Das könnte Ihnen auch gefallen
- What Is Crankshaf1Dokument9 SeitenWhat Is Crankshaf1Dhananjay NagareNoch keine Bewertungen
- Running Gear of Diesel Engines: Crankshaft, Main Bearings, Lubrication SystemDokument26 SeitenRunning Gear of Diesel Engines: Crankshaft, Main Bearings, Lubrication SystemAlaine Jan de Tablan100% (2)
- Analysis of Crank ShaftDokument10 SeitenAnalysis of Crank Shaftvenkatesh konigapoguNoch keine Bewertungen
- D_A_M_03_crankshaft_design-02Dokument29 SeitenD_A_M_03_crankshaft_design-02Twite_Daniel2Noch keine Bewertungen
- Crankshaft Construction DesignDokument10 SeitenCrankshaft Construction DesignChockalingam AthilingamNoch keine Bewertungen
- Engine Construction 2Dokument30 SeitenEngine Construction 2collins arogoNoch keine Bewertungen
- Crankshaft 1Dokument7 SeitenCrankshaft 1Jitendra KumarNoch keine Bewertungen
- MCE 4780: Mechanical Engineering Lab 1: Fahim Shahrier, 160011052, MCE 16, Group B 2nd February 2020Dokument19 SeitenMCE 4780: Mechanical Engineering Lab 1: Fahim Shahrier, 160011052, MCE 16, Group B 2nd February 2020Fahim ShahrierNoch keine Bewertungen
- PPD ReportingDokument46 SeitenPPD ReportingFernando CruzNoch keine Bewertungen
- Crankshaft InfoDokument4 SeitenCrankshaft InfoerickNoch keine Bewertungen
- Bearings & Deflections - 1Dokument41 SeitenBearings & Deflections - 1Glen MacNoch keine Bewertungen
- Differences Between Crosshead and Trunk EnginesDokument12 SeitenDifferences Between Crosshead and Trunk Engineshpss77Noch keine Bewertungen
- UntitledDokument44 SeitenUntitledWondwosen FriewNoch keine Bewertungen
- Clutch DesignDokument12 SeitenClutch Designmos3ad2006Noch keine Bewertungen
- Motor Short AnswersDokument97 SeitenMotor Short AnswersRachitNoch keine Bewertungen
- Make Piston ModelDokument8 SeitenMake Piston ModelSaurabh AwacharNoch keine Bewertungen
- LP-4 Crankshaft Balance DoneDokument3 SeitenLP-4 Crankshaft Balance DoneKashif UsmanNoch keine Bewertungen
- Diesel Engine ConstructionDokument42 SeitenDiesel Engine Constructionanon_322442463100% (1)
- Design and Analysis of Crankshaft of Single Cylinder 4 Stroke C.I EngineDokument13 SeitenDesign and Analysis of Crankshaft of Single Cylinder 4 Stroke C.I EnginePratyush Pankaj SrivastavaNoch keine Bewertungen
- Diesel Engine ConstructionDokument53 SeitenDiesel Engine ConstructionLasse HansenNoch keine Bewertungen
- Connecting RodDokument8 SeitenConnecting RodSubham Badhyal50% (2)
- WL 00200 5 T7-8 de enDokument20 SeitenWL 00200 5 T7-8 de enrwva20Noch keine Bewertungen
- Answers Class 2 2017 OctDokument21 SeitenAnswers Class 2 2017 OctThusitha DalpathaduNoch keine Bewertungen
- Minor ProjectDokument7 SeitenMinor ProjectNeeraj Tiwari100% (1)
- Crankshaft TerminologyDokument16 SeitenCrankshaft TerminologySathistrnpcNoch keine Bewertungen
- ClutchDokument5 SeitenClutchyudhisthar0110% (1)
- Geometry and Dimensional Tolerances of Engine BearingsDokument8 SeitenGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlNoch keine Bewertungen
- Crank Shaft: Software Used-Catia V5R20 Submitted To Submitted byDokument47 SeitenCrank Shaft: Software Used-Catia V5R20 Submitted To Submitted byYaman Saluja0% (1)
- Crankshaft, crosshead and bearing constructionDokument47 SeitenCrankshaft, crosshead and bearing constructionMeghanath Adkonkar0% (1)
- Design & Shape Optimization of Connecting Rod Using FEA: A ReviewDokument6 SeitenDesign & Shape Optimization of Connecting Rod Using FEA: A ReviewerpublicationNoch keine Bewertungen
- Essential features of a dumper vehicleDokument20 SeitenEssential features of a dumper vehicleDileep Kumar Manjhi100% (1)
- Shaft Bearings: Plain and Tilting Pad BearingsDokument3 SeitenShaft Bearings: Plain and Tilting Pad Bearingsbadppl100% (1)
- Cross Head BearingsDokument14 SeitenCross Head BearingsjohansolNoch keine Bewertungen
- Piston - WikipediaDokument30 SeitenPiston - WikipediaLAliNoch keine Bewertungen
- Crankshaft Definition, Structure and FunctionDokument5 SeitenCrankshaft Definition, Structure and Functionnguyen xuan minhNoch keine Bewertungen
- 2 Stroke Diesel Engine Components-1Dokument72 Seiten2 Stroke Diesel Engine Components-1EdemNoch keine Bewertungen
- ShaftingDokument3 SeitenShafting41vaibhavNoch keine Bewertungen
- Reciprocating CompressorDokument7 SeitenReciprocating CompressorAlphy Thomas100% (1)
- Type of CrankshaftsDokument3 SeitenType of Crankshaftsmister_no34Noch keine Bewertungen
- Mot29 07 1399Dokument14 SeitenMot29 07 1399Mobin GhariNoch keine Bewertungen
- Overall Arrangement: Description of The Salient PartsDokument6 SeitenOverall Arrangement: Description of The Salient PartsJitendra KumarNoch keine Bewertungen
- Choosing The Perfect Performance CamshaftDokument9 SeitenChoosing The Perfect Performance CamshaftDesotoJoe100% (1)
- Basic Two-Stroke TuningDokument9 SeitenBasic Two-Stroke TuningAdyNoch keine Bewertungen
- Engine ComponentsDokument31 SeitenEngine ComponentsKyle Caducio100% (1)
- What When How - Com Cylinder Block AutomobileDokument19 SeitenWhat When How - Com Cylinder Block AutomobilerameshgmorayNoch keine Bewertungen
- Basic Two Stroke Tuning by Eric Gorr (I Think)Dokument7 SeitenBasic Two Stroke Tuning by Eric Gorr (I Think)Dr DNoch keine Bewertungen
- CONNECTING RODS: TRANSMITTING MOTION IN ENGINESDokument10 SeitenCONNECTING RODS: TRANSMITTING MOTION IN ENGINESsai venkata phanindra charyNoch keine Bewertungen
- Ch2Dokument34 SeitenCh2papipapiiNoch keine Bewertungen
- Camshaft CatalogDokument6 SeitenCamshaft CatalogAhmedNoch keine Bewertungen
- 2 Stroke TuningDokument6 Seiten2 Stroke TuningRahul NakheNoch keine Bewertungen
- Mechanics of Textile Machinery ContentDokument59 SeitenMechanics of Textile Machinery ContentPARAMASIVAM SNoch keine Bewertungen
- Designing Connecting Rods in Creo and CATIADokument26 SeitenDesigning Connecting Rods in Creo and CATIAAbijit GudaNoch keine Bewertungen
- BearingsDokument3 SeitenBearingsChristopher GarciaNoch keine Bewertungen
- CrankShaft PDFDokument4 SeitenCrankShaft PDFYASHWARDHAN SAHI0% (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsVon EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsBewertung: 4 von 5 Sternen4/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceVon EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNoch keine Bewertungen
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesVon EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesBewertung: 5 von 5 Sternen5/5 (1)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsVon EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsBewertung: 5 von 5 Sternen5/5 (1)
- PT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Mar 2022 SD 25 Apr 2022)Dokument7 SeitenPT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Mar 2022 SD 25 Apr 2022)muchamad luthfi aliNoch keine Bewertungen
- PT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Mar 2022 SD 22 Apr 2022)Dokument7 SeitenPT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Mar 2022 SD 22 Apr 2022)muchamad luthfi aliNoch keine Bewertungen
- Aasb 2010-3 2010 (En) PDFDokument14 SeitenAasb 2010-3 2010 (En) PDFmgamal1080Noch keine Bewertungen
- PT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Dec 2020 SD 25 Jan 2021)Dokument7 SeitenPT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Dec 2020 SD 25 Jan 2021)muchamad luthfi aliNoch keine Bewertungen
- Api 5L GR.BDokument12 SeitenApi 5L GR.Bmuchamad luthfi aliNoch keine Bewertungen
- Api 5L GR.BDokument12 SeitenApi 5L GR.Bmuchamad luthfi aliNoch keine Bewertungen
- PT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Dec 2020 SD 25 Jan 2021)Dokument7 SeitenPT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Dec 2020 SD 25 Jan 2021)muchamad luthfi aliNoch keine Bewertungen
- SERTIFIKAT DRTI SERIES 2 Muchamad Luthfi AliDokument1 SeiteSERTIFIKAT DRTI SERIES 2 Muchamad Luthfi Alimuchamad luthfi aliNoch keine Bewertungen
- SpringDokument3 SeitenSpringmuchamad luthfi aliNoch keine Bewertungen
- The Ignition Point For Some Common Fuels and Chemicals Butane, Coke, Hydrogen, Petroleum and MoreDokument3 SeitenThe Ignition Point For Some Common Fuels and Chemicals Butane, Coke, Hydrogen, Petroleum and Moremuchamad luthfi aliNoch keine Bewertungen
- The Ignition Point For Some Common Fuels and Chemicals Butane, Coke, Hydrogen, Petroleum and MoreDokument3 SeitenThe Ignition Point For Some Common Fuels and Chemicals Butane, Coke, Hydrogen, Petroleum and Moremuchamad luthfi aliNoch keine Bewertungen
- 004 11 PDFDokument6 Seiten004 11 PDFmuchamad luthfi aliNoch keine Bewertungen
- Secondary Stage: Strain (ε)Dokument2 SeitenSecondary Stage: Strain (ε)muchamad luthfi aliNoch keine Bewertungen
- Kep Mentamben No 300 K 38 M Pe 1997Dokument18 SeitenKep Mentamben No 300 K 38 M Pe 1997muchamad luthfi aliNoch keine Bewertungen
- Crankshafts Are Under Stress and Vibration by Their Very Nature of DesignDokument1 SeiteCrankshafts Are Under Stress and Vibration by Their Very Nature of Designmuchamad luthfi aliNoch keine Bewertungen
- CrankshaftDokument9 SeitenCrankshaftmuchamad luthfi aliNoch keine Bewertungen
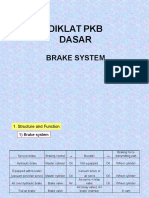
- Brake SystemDokument77 SeitenBrake Systemmuchamad luthfi aliNoch keine Bewertungen
- DemarcationDokument4 SeitenDemarcationpradz4Noch keine Bewertungen
- Chapter 19 - Managing Personal CommunicationDokument37 SeitenChapter 19 - Managing Personal CommunicationAmit Thapa100% (2)
- High Surge Energy Non-Inductive Compact Size: U Series ResistorsDokument2 SeitenHigh Surge Energy Non-Inductive Compact Size: U Series ResistorsYouness Ben TibariNoch keine Bewertungen
- Value Chain Engineering Assignemnt IIDokument22 SeitenValue Chain Engineering Assignemnt IImaria50% (2)
- Types of Wind Turbines - Horizontal Axis and Vertical Axis ComparedDokument1 SeiteTypes of Wind Turbines - Horizontal Axis and Vertical Axis Comparedmendhi123Noch keine Bewertungen
- Al Washali2016Dokument17 SeitenAl Washali2016tomi wirawanNoch keine Bewertungen
- The Electromagnetic Spectrum: Multiple ChoiceDokument10 SeitenThe Electromagnetic Spectrum: Multiple ChoiceVannie MonderoNoch keine Bewertungen
- Line Differential Protection and Control RED615: Product GuideDokument32 SeitenLine Differential Protection and Control RED615: Product GuidebrahimNoch keine Bewertungen
- Obia7963cert Matrix 395521Dokument22 SeitenObia7963cert Matrix 395521Venkatakishore ChNoch keine Bewertungen
- Techsheet ZerowasteDokument2 SeitenTechsheet ZerowastesunillimayeNoch keine Bewertungen
- STAAD Structural Analysis Software DocumentDokument84 SeitenSTAAD Structural Analysis Software DocumentSabu Abdul NoorNoch keine Bewertungen
- ROSON Dental Accessories Price List-2019Dokument83 SeitenROSON Dental Accessories Price List-2019Anonymous XCJkPuVNoch keine Bewertungen
- Wind MachinesDokument34 SeitenWind Machinesjeswin johnsonNoch keine Bewertungen
- Jinal Black BookDokument7 SeitenJinal Black Bookhardik patel0% (1)
- Research and Practice in HRM - Sept 8Dokument9 SeitenResearch and Practice in HRM - Sept 8drankitamayekarNoch keine Bewertungen
- Right ShipDokument25 SeitenRight ShipEmmNoch keine Bewertungen
- Space Exploration-DebateDokument2 SeitenSpace Exploration-Debateadhil afsalNoch keine Bewertungen
- Bhopal Gas Tragedy Case StudyDokument10 SeitenBhopal Gas Tragedy Case StudyAbhijith MadabhushiNoch keine Bewertungen
- Accidentally Pulled A Remote Branch Into Different Local Branch - How To Undo The Pull?: GitDokument4 SeitenAccidentally Pulled A Remote Branch Into Different Local Branch - How To Undo The Pull?: GitEdouard Francis Dufour DarbellayNoch keine Bewertungen
- Zero Energy Architecture-2Dokument45 SeitenZero Energy Architecture-2Avjeet SinghNoch keine Bewertungen
- CIRCULAR WATER TANK DESIGN-Layout1 AkhilDokument1 SeiteCIRCULAR WATER TANK DESIGN-Layout1 AkhilVENKAT KALYANNoch keine Bewertungen
- X-Arcade Tankstick Manual USADokument13 SeitenX-Arcade Tankstick Manual USAmight69Noch keine Bewertungen
- KTS Quotation Meidan Building Plumbing Works PDFDokument1 SeiteKTS Quotation Meidan Building Plumbing Works PDFShakeel Ahmad100% (1)
- Tutorial DataGeosis Office EspañolmtdDokument205 SeitenTutorial DataGeosis Office Españolmtdramm70Noch keine Bewertungen
- Form-HSE-TMR-006 Compressor, Genzet, Water Jet InspectionDokument2 SeitenForm-HSE-TMR-006 Compressor, Genzet, Water Jet Inspectionkenia infoNoch keine Bewertungen
- Electronically Controlled On-Demand 4WDDokument32 SeitenElectronically Controlled On-Demand 4WDjulio797Noch keine Bewertungen
- Tim'S Tinkerings: My Ikea Billy' Bookcase Hack For Under $500Dokument1 SeiteTim'S Tinkerings: My Ikea Billy' Bookcase Hack For Under $500Jolgra PokerNoch keine Bewertungen
- UA Checkliste VPD Verfahren enDokument3 SeitenUA Checkliste VPD Verfahren enBharadwaja ReddyNoch keine Bewertungen
- Table of Specification (Automated) v1Dokument1 SeiteTable of Specification (Automated) v1Ar WinNoch keine Bewertungen
- Enterprise, Innovation Creativity 2018-19 S3 CourseworkDokument7 SeitenEnterprise, Innovation Creativity 2018-19 S3 CourseworkSajidNoch keine Bewertungen