Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeDokument10 SeitenSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaNoch keine Bewertungen
- ThesisDokument60 SeitenThesisfamilyumaNoch keine Bewertungen
- Ex. No. 10 Date: Model and NC Code Generation For Simple Profile Using Milling OperationDokument5 SeitenEx. No. 10 Date: Model and NC Code Generation For Simple Profile Using Milling OperationfamilyumaNoch keine Bewertungen
- 2 PDFDokument7 Seiten2 PDFfamilyumaNoch keine Bewertungen
- Rapid ToolingDokument19 SeitenRapid ToolingSunny GaekwadNoch keine Bewertungen
- 7 Shpaper PlanerDokument29 Seiten7 Shpaper PlanerfamilyumaNoch keine Bewertungen
- Cam 2 ATCDokument18 SeitenCam 2 ATCfamilyumaNoch keine Bewertungen
- Group DiscussionDokument20 SeitenGroup Discussionsrivan60% (5)
- Group DiscussionDokument20 SeitenGroup Discussionsrivan60% (5)
- 5 - G-CodeDokument55 Seiten5 - G-CodefamilyumaNoch keine Bewertungen
- Metal FormingDokument17 SeitenMetal FormingfamilyumaNoch keine Bewertungen
- A Preliminary Research On Development of A Fiber-Composite, Curved FDM SystemDokument96 SeitenA Preliminary Research On Development of A Fiber-Composite, Curved FDM SystemfamilyumaNoch keine Bewertungen
- Master CamDokument87 SeitenMaster CamfamilyumaNoch keine Bewertungen
- Unit7 Nan PDFDokument56 SeitenUnit7 Nan PDFAnonymous L7XrxpeI1zNoch keine Bewertungen
- Complete EDM Handbook - 2Dokument16 SeitenComplete EDM Handbook - 2familyumaNoch keine Bewertungen
- Electrical DischargeDokument3 SeitenElectrical DischargeRipper JackNoch keine Bewertungen
- Plummer Block AssemblyDokument2 SeitenPlummer Block Assemblyaksundarm531Noch keine Bewertungen
- Design and Fabrication of Multimaterial Flexible Mechanisms With Embedded ComponentsDokument146 SeitenDesign and Fabrication of Multimaterial Flexible Mechanisms With Embedded ComponentsfamilyumaNoch keine Bewertungen
- Cad CamDokument63 SeitenCad CamfamilyumaNoch keine Bewertungen
- MATLAB/Simulink Basics GuideDokument59 SeitenMATLAB/Simulink Basics GuidefamilyumaNoch keine Bewertungen
- Rapid Prototyping 3d PrintingDokument21 SeitenRapid Prototyping 3d PrintingfamilyumaNoch keine Bewertungen
- Study On Parametric Optimization of Fused Deposition Modelling (FDM) ProcessDokument207 SeitenStudy On Parametric Optimization of Fused Deposition Modelling (FDM) ProcessfamilyumaNoch keine Bewertungen
- Lab02 Simulink TutorialDokument36 SeitenLab02 Simulink Tutorialkok_oc25Noch keine Bewertungen
- Fuzzy Logic Using MatlabDokument85 SeitenFuzzy Logic Using MatlabVehid TavakolNoch keine Bewertungen
- Numerical ControlDokument30 SeitenNumerical ControlKeshav AroteNoch keine Bewertungen
- 01a Decision MakingDokument45 Seiten01a Decision MakingfamilyumaNoch keine Bewertungen
- Decision MakingDokument10 SeitenDecision Makingashok2009csNoch keine Bewertungen
- M.E. COMPUTER SCIENCE AND ENGINEERING II TO IV SEMESTER CURRICULUMDokument25 SeitenM.E. COMPUTER SCIENCE AND ENGINEERING II TO IV SEMESTER CURRICULUMPushparaj KaruNoch keine Bewertungen
- Storey DecisionTreesDokument38 SeitenStorey DecisionTreesfamilyumaNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Midterm - ICT1 ExamDokument4 SeitenMidterm - ICT1 ExamHelen PerlasNoch keine Bewertungen
- Homework Lesson 6-10Dokument9 SeitenHomework Lesson 6-10Valerie YenshawNoch keine Bewertungen
- Wind Load Sheet by Abid SirDokument4 SeitenWind Load Sheet by Abid SirMohammad KasimNoch keine Bewertungen
- Manual Handbook Ripping Cat Selection Techniques Applications Production CompatibilityDokument32 SeitenManual Handbook Ripping Cat Selection Techniques Applications Production CompatibilityPoPandaNoch keine Bewertungen
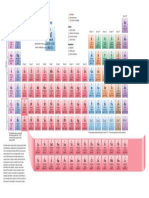
- Periodic TableDokument1 SeitePeriodic TableChemist MookaNoch keine Bewertungen
- Dynamics and Bifurcations-HaleDokument577 SeitenDynamics and Bifurcations-Halealaa alqurasheyNoch keine Bewertungen
- Grand Vitara 2012 2013Dokument193 SeitenGrand Vitara 2012 2013Favio Alejandro Herrera ZapataNoch keine Bewertungen
- Structural Soils Engineer's Quick Reference GuideDokument64 SeitenStructural Soils Engineer's Quick Reference GuideGreg McNamaraNoch keine Bewertungen
- Size Reduction LectureDokument28 SeitenSize Reduction Lectureapsara karkiNoch keine Bewertungen
- PAPER I MATHEMATICS PRACTICE SETDokument6 SeitenPAPER I MATHEMATICS PRACTICE SETRitesh Raj PandeyNoch keine Bewertungen
- Aimo 2019 Trial g6Dokument6 SeitenAimo 2019 Trial g6Jomar EjedioNoch keine Bewertungen
- Green Building Store MVHR Brochure-File032484Dokument9 SeitenGreen Building Store MVHR Brochure-File032484Anthi ValavaniNoch keine Bewertungen
- Dynamic Analysis of Motor Floor: Structure DataDokument6 SeitenDynamic Analysis of Motor Floor: Structure Datap_ignatiusNoch keine Bewertungen
- 1956 - Colinese - Boiler Efficiencies in SugarDokument7 Seiten1956 - Colinese - Boiler Efficiencies in SugarPaul DurkinNoch keine Bewertungen
- Uniform ForceDokument11 SeitenUniform ForcearnoldistunoNoch keine Bewertungen
- Visual Studio C++ TutorialDokument324 SeitenVisual Studio C++ TutorialFahadNoch keine Bewertungen
- Sejarah Unsur Kimia Bumi PDFDokument449 SeitenSejarah Unsur Kimia Bumi PDFJon WheelerNoch keine Bewertungen
- 1 - Introduction - Derivatives GreeksDokument50 Seiten1 - Introduction - Derivatives GreeksThomas GallantNoch keine Bewertungen
- TG SkripsiDokument138 SeitenTG SkripsiYudanto SetyoNoch keine Bewertungen
- 1 Gauss SeidelDokument20 Seiten1 Gauss SeidelYanes Kristianus HediNoch keine Bewertungen
- WWW Mathworks inDokument7 SeitenWWW Mathworks inRagini SharmaNoch keine Bewertungen
- Genetic Algorithms TutorialDokument33 SeitenGenetic Algorithms Tutorialsuhas199Noch keine Bewertungen
- P&ID ManualDokument35 SeitenP&ID Manualdharan kumarNoch keine Bewertungen
- 3-Crankcase & CrankshaftDokument41 Seiten3-Crankcase & CrankshaftMehar Tariq GoheerNoch keine Bewertungen
- T00051 Thrust PositionDokument17 SeitenT00051 Thrust PositionmahdilabedNoch keine Bewertungen
- IT407 Knowledge EngineeringDokument2 SeitenIT407 Knowledge EngineeringVidya ANoch keine Bewertungen
- UV-Vis method for quantifying anti-cancer drug CurcuminDokument6 SeitenUV-Vis method for quantifying anti-cancer drug Curcuminwhy uNoch keine Bewertungen
- Using LD - PreloadDokument4 SeitenUsing LD - Preloadmr z3iyaNoch keine Bewertungen
- Tecquipment - Flumes - Data SheetDokument3 SeitenTecquipment - Flumes - Data SheetArthur BritoNoch keine Bewertungen
- Jurnal PterygiumDokument5 SeitenJurnal PterygiummirafitrNoch keine Bewertungen