Das könnte Ihnen auch gefallen
- Lessonplanstdpt280 NightclassDokument24 SeitenLessonplanstdpt280 Nightclassapi-356462562Noch keine Bewertungen
- 3d PrintingDokument10 Seiten3d Printingapi-356462562Noch keine Bewertungen
- NchandoutmillDokument6 SeitenNchandoutmillapi-356462562Noch keine Bewertungen
- Lasercutting EngravingsystemsDokument8 SeitenLasercutting Engravingsystemsapi-356462562Noch keine Bewertungen
- 280 Finalsp 2017Dokument10 Seiten280 Finalsp 2017api-356462562Noch keine Bewertungen
- Tdpt280-S2017-Week1 Week6-NotesDokument4 SeitenTdpt280-S2017-Week1 Week6-Notesapi-356462562Noch keine Bewertungen
- NclatheDokument16 SeitenNclatheapi-356462562Noch keine Bewertungen
- tdpt280 Major-Assignments and Due-DatesDokument1 Seitetdpt280 Major-Assignments and Due-Datesapi-356462562Noch keine Bewertungen
- Rapid Prototyping Laboratory Environmental PlanDokument2 SeitenRapid Prototyping Laboratory Environmental Planapi-356462562Noch keine Bewertungen
- Grid Portrait Letter 4 NoindexDokument1 SeiteGrid Portrait Letter 4 Noindexapi-356462562Noch keine Bewertungen
- At141-Rapidprototyping-Labschedule sp2017Dokument1 SeiteAt141-Rapidprototyping-Labschedule sp2017api-356462562Noch keine Bewertungen
- Self EvaluationDokument9 SeitenSelf Evaluationapi-356462562Noch keine Bewertungen
- Copyright Laws and Course DesignDokument10 SeitenCopyright Laws and Course Designapi-356462562Noch keine Bewertungen
- Annotated Bibliography-W-Critical ReviewDokument24 SeitenAnnotated Bibliography-W-Critical Reviewapi-356462562Noch keine Bewertungen
- Content Paper 1 of 2 LasersDokument10 SeitenContent Paper 1 of 2 Lasersapi-356462562Noch keine Bewertungen
- Interview PaperDokument25 SeitenInterview Paperapi-356462562Noch keine Bewertungen
- Content Paper 2 of 2 3d-PrintersDokument10 SeitenContent Paper 2 of 2 3d-Printersapi-356462562Noch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- ME137L 2 A14 Report TopicsDokument1 SeiteME137L 2 A14 Report TopicsHaveOfControlNoch keine Bewertungen
- Milling Example 2010-PolarDokument18 SeitenMilling Example 2010-PolarShamsir Ibni ShukriNoch keine Bewertungen
- G y M Codes HAAS TORNO MejoradoDokument2 SeitenG y M Codes HAAS TORNO MejoradoKevin AlvarezNoch keine Bewertungen
- 500 Mechanical Sy MP-I Smart QuestionsDokument23 Seiten500 Mechanical Sy MP-I Smart QuestionsGeorge CamachoNoch keine Bewertungen
- Ps 4101Mini-Wood-LatheDokument1 SeitePs 4101Mini-Wood-LatheAbu Mejza'atNoch keine Bewertungen
- 05 - Milling Operations in The Lathe - TextDokument64 Seiten05 - Milling Operations in The Lathe - Textslade_fanNoch keine Bewertungen
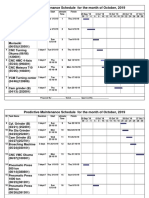
- Predictive Maintenance Schedule For The Month of October, 2019Dokument7 SeitenPredictive Maintenance Schedule For The Month of October, 2019Usama Elec15Noch keine Bewertungen
- Eurotech 735 Lathes SeriesDokument7 SeitenEurotech 735 Lathes SeriesCNC SYSTEMSNoch keine Bewertungen
- Emco Unimat SL All AccessoriesDokument16 SeitenEmco Unimat SL All AccessoriesKuso199592% (12)
- PDF File of Machine Shop Report PDFDokument8 SeitenPDF File of Machine Shop Report PDFNur Akmal100% (1)
- VMC Programing ManualDokument171 SeitenVMC Programing Manualsujoylud100% (2)
- Introduction To The Lathe Machine-M3 - ADokument17 SeitenIntroduction To The Lathe Machine-M3 - ASagar JaatNoch keine Bewertungen
- Clone CNC MillingDokument11 SeitenClone CNC MillingAmir Fikri AmranNoch keine Bewertungen
- 03 Ladder Diagram Rev.04Dokument202 Seiten03 Ladder Diagram Rev.04Lam PhamNoch keine Bewertungen
- CNC MachinesDokument26 SeitenCNC MachinesRahul KumarNoch keine Bewertungen
- Krishna Engineering College Department of Mechanical EngineeringDokument4 SeitenKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiNoch keine Bewertungen
- Lathe Is A Machine, Which Removes The Metal From A Piece of Work To The Required Shape &sizeDokument14 SeitenLathe Is A Machine, Which Removes The Metal From A Piece of Work To The Required Shape &sizeabuziad1234Noch keine Bewertungen
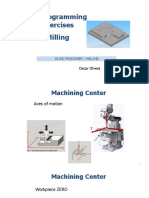
- 10 CNC Prog Exerc - Milling PDFDokument29 Seiten10 CNC Prog Exerc - Milling PDFMaritza RuizNoch keine Bewertungen
- Milling MachineDokument6 SeitenMilling MachineAnand BalajiNoch keine Bewertungen
- General Purpose Machine Tools - SpalDokument33 SeitenGeneral Purpose Machine Tools - SpalmecoolguysNoch keine Bewertungen
- Special Purpose Machines (SPM)Dokument3 SeitenSpecial Purpose Machines (SPM)Kamendra KumarNoch keine Bewertungen
- Workpiece Tool Clamping NANNDokument4 SeitenWorkpiece Tool Clamping NANNyraju88Noch keine Bewertungen
- Emco Unimat Lathe AccessoriesDokument1 SeiteEmco Unimat Lathe Accessoriesjose garofanoNoch keine Bewertungen
- Down Time Report 2022Dokument32 SeitenDown Time Report 2022Arief RakhmadNoch keine Bewertungen
- Chapter4 MILLINGDokument27 SeitenChapter4 MILLINGgsudhanta1604Noch keine Bewertungen
- Chapter 1Dokument94 SeitenChapter 1rethinamkNoch keine Bewertungen
- Lathe MachineDokument92 SeitenLathe Machinesarin sukumaranNoch keine Bewertungen
- Lathe - Exercise 2014Dokument8 SeitenLathe - Exercise 2014Ramesh VajramNoch keine Bewertungen
- MillingDokument12 SeitenMillingsviswaNoch keine Bewertungen
- Lathe MachineDokument25 SeitenLathe MachineAbhimanyu SinghNoch keine Bewertungen