship DeviationMaster Irvin100% (1)
- Five Essentials of Gel Refrigerant Design and Specification PDFDokument10 SeitenFive Essentials of Gel Refrigerant Design and Specification PDFtantibaNoch keine Bewertungen
- Loads and Loading Combinations For CE157 StudentsDokument48 SeitenLoads and Loading Combinations For CE157 StudentsemssNoch keine Bewertungen
- Ultimate Capacity FractionatorsDokument26 SeitenUltimate Capacity Fractionatorsrvkumar61Noch keine Bewertungen
- Semester Test 1 Without Memo-2Dokument1 SeiteSemester Test 1 Without Memo-2Lencelot MalopeNoch keine Bewertungen
- Blogplastics by Rodolfo VegasDokument5 SeitenBlogplastics by Rodolfo VegasSumbodo SamsoniNoch keine Bewertungen
- RR Trent 60Dokument39 SeitenRR Trent 60Ricardo Cabrera Osinaga100% (6)
- Datasheet ANSI IV GG Temp Control Valve 1121rev3Dokument21 SeitenDatasheet ANSI IV GG Temp Control Valve 1121rev3Shabir KhanNoch keine Bewertungen