Das könnte Ihnen auch gefallen
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGVon EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNoch keine Bewertungen
- Care Maintenance and HPLC Column TroubleshootingDokument52 SeitenCare Maintenance and HPLC Column TroubleshootingducngoctrinhNoch keine Bewertungen
- 1110 ValvesDokument6 Seiten1110 ValvescamiloviviNoch keine Bewertungen
- Proline Plus Reverse Osmosis System Generic ManualDokument28 SeitenProline Plus Reverse Osmosis System Generic ManualRiccardo Grutteria50% (2)
- Griffco Glass Calibration ColumnDokument2 SeitenGriffco Glass Calibration ColumnIDA HAMIDAHNoch keine Bewertungen
- Care Maintenance and HPLC Column TroubleshootingDokument52 SeitenCare Maintenance and HPLC Column TroubleshootingJuan R MartinezNoch keine Bewertungen
- HPLC User Maintenance and TroubleshootingDokument49 SeitenHPLC User Maintenance and TroubleshootingFelipe AndrinoNoch keine Bewertungen
- Cleaning or Exchanging The Outlet Ball Valve: Pump MaintenanceDokument1 SeiteCleaning or Exchanging The Outlet Ball Valve: Pump MaintenancesarasaNoch keine Bewertungen
- HPLC Trouble ShootingDokument47 SeitenHPLC Trouble Shootingtamilsam1986Noch keine Bewertungen
- Microsoft PowerPoint - ECM660 III Hyd Info Read-OnlyDokument32 SeitenMicrosoft PowerPoint - ECM660 III Hyd Info Read-OnlyJannie van Staden100% (2)
- 660III HYD CircuitDokument32 Seiten660III HYD CircuitaugustoNoch keine Bewertungen
- Series 100 ValvesDokument36 SeitenSeries 100 ValvesCarlos Rovello GandoNoch keine Bewertungen
- Chapter 12: Proportional Directional Control: ObjectivesDokument12 SeitenChapter 12: Proportional Directional Control: ObjectivesSangmin KimNoch keine Bewertungen
- Flow Control Valves: Hydraulic ComponentsDokument28 SeitenFlow Control Valves: Hydraulic ComponentsMohamed IbrahimNoch keine Bewertungen
- Lotus Service Notes Section QHDokument8 SeitenLotus Service Notes Section QHBobNoch keine Bewertungen
- C&e Chemequip MasterseaDokument2 SeitenC&e Chemequip MasterseaJoseNoch keine Bewertungen
- 04-Unit - Force Feed Lubrication SystemDokument38 Seiten04-Unit - Force Feed Lubrication SystemKavi BhandariNoch keine Bewertungen
- Directional Control ValvesDokument7 SeitenDirectional Control ValvesrabbitpummNoch keine Bewertungen
- 7890 Chemstation Workshop - 101-200Dokument100 Seiten7890 Chemstation Workshop - 101-200Duy DangNoch keine Bewertungen
- Cavitation in Valves: White PaperDokument6 SeitenCavitation in Valves: White PaperLuis Daniel ContrerasNoch keine Bewertungen
- CF Sampling Solutions.02Dokument19 SeitenCF Sampling Solutions.02Patrick FoNoch keine Bewertungen
- Manual - Vacuum Pump WRP25Dokument20 SeitenManual - Vacuum Pump WRP25juaanxpoonceNoch keine Bewertungen
- Pressure Regulator Valve Kit: GM 6L45, 6L50, 6L80, 6L90Dokument2 SeitenPressure Regulator Valve Kit: GM 6L45, 6L50, 6L80, 6L90Mohamed AhmedNoch keine Bewertungen
- Valve Training Presentation (Trim Revised)Dokument40 SeitenValve Training Presentation (Trim Revised)p2pcreep100% (1)
- Valve and TestingDokument40 SeitenValve and TestingRizwan FaridNoch keine Bewertungen
- SOLTRAK - Informacion Tecnica - Carro de Filtracion Portatil TC SERIES - Marca DESCASEDokument4 SeitenSOLTRAK - Informacion Tecnica - Carro de Filtracion Portatil TC SERIES - Marca DESCASEANA MARIA MEZA SANABRIANoch keine Bewertungen
- PAL MaintenanceDokument4 SeitenPAL MaintenanceLucas PrimaniNoch keine Bewertungen
- 90 Series ManualDokument13 Seiten90 Series ManualJL Z AvilesNoch keine Bewertungen
- 90 Series Manual PDFDokument13 Seiten90 Series Manual PDFHoney KumarNoch keine Bewertungen
- Dorot S100Dokument36 SeitenDorot S100joseph katongoNoch keine Bewertungen
- SelectionDokument20 SeitenSelectionJoséEnriqueSosaNoch keine Bewertungen
- RTTS Forced Circulation Valve and RTTS Positive Circulating ValveDokument14 SeitenRTTS Forced Circulation Valve and RTTS Positive Circulating ValveMohamed ShafieNoch keine Bewertungen
- CNR-2S - (1.5,3,5) P-6M Crude & Refined Product Sampler System Support ManualDokument38 SeitenCNR-2S - (1.5,3,5) P-6M Crude & Refined Product Sampler System Support ManualDiego Nicolás FERNANDEZNoch keine Bewertungen
- TIB 031104 Hyd Sys PurgeDokument2 SeitenTIB 031104 Hyd Sys Purgejesus_rs01Noch keine Bewertungen
- GROUP 5 EPPR (Electro Proportional Pressure Reducing) VALVEDokument3 SeitenGROUP 5 EPPR (Electro Proportional Pressure Reducing) VALVERiahi RezegNoch keine Bewertungen
- BOP Control System Calculation Sheet PDFDokument8 SeitenBOP Control System Calculation Sheet PDFAlecs Nedea100% (1)
- Fluid Report Spongbob SquarepantsDokument64 SeitenFluid Report Spongbob SquarepantsGehad EssamNoch keine Bewertungen
- Hatlapa L50, L80Dokument2 SeitenHatlapa L50, L80hao100% (1)
- R55-9 1Dokument57 SeitenR55-9 1hungNoch keine Bewertungen
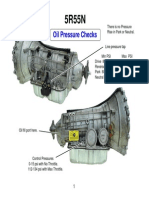
- 5r55n How-To-Fix-ItDokument87 Seiten5r55n How-To-Fix-ItDavid Chalker100% (14)
- Features & Options: Main Dimensions Hydraulic DiagramDokument2 SeitenFeatures & Options: Main Dimensions Hydraulic DiagramGerman BetancurNoch keine Bewertungen
- Section 2 Structure and FunctionDokument6 SeitenSection 2 Structure and FunctionالمهندسوليدالطويلNoch keine Bewertungen
- Trouble Shooting Pompa DosingDokument64 SeitenTrouble Shooting Pompa DosingsunanNoch keine Bewertungen
- CF Hydraulic Sampling Products.01Dokument18 SeitenCF Hydraulic Sampling Products.01Patrick FoNoch keine Bewertungen
- Chapter 11: Poppet Style Flow Controls: ObjectivesDokument16 SeitenChapter 11: Poppet Style Flow Controls: ObjectivesSangmin KimNoch keine Bewertungen
- LPG - Dispenser, Base TrainingDokument30 SeitenLPG - Dispenser, Base TrainingPaco MorenoNoch keine Bewertungen
- Model 54's 2" Thru 12": Eccentric Check Valves Flo-E-Centric Installation Instructions Flomatic CorporationDokument2 SeitenModel 54's 2" Thru 12": Eccentric Check Valves Flo-E-Centric Installation Instructions Flomatic CorporationMASOUDNoch keine Bewertungen
- Section 2 Structure and FunctionDokument9 SeitenSection 2 Structure and FunctionالمهندسوليدالطويلNoch keine Bewertungen
- SF 6721 PDFDokument10 SeitenSF 6721 PDFSamuel Frank VejarNoch keine Bewertungen
- 2.structure and FunctionDokument30 Seiten2.structure and FunctionOscar Tello HuaripataNoch keine Bewertungen
- CAT - Feedwater Protection SystemDokument11 SeitenCAT - Feedwater Protection SystemMurli RamchandranNoch keine Bewertungen
- Montacarga Eléctrico 25bt HyundaiDokument24 SeitenMontacarga Eléctrico 25bt HyundaimichaelshelterNoch keine Bewertungen
- 5R55N/W/S: Ause OmplaintDokument1 Seite5R55N/W/S: Ause Omplaintalex5101Noch keine Bewertungen
- 005 - Cat 6040AC - CAMP SIL BCS4 - Tank Pumps PMSDokument21 Seiten005 - Cat 6040AC - CAMP SIL BCS4 - Tank Pumps PMSJorby CuadrosNoch keine Bewertungen
- 大型蓄能器Dokument39 Seiten大型蓄能器HayLenLeeNoch keine Bewertungen
- Data Sheet TB 14B: DIN and ANSI-VersionDokument10 SeitenData Sheet TB 14B: DIN and ANSI-VersionMostafa ShipishlyNoch keine Bewertungen
- F4EAT (F4AEL) Sonnax BulletinDokument2 SeitenF4EAT (F4AEL) Sonnax BulletinAndrés Caleb Blanco Guzman100% (4)
- INSTALACION Valvula Reguladora de PresionDokument2 SeitenINSTALACION Valvula Reguladora de Presionfabian cardenasNoch keine Bewertungen
- Pfeiffer: Series 14b / Series 14cDokument8 SeitenPfeiffer: Series 14b / Series 14ctree_99Noch keine Bewertungen
- Senthamizh Selvan: International Flavors & Fragrances IncDokument2 SeitenSenthamizh Selvan: International Flavors & Fragrances IncFls Fernando Fls LopesNoch keine Bewertungen
- Ureia P (Dimethylamino) BenzaldehydeDokument8 SeitenUreia P (Dimethylamino) BenzaldehydeFls Fernando Fls LopesNoch keine Bewertungen
- BASIC SKILLS TRAINING GUIDE - HPLC Method Development and Validation - An OverviewDokument42 SeitenBASIC SKILLS TRAINING GUIDE - HPLC Method Development and Validation - An OverviewFls Fernando Fls LopesNoch keine Bewertungen
- Method Development: A Guide To BasicsDokument4 SeitenMethod Development: A Guide To BasicsFls Fernando Fls LopesNoch keine Bewertungen
- Chapter 5 Retention Mechanisms in Different HPLC Types 2013 Essentials in Modern HPLC SeparationsDokument46 SeitenChapter 5 Retention Mechanisms in Different HPLC Types 2013 Essentials in Modern HPLC SeparationsCrystyRojasNoch keine Bewertungen
- Determining The Molar Mass of Sodium Alginate by Size Exclusion Chromatography With Multi-Angle Light Scattering Detection (SEC-MALS)Dokument6 SeitenDetermining The Molar Mass of Sodium Alginate by Size Exclusion Chromatography With Multi-Angle Light Scattering Detection (SEC-MALS)masoudNoch keine Bewertungen
- HPLC ColumnDokument4 SeitenHPLC ColumnfalconeersNoch keine Bewertungen
- Misleading Measures in Vitamin D Analysis: A Novel LC-MS/MS Assay To Account For Epimers and IsobarsDokument9 SeitenMisleading Measures in Vitamin D Analysis: A Novel LC-MS/MS Assay To Account For Epimers and IsobarsBunga Tri AmandaNoch keine Bewertungen
- Petrochem Engineering ScheDokument158 SeitenPetrochem Engineering ScheDobariya Poonam Dobariya PoonamNoch keine Bewertungen
- Phytochemistry and Separation TechniquesDokument24 SeitenPhytochemistry and Separation TechniquesIdenyi Daniel Ewa EdeNoch keine Bewertungen
- Amino Acid Analysis Using ZORBAX Eclipse AAA ColumnsDokument10 SeitenAmino Acid Analysis Using ZORBAX Eclipse AAA ColumnsMuhammad KhairulnizamNoch keine Bewertungen
- Analytical Chemistry MCQs With Answer KeyDokument11 SeitenAnalytical Chemistry MCQs With Answer KeyMark Ryan Tripole84% (31)
- Zinc Catalyzed Easter Bond CleavageDokument16 SeitenZinc Catalyzed Easter Bond CleavagerubikaNoch keine Bewertungen
- NICERGOLINE EU Pharmacopoeia 6Dokument2 SeitenNICERGOLINE EU Pharmacopoeia 6Laurentiu DinuNoch keine Bewertungen
- Soot in Combustion Systems: and Its Toxic PropertiesDokument428 SeitenSoot in Combustion Systems: and Its Toxic PropertiesMiguel AranaNoch keine Bewertungen
- Articol Stabilitate (2020) LCGC - Namerica - June2020Dokument60 SeitenArticol Stabilitate (2020) LCGC - Namerica - June2020dnarcisroNoch keine Bewertungen
- Evaluación Química de LípidosDokument8 SeitenEvaluación Química de LípidosmercedescristobalNoch keine Bewertungen
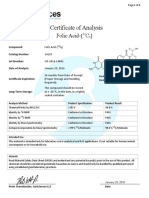
- COADokument4 SeitenCOAMarlina SihalohoNoch keine Bewertungen
- Investigation of Tropicamide and Benzalkonium Chloride Stability Using Liquid ChromatographyDokument10 SeitenInvestigation of Tropicamide and Benzalkonium Chloride Stability Using Liquid Chromatographyliveriya gloryNoch keine Bewertungen
- Development and Validation of New HPLC MDokument6 SeitenDevelopment and Validation of New HPLC Mnhan phamNoch keine Bewertungen
- Physical and Chemical Properties Analysis of Jatropha Curcas Seed Oil For Industrial ApplicationsDokument6 SeitenPhysical and Chemical Properties Analysis of Jatropha Curcas Seed Oil For Industrial ApplicationsAmr TarekNoch keine Bewertungen
- Proforma Invoice: S/N Description Unit CFR Total CFR Chittagong Chittagong Sea (Us$) Sea (Us$)Dokument2 SeitenProforma Invoice: S/N Description Unit CFR Total CFR Chittagong Chittagong Sea (Us$) Sea (Us$)Hossain TanjilaaNoch keine Bewertungen
- Avantor Product Price ListDokument14 SeitenAvantor Product Price ListPradeep KakarNoch keine Bewertungen
- Verification and Calibration of High Performance Liquid ChromatographyDokument14 SeitenVerification and Calibration of High Performance Liquid ChromatographyLyana FasihahNoch keine Bewertungen
- Rapid RP-HPLC Method For The Quantification of Glabridin in Crude Drug and in Polyherbal FormulationDokument6 SeitenRapid RP-HPLC Method For The Quantification of Glabridin in Crude Drug and in Polyherbal Formulationahmetgezer34Noch keine Bewertungen
- Revised USPSystem Suitability ParametersDokument21 SeitenRevised USPSystem Suitability ParametersImas Sumiyati100% (1)
- AN237 LC Benzalkonium Chloride LPN2313 - EDokument6 SeitenAN237 LC Benzalkonium Chloride LPN2313 - EDaniel AgungNoch keine Bewertungen
- Stability of Vitamin C Derivatives in Solution and Topical FormulationsDokument7 SeitenStability of Vitamin C Derivatives in Solution and Topical FormulationsBobbyGunarsoNoch keine Bewertungen
- Io Journal (Cipro and Captopril)Dokument8 SeitenIo Journal (Cipro and Captopril)Kurniasiati RamadhanNoch keine Bewertungen
- Analytical Profiles of Drug Substances and Excipients, Volume 30Dokument322 SeitenAnalytical Profiles of Drug Substances and Excipients, Volume 30Theresia NikenNoch keine Bewertungen
- European Journal of Pharmaceutics and BiopharmaceuticsDokument5 SeitenEuropean Journal of Pharmaceutics and BiopharmaceuticssaprasmiNoch keine Bewertungen
- Determination of Collagen in Cosmetics by HPLCDokument3 SeitenDetermination of Collagen in Cosmetics by HPLCDaniel Camilo CarreñoNoch keine Bewertungen
- Advanced Analytical Chemistry 1 PDFDokument5 SeitenAdvanced Analytical Chemistry 1 PDFHarish TaleleNoch keine Bewertungen
- UntitledDokument369 SeitenUntitledsergio sattaNoch keine Bewertungen