Das könnte Ihnen auch gefallen
- Reading Mankiw-Taylor Chapter 3Dokument21 SeitenReading Mankiw-Taylor Chapter 3Gaurav AgarwalNoch keine Bewertungen
- Propulsion of ShipsDokument8 SeitenPropulsion of ShipsGaurav AgarwalNoch keine Bewertungen
- Case Study Analysis Re Building A GlobalDokument5 SeitenCase Study Analysis Re Building A GlobalGaurav AgarwalNoch keine Bewertungen
- Mooring: Mooring Equipment MOORING: A Vessel Is Said To Be Moored When It Is Fastened To ADokument7 SeitenMooring: Mooring Equipment MOORING: A Vessel Is Said To Be Moored When It Is Fastened To AGaurav AgarwalNoch keine Bewertungen
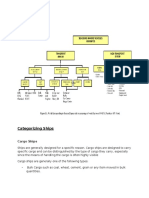
- Categorizing Ships NotesDokument11 SeitenCategorizing Ships NotesGaurav AgarwalNoch keine Bewertungen
- CH 03Dokument16 SeitenCH 03Gaurav AgarwalNoch keine Bewertungen
- Common Faults For GearDokument3 SeitenCommon Faults For GearGaurav AgarwalNoch keine Bewertungen
- 100 Weird Facts About The Human Body (CuPpY) PDFDokument11 Seiten100 Weird Facts About The Human Body (CuPpY) PDFZahid QamarNoch keine Bewertungen
- ME389: Automotive Transmissions: Faculty: Adarsha Hiriyannaiah % of Portion CoveredDokument2 SeitenME389: Automotive Transmissions: Faculty: Adarsha Hiriyannaiah % of Portion CoveredGaurav AgarwalNoch keine Bewertungen
- Chapter 2Dokument17 SeitenChapter 2Gaurav AgarwalNoch keine Bewertungen
- Chapter 1Dokument5 SeitenChapter 1Gaurav AgarwalNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- MD 2 MidtermDokument31 SeitenMD 2 MidtermRea Rebenque100% (1)
- Monitoring:: Steps of Adding New SiteDokument8 SeitenMonitoring:: Steps of Adding New SiteMohammad ZakoutNoch keine Bewertungen
- Research Proposal PHDDokument19 SeitenResearch Proposal PHDSuleiman Mukhtar100% (2)
- NMMT City Bus SystemDokument3 SeitenNMMT City Bus Systemharish guptaNoch keine Bewertungen
- Ficha-Tecnica-Tuberia MechDokument2 SeitenFicha-Tecnica-Tuberia MechCarlos salazarNoch keine Bewertungen
- Watercolor SecretsDokument60 SeitenWatercolor Secretsmissdoisneau98% (47)
- The Online Math Open Fall Contest December 4-15, 2020Dokument8 SeitenThe Online Math Open Fall Contest December 4-15, 2020Raghav GoelNoch keine Bewertungen
- TotSK 3.0Dokument22 SeitenTotSK 3.0PedroNoch keine Bewertungen
- Orchestral Recording, January 2006Dokument10 SeitenOrchestral Recording, January 2006Rhys WilliamsNoch keine Bewertungen
- Chapter 3 Deflection of Beams - Conjugate Beam MethodDokument6 SeitenChapter 3 Deflection of Beams - Conjugate Beam MethodMbali MagagulaNoch keine Bewertungen
- PrionDokument22 SeitenPrionAnushkaNoch keine Bewertungen
- Sunday Afternoon, October 27, 2013: TechnologyDokument283 SeitenSunday Afternoon, October 27, 2013: TechnologyNatasha MyersNoch keine Bewertungen
- Attacks On Cryptosystems PDFDokument18 SeitenAttacks On Cryptosystems PDFUjjayanta BhaumikNoch keine Bewertungen
- Aabroo Recyclable Waste Program Survey: 1. Demographic InformationDokument2 SeitenAabroo Recyclable Waste Program Survey: 1. Demographic InformationIqra KhaliqNoch keine Bewertungen
- Alzheimer's Disease Inhalational Alzheimer's Disease An UnrecognizedDokument10 SeitenAlzheimer's Disease Inhalational Alzheimer's Disease An UnrecognizednikoknezNoch keine Bewertungen
- Agricultural Machinery in PakistanDokument19 SeitenAgricultural Machinery in PakistanBadar NiaziNoch keine Bewertungen
- Brenda Patton Guided Reflection QuestionsDokument3 SeitenBrenda Patton Guided Reflection QuestionsCameron JanzenNoch keine Bewertungen
- LH514 - OkokDokument6 SeitenLH514 - OkokVictor Yañez Sepulveda100% (1)
- Lecture Notes Unit-1 (Network Operating System) : Session: 2021-22Dokument17 SeitenLecture Notes Unit-1 (Network Operating System) : Session: 2021-22Pradeep BediNoch keine Bewertungen
- BSN Curriculum 2012Dokument1 SeiteBSN Curriculum 2012Joana Bless PereyNoch keine Bewertungen
- Identifying - Explaining Brake System FunctionsDokument39 SeitenIdentifying - Explaining Brake System FunctionsJestoni100% (1)
- Eureka Forbes ReportDokument75 SeitenEureka Forbes ReportUjjval Jain0% (1)
- Ebook PDF Conceptual Physical Science 6th Edition PDFDokument41 SeitenEbook PDF Conceptual Physical Science 6th Edition PDFamy.martin707100% (37)
- GP 24-21 - Fire Hazard AnalysisDokument53 SeitenGP 24-21 - Fire Hazard AnalysisJohn DryNoch keine Bewertungen
- Massimo Cacciari, 1994. The Necessary AngelDokument133 SeitenMassimo Cacciari, 1994. The Necessary AngelAbner J ColmenaresNoch keine Bewertungen
- IJETR022563Dokument5 SeitenIJETR022563erpublicationNoch keine Bewertungen
- ME 175A Midterm SolutionsDokument4 SeitenME 175A Midterm SolutionsDavid ChonNoch keine Bewertungen
- Drainage BasinsDokument4 SeitenDrainage BasinsDannySP10100% (1)
- Multilicative ABC IndexDokument6 SeitenMultilicative ABC IndexBalachandranNoch keine Bewertungen
- Soal Pat Bahasa Inggris Kelas 5Dokument5 SeitenSoal Pat Bahasa Inggris Kelas 5Tini Bastuti Joyolaksono100% (1)