Das könnte Ihnen auch gefallen
- Irritec Febrero 2023Dokument99 SeitenIrritec Febrero 2023sandra de la fuenteNoch keine Bewertungen
- TrabajoDokument42 SeitenTrabajoJosé BernalNoch keine Bewertungen
- Manual de LombricompostaDokument37 SeitenManual de LombricompostasiwateteoNoch keine Bewertungen
- Mandarina PDFDokument77 SeitenMandarina PDFSKORSKANoch keine Bewertungen
- Diseño de Una Peladora de TunaDokument57 SeitenDiseño de Una Peladora de TunaOrlando Qe100% (1)
- Construccion SostenibleDokument6 SeitenConstruccion SostenibleAngieKellyChoezReyesNoch keine Bewertungen
- Biodigestor InformeDokument10 SeitenBiodigestor InformeLuis Enrique Salcedo CamposNoch keine Bewertungen
- Guia Didactica Quimica AplicadaDokument28 SeitenGuia Didactica Quimica AplicadaRUBEN JOAS LLANQUE ANAGUANoch keine Bewertungen
- TRABAJO DE INVESTIGACIÓN-GRUPO 4compactador de BotellasDokument30 SeitenTRABAJO DE INVESTIGACIÓN-GRUPO 4compactador de Botellasirwin100% (1)
- Guia de Aprendizaje Mecanizacion AgricolaDokument16 SeitenGuia de Aprendizaje Mecanizacion AgricolaJhoan Torres100% (1)
- Manual para La Cria de Lombrices Rojas CalifornianasDokument17 SeitenManual para La Cria de Lombrices Rojas CalifornianasAnonymous 3fSpW8JNoch keine Bewertungen
- Confeccion Dom. Mantelerias y CoverDokument40 SeitenConfeccion Dom. Mantelerias y CoverDomingo MateoNoch keine Bewertungen
- Necesidades Nutricionales y Plan de Fertilizacion de Un Cultivo de FresaDokument3 SeitenNecesidades Nutricionales y Plan de Fertilizacion de Un Cultivo de FresaYeison FlorezNoch keine Bewertungen
- Enfardadora ManualDokument4 SeitenEnfardadora ManualRicardo CastroNoch keine Bewertungen
- Gestión de Proyectos Con Mapas Mentales. Vol. II - (7. La Gestión de Riesgos en La Gestión de Proyectos)Dokument76 SeitenGestión de Proyectos Con Mapas Mentales. Vol. II - (7. La Gestión de Riesgos en La Gestión de Proyectos)Efraín RamosNoch keine Bewertungen
- Jornada Escolar SinaloaDokument5 SeitenJornada Escolar Sinaloadana alvezNoch keine Bewertungen
- Catalogo Ageomora PDFDokument44 SeitenCatalogo Ageomora PDFLeec Rodriguez100% (2)
- Livro Técnicas de Produção em Cultivos Protegido IIDokument401 SeitenLivro Técnicas de Produção em Cultivos Protegido IICleber JadoskiNoch keine Bewertungen
- Sensor de HumedadDokument15 SeitenSensor de HumedadRusbell A'cNoch keine Bewertungen
- Diseño de Maquinaria Agricola - PresentacionDokument14 SeitenDiseño de Maquinaria Agricola - PresentacionArtemio MartinezNoch keine Bewertungen
- Exposicion MartaDokument22 SeitenExposicion Martamiguel macielNoch keine Bewertungen
- LOMBRICULTURA VENEZUELA, Manual 23 Tesis de Grado Colombia, LOMBRICES CALIFORNIANASDokument77 SeitenLOMBRICULTURA VENEZUELA, Manual 23 Tesis de Grado Colombia, LOMBRICES CALIFORNIANASlombricultura barquisimetoNoch keine Bewertungen
- Inventigacion Fertilizador ManualDokument3 SeitenInventigacion Fertilizador ManualMax Caballero BojorquezNoch keine Bewertungen
- Bol Insumos Mar 2019Dokument31 SeitenBol Insumos Mar 2019Alejandro López GarzónNoch keine Bewertungen
- 1.2.1.recurso Guia Propiedades Fisicas Quimicas y Biologicas Del SueloDokument9 Seiten1.2.1.recurso Guia Propiedades Fisicas Quimicas y Biologicas Del SueloSelim DarleansNoch keine Bewertungen
- Trabajo de BombasDokument54 SeitenTrabajo de BombasmanuelNoch keine Bewertungen
- Certificación DEMETER ProcesamientoDokument105 SeitenCertificación DEMETER Procesamientoexportaperu7066Noch keine Bewertungen
- Analisis Integral Estructural en PalasDokument10 SeitenAnalisis Integral Estructural en PalasvizcensoNoch keine Bewertungen
- Informe InventorDokument14 SeitenInforme InventorHenry Daniel VerdugoNoch keine Bewertungen
- Alcance de Trabajo - Sistema de ClimatizaciónDokument5 SeitenAlcance de Trabajo - Sistema de ClimatizaciónLeidy Jackeline Pretell VillavicencioNoch keine Bewertungen
- Proyecto Corte de MaterialesDokument21 SeitenProyecto Corte de Materialesdricardocan100% (1)
- FICHA TECNICA de Dobladora de TubosDokument3 SeitenFICHA TECNICA de Dobladora de TubosJesús Eliam García HernándezNoch keine Bewertungen
- Bomba de Pistones - Parte 1Dokument12 SeitenBomba de Pistones - Parte 1Franks AlmanzaNoch keine Bewertungen
- Universidad Técnica de Oruro Facultad Nacional de Ingeniería Ingeniería IndustrialDokument3 SeitenUniversidad Técnica de Oruro Facultad Nacional de Ingeniería Ingeniería IndustrialintiNoch keine Bewertungen
- Segundo Exámen de Métodos de Explotación SuperficialDokument4 SeitenSegundo Exámen de Métodos de Explotación SuperficialAndrei ViroNoch keine Bewertungen
- Tesis BMDokument256 SeitenTesis BMYeiser Stpa50% (2)
- Bombeo MecanicoDokument5 SeitenBombeo MecanicoElkin Julio Cuevas AliagaNoch keine Bewertungen
- Empresas Proveedoras de ChileDokument48 SeitenEmpresas Proveedoras de Chilekaren AlvarezNoch keine Bewertungen
- Procedimiento Bomba DesarenadoraDokument14 SeitenProcedimiento Bomba DesarenadoraNacho CamachoNoch keine Bewertungen
- Diseño y Manufactura de Un Rectificador Housing para La Reparación de Componentes de Maquinaria PesadaDokument10 SeitenDiseño y Manufactura de Un Rectificador Housing para La Reparación de Componentes de Maquinaria PesadaguzmanyeNoch keine Bewertungen
- Informe TecnicoDokument4 SeitenInforme TecnicoAngélica Giovanna ChoqueNoch keine Bewertungen
- Taller 3 II - 2021 Planeación de La Capacidad (1) (Recuperado)Dokument8 SeitenTaller 3 II - 2021 Planeación de La Capacidad (1) (Recuperado)Fernando NavarreteNoch keine Bewertungen
- Informe Tecnico.Dokument6 SeitenInforme Tecnico.Edgar Lazo Avendaño100% (2)
- 71 - 640-A006-INFCA02 - 0 Informe de Pintado Carros BirrielDokument13 Seiten71 - 640-A006-INFCA02 - 0 Informe de Pintado Carros BirrielJorgeLuisGamarraGarbozaNoch keine Bewertungen
- Monografia de Proyecto de CajaDokument23 SeitenMonografia de Proyecto de CajaMoisesALCordovaJustano100% (1)
- Examen Calidad en Las Operaciones 1.2Dokument10 SeitenExamen Calidad en Las Operaciones 1.2Italo Alonso Canobra PulgarNoch keine Bewertungen
- Estructura Monografia PDFDokument4 SeitenEstructura Monografia PDFAnonymous W7Y7taNoch keine Bewertungen
- Plan de MantenimientoDokument12 SeitenPlan de Mantenimientomaria lauraNoch keine Bewertungen
- Ensayo de Absorcion Del Agregado GruesoDokument6 SeitenEnsayo de Absorcion Del Agregado GruesoWiliams AlmanzaNoch keine Bewertungen
- Bomba de PistonesDokument6 SeitenBomba de PistonesWiliams AlmanzaNoch keine Bewertungen
- Proyecto de Maquinaria Industrial IDokument25 SeitenProyecto de Maquinaria Industrial Iroyder_huancasNoch keine Bewertungen
- Dispensador Automatizado de PinturaDokument21 SeitenDispensador Automatizado de PinturaJames AlexanderNoch keine Bewertungen
- CUESTIONARIODokument4 SeitenCUESTIONARIOCarmen Lafont DíazNoch keine Bewertungen
- Informe de ProyectosDokument30 SeitenInforme de ProyectosJeff PGNoch keine Bewertungen
- 4 Terminos de Referencia Camión CisternaDokument3 Seiten4 Terminos de Referencia Camión CisternaAlexander100% (1)
- Gerald - Jimenez - Tarea3 ConminuciónDokument7 SeitenGerald - Jimenez - Tarea3 ConminuciónGerald JimenezNoch keine Bewertungen
- Bombeo de Cavidad Progresiva.Dokument140 SeitenBombeo de Cavidad Progresiva.Joseph Massa100% (1)
- Chacin, N. - Bombeo de Cavidad ProgresivaDokument140 SeitenChacin, N. - Bombeo de Cavidad ProgresivaKarla Paola Rojas GudiñoNoch keine Bewertungen
- Pa 3 Comunicación Efectiva Ing Industrial Raul YawarDokument8 SeitenPa 3 Comunicación Efectiva Ing Industrial Raul YawarRyuzaki KuroShin クロしん50% (4)
- Diseño de utillajes, matricería y prototipado con SolidWorksVon EverandDiseño de utillajes, matricería y prototipado con SolidWorksBewertung: 3 von 5 Sternen3/5 (1)
- TECHO A 3mDokument1 SeiteTECHO A 3mAlvaro RJNoch keine Bewertungen
- 2 Valvulas de Cilindro y Servicio PDFDokument8 Seiten2 Valvulas de Cilindro y Servicio PDFingmateohernandezNoch keine Bewertungen
- Manual OptibeltDokument160 SeitenManual OptibeltRenzo Jo Laurent100% (2)
- Manual de Usuario S3 2Dokument16 SeitenManual de Usuario S3 2Alvaro RJNoch keine Bewertungen
- Distribucion Final 13-A1Dokument1 SeiteDistribucion Final 13-A1Alvaro RJNoch keine Bewertungen
- TECHO A 4mDokument1 SeiteTECHO A 4mAlvaro RJNoch keine Bewertungen
- Instalación de Aire ComprimidoDokument11 SeitenInstalación de Aire ComprimidoAlvaro RJNoch keine Bewertungen
- Instalacion Aire ComprimidoDokument17 SeitenInstalacion Aire Comprimidomavi sanchez100% (2)
- UBA - Combustion Parte 2Dokument105 SeitenUBA - Combustion Parte 2Eduard GatuellasNoch keine Bewertungen
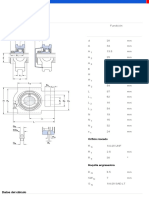
- Soportes Tensores Con Rodamientos Y-TU 20 FMDokument2 SeitenSoportes Tensores Con Rodamientos Y-TU 20 FMAlvaro RJNoch keine Bewertungen
- Tratamiento TermicoDokument15 SeitenTratamiento TermicoAlvaro RJNoch keine Bewertungen
- RENAULT CLIO II - MEGANE 1,6 Nafta - 16 Valv PDFDokument3 SeitenRENAULT CLIO II - MEGANE 1,6 Nafta - 16 Valv PDFAlvaro RJ0% (1)
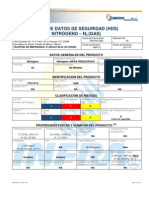
- Hoja de Seguridad NitrogenoDokument5 SeitenHoja de Seguridad NitrogenoMilux ArellNoch keine Bewertungen
- Tratamiento TermicoDokument4 SeitenTratamiento Termicopearlwil25Noch keine Bewertungen
- Reciclatge de L'aluminiDokument5 SeitenReciclatge de L'aluminiAnita Nenitha AguiilarNoch keine Bewertungen
- IcisDokument9 SeitenIcisAlvaro RJNoch keine Bewertungen
- PD 2 - Engranajes 2015-2Dokument1 SeitePD 2 - Engranajes 2015-2Alvaro RJNoch keine Bewertungen
- 1 PBDokument18 Seiten1 PBIngrid D. CarreñoNoch keine Bewertungen
- 1 PBDokument5 Seiten1 PBAlvaro RJNoch keine Bewertungen
- CALAMINADokument2 SeitenCALAMINAAlvaro RJNoch keine Bewertungen
- VIESSMANN - Catálogo Caldera Industrial y de VaporDokument42 SeitenVIESSMANN - Catálogo Caldera Industrial y de VaporantonioNoch keine Bewertungen
- PMRT Junio 2017 Petroperu Geordie MontoyaDokument56 SeitenPMRT Junio 2017 Petroperu Geordie MontoyaAlvaro RJNoch keine Bewertungen
- MemoriaProyecto 1 6Dokument11 SeitenMemoriaProyecto 1 6Alvaro RJNoch keine Bewertungen
- Tablas 2 de 2 - CombustiónDokument1 SeiteTablas 2 de 2 - CombustiónAlvaro RJNoch keine Bewertungen
- Turbo Presentacion Alumnos 2017 1Dokument22 SeitenTurbo Presentacion Alumnos 2017 1Renzo Rios RoqueNoch keine Bewertungen
- SelectionDokument1 SeiteSelectionAlvaro RJNoch keine Bewertungen
- Simbolos ElectricosDokument137 SeitenSimbolos ElectricosAlvaro RJNoch keine Bewertungen
- UD10 Mecanizado BasicoDokument22 SeitenUD10 Mecanizado BasicoCarmenMorejónDávila100% (1)
- Informe de Generadores en Paralelo PDFDokument3 SeitenInforme de Generadores en Paralelo PDFAlvaro RJNoch keine Bewertungen
- Tres Hombres Junto Al Río - René Marqués - Ciudad Seva - Luis López NievesDokument1 SeiteTres Hombres Junto Al Río - René Marqués - Ciudad Seva - Luis López NievesDSMNoch keine Bewertungen
- Plan Estratégico de Desarrollo y Producción 2009-2010 PDFDokument192 SeitenPlan Estratégico de Desarrollo y Producción 2009-2010 PDFLicda Emily LimaNoch keine Bewertungen
- Resolución Número 1725 Del 28 de Diciembre de 2022Dokument24 SeitenResolución Número 1725 Del 28 de Diciembre de 2022Loren MorenoNoch keine Bewertungen
- Cuáles Son Los Principios de La Filosofía Administrativa de FordDokument4 SeitenCuáles Son Los Principios de La Filosofía Administrativa de FordHans CervantesNoch keine Bewertungen
- Crisis de 1999Dokument7 SeitenCrisis de 1999danielaNoch keine Bewertungen
- Proyecto de Panaderia de CuñapeDokument37 SeitenProyecto de Panaderia de CuñapeErick Gutierrez Cuellar93% (14)
- Educación InicialDokument1 SeiteEducación InicialBenjamin Bazán AlvarezNoch keine Bewertungen
- Draft PD - Tendencias Globales Del DiseñoDokument7 SeitenDraft PD - Tendencias Globales Del DiseñodannaedesantiagoNoch keine Bewertungen
- 6.4. Taller Aplicativoen Clase Metodo de CostoDokument3 Seiten6.4. Taller Aplicativoen Clase Metodo de CostoLeidy LópezNoch keine Bewertungen
- 3o 1T MAESTRO QUIMICA PDFDokument49 Seiten3o 1T MAESTRO QUIMICA PDFDora90% (42)
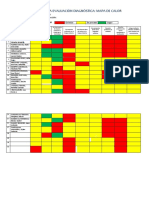
- Mapa de Calor Del Aula de 3 Años BondadDokument5 SeitenMapa de Calor Del Aula de 3 Años BondadTatiana Moreno veraNoch keine Bewertungen
- (¿Municipal & - 869: Municipalidad Provincial de ArequipaDokument10 Seiten(¿Municipal & - 869: Municipalidad Provincial de ArequipaMarcoantonio David Gonzales HilarioNoch keine Bewertungen
- Ca 1477548342Dokument163 SeitenCa 1477548342jdleivacorNoch keine Bewertungen
- Mani y Sacha-Inchi ConfitadoDokument12 SeitenMani y Sacha-Inchi ConfitadoCarol PiñaNoch keine Bewertungen
- TP Antiguedad ClasicaDokument6 SeitenTP Antiguedad ClasicaFiammaNoch keine Bewertungen
- Guia de Aprendizaje Uno TI Undécimo Leonel Amorocho Abril 2021Dokument36 SeitenGuia de Aprendizaje Uno TI Undécimo Leonel Amorocho Abril 2021miguelNoch keine Bewertungen
- Activa Mas Tu Fe, NoeDokument2 SeitenActiva Mas Tu Fe, NoeASESORIAS Y SUMINISTROS HSE SAS100% (1)
- S03.s01 - Guia de Laboratorio TP #03-1Dokument13 SeitenS03.s01 - Guia de Laboratorio TP #03-1Liesel Zamora QuispeNoch keine Bewertungen
- La Física Es Una de Las Ciencias Naturales Que Más Ha Contribuido Al Desarrollo y Bienestar Del HombreDokument6 SeitenLa Física Es Una de Las Ciencias Naturales Que Más Ha Contribuido Al Desarrollo y Bienestar Del Hombredelfin960% (1)
- Programa Del Presupusto PublicoDokument3 SeitenPrograma Del Presupusto PublicoLuis E. GomezNoch keine Bewertungen
- TRABAJO WORD El Mercado de Divisas A PlazosDokument3 SeitenTRABAJO WORD El Mercado de Divisas A PlazosCamilo Castaño HenaoNoch keine Bewertungen
- Jahs Yacarini VC PDFDokument381 SeitenJahs Yacarini VC PDFMICAEL OSWALDO SALAZAR LAZONoch keine Bewertungen
- Revista Suma 59Dokument148 SeitenRevista Suma 59FernandoDiazNoch keine Bewertungen
- Audoria Integral Eje 4Dokument19 SeitenAudoria Integral Eje 4samanthaNoch keine Bewertungen
- Expresionismo AlemanDokument11 SeitenExpresionismo AlemanPatricia PradaNoch keine Bewertungen
- Tabla de Precios Referenciales - Región Del Bio Bio 2022 Con Zonificación.Dokument13 SeitenTabla de Precios Referenciales - Región Del Bio Bio 2022 Con Zonificación.EMPRESA CONSTRUCTORA R&JNoch keine Bewertungen
- Base de Datos de Represaliados Por El Franquismo en Alicante. La Represión Franquista en La Provincia de AlicanteDokument3 SeitenBase de Datos de Represaliados Por El Franquismo en Alicante. La Represión Franquista en La Provincia de Alicantefloren arizaNoch keine Bewertungen
- Libro 3052Dokument172 SeitenLibro 3052SebastianGonzalezNoch keine Bewertungen
- ArmasBlancas MonografíasDokument2 SeitenArmasBlancas MonografíasJesus HernandezNoch keine Bewertungen
- Irritabilidad o ExitabilidadDokument2 SeitenIrritabilidad o Exitabilidadapi-250544116Noch keine Bewertungen