Das könnte Ihnen auch gefallen
- A228A228M-14 Standard Specification For Steel Wire, Music Spring QualityDokument5 SeitenA228A228M-14 Standard Specification For Steel Wire, Music Spring Qualityjavier perezNoch keine Bewertungen
- ASTM A682 2002 Standard Specification For Steel Strip High Carbon Cold Rolled General Requirements PDFDokument8 SeitenASTM A682 2002 Standard Specification For Steel Strip High Carbon Cold Rolled General Requirements PDFNooruddin SadruddinNoch keine Bewertungen
- Surface Vehicle Standard: Rev. SEP81Dokument42 SeitenSurface Vehicle Standard: Rev. SEP81anupthattaNoch keine Bewertungen
- Astm A131 2019 PDFDokument8 SeitenAstm A131 2019 PDFazam RazzaqNoch keine Bewertungen
- A580A580M-15 Standard Specification For Stainless Steel WireDokument5 SeitenA580A580M-15 Standard Specification For Stainless Steel Wiretjt4779Noch keine Bewertungen
- Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricDokument14 SeitenElectrodeposited Coatings On Mechanical Fasteners, Inch and MetricKamal El ShawadfyNoch keine Bewertungen
- Sae Ams 4500h Copper, Sheet, Strip, and PlateDokument6 SeitenSae Ams 4500h Copper, Sheet, Strip, and Platechris nelsonNoch keine Bewertungen
- Asme-B18.5.2.1m (2006)Dokument18 SeitenAsme-B18.5.2.1m (2006)Sergio Rodriguez CamberosNoch keine Bewertungen
- High-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDokument3 SeitenHigh-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessMarcelo BarretosNoch keine Bewertungen
- 2370 Ed1 ENDokument5 Seiten2370 Ed1 ENanhthoNoch keine Bewertungen
- Surface Vehicle Recommended Practice: Rev. FEB2001Dokument10 SeitenSurface Vehicle Recommended Practice: Rev. FEB2001san moedanoNoch keine Bewertungen
- SAE-J995 Steel NutsDokument9 SeitenSAE-J995 Steel Nutsgaso99Noch keine Bewertungen
- A313A313M-13 Standard Specification For Stainless Steel Spring WireDokument8 SeitenA313A313M-13 Standard Specification For Stainless Steel Spring Wiretjt4779Noch keine Bewertungen
- A407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type SpringsDokument3 SeitenA407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type Springstjt4779Noch keine Bewertungen
- Astm A311 - 2015 - ObsoletoDokument4 SeitenAstm A311 - 2015 - ObsoletoRicardo Ricardo100% (1)
- Astm A304 - 12.16Dokument48 SeitenAstm A304 - 12.16gkhn100% (1)
- A231A231M-10 Standard Specification For Chromium-Vanadium Alloy Steel Spring WireDokument4 SeitenA231A231M-10 Standard Specification For Chromium-Vanadium Alloy Steel Spring Wiretjt4779Noch keine Bewertungen
- ASTM A580 2006 Standard Specification For Stainless Steel WireDokument5 SeitenASTM A580 2006 Standard Specification For Stainless Steel WireEidrish Shaikh100% (2)
- AMS5688Dokument7 SeitenAMS5688Federica FiorentiniNoch keine Bewertungen
- Surface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Dokument5 SeitenSurface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Leonardo Gonçalves GomideNoch keine Bewertungen
- Astm B438 - 2013Dokument27 SeitenAstm B438 - 2013iabbas636Noch keine Bewertungen
- Astm A756 PDFDokument3 SeitenAstm A756 PDFCristian OtivoNoch keine Bewertungen
- Ford 970Dokument4 SeitenFord 970amanNoch keine Bewertungen
- Cold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property RequirementsDokument4 SeitenCold-Drawn, Stress-Relieved Carbon Steel Bars Subject To Mechanical Property Requirementssharon blushteinNoch keine Bewertungen
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDokument11 SeitenHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesNilton Santillan OrtegaNoch keine Bewertungen
- Measuring Flatness Characteristics of Steel Sheet Products: Standard Practice ForDokument9 SeitenMeasuring Flatness Characteristics of Steel Sheet Products: Standard Practice Forguillermo aponte100% (1)
- Astm A1063A1063MDokument11 SeitenAstm A1063A1063Mارفع راسك فوق انت يمنيNoch keine Bewertungen
- Aisi 4340 Alloy Steel (Uns g43400)Dokument4 SeitenAisi 4340 Alloy Steel (Uns g43400)LamhotFernandoSihombingNoch keine Bewertungen
- Mil H 25579Dokument22 SeitenMil H 25579Senthil KumarNoch keine Bewertungen
- Sae J451Dokument5 SeitenSae J451Douglas RodriguesNoch keine Bewertungen
- Is 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelDokument11 SeitenIs 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelVISHAL kUMARNoch keine Bewertungen
- A493 00 PDFDokument3 SeitenA493 00 PDFJohano AraújoNoch keine Bewertungen
- F 1789 - 17Dokument15 SeitenF 1789 - 17Acilasac 2018Noch keine Bewertungen
- QQ N 290aDokument17 SeitenQQ N 290aBryan MartinezNoch keine Bewertungen
- B 29 - 14Dokument4 SeitenB 29 - 14ruben carcamoNoch keine Bewertungen
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDokument5 SeitenCopper-Beryllium Alloy Rod and Bar: Standard Specification ForIbtisam Abud100% (2)
- Astm B 134 - 2001Dokument7 SeitenAstm B 134 - 2001zahirNoch keine Bewertungen
- B221M 1388261-1Dokument16 SeitenB221M 1388261-1hh774747Noch keine Bewertungen
- Astm B 455Dokument3 SeitenAstm B 455Reza NooriNoch keine Bewertungen
- A 646 PDFDokument6 SeitenA 646 PDFGustavo SuarezNoch keine Bewertungen
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification ForDokument6 SeitenPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification Foralucard375Noch keine Bewertungen
- Sa 325 PDFDokument12 SeitenSa 325 PDFMo'men Abu-SmaihaNoch keine Bewertungen
- Steel Wire, Carbon, For General UseDokument3 SeitenSteel Wire, Carbon, For General Userobert gridleyNoch keine Bewertungen
- Astm A582 - A582m-22Dokument4 SeitenAstm A582 - A582m-221965karanfil6Noch keine Bewertungen
- Hexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)Dokument15 SeitenHexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)kumar QANoch keine Bewertungen
- Astm B209 B209M (2001)Dokument26 SeitenAstm B209 B209M (2001)Asif ChougleNoch keine Bewertungen
- Astm F837M-16Dokument8 SeitenAstm F837M-16arcadioscoNoch keine Bewertungen
- A623Dokument36 SeitenA623Aleksei AvilaNoch keine Bewertungen
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Dokument13 SeitenNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresNoch keine Bewertungen
- Mil STD 1312BDokument44 SeitenMil STD 1312BgreatsteelNoch keine Bewertungen
- F 31 - 94 R99 - RJMXDokument5 SeitenF 31 - 94 R99 - RJMXAnilNoch keine Bewertungen
- Astm A449 1978Dokument7 SeitenAstm A449 1978rensieoviNoch keine Bewertungen
- A554-15a Standard Specification For Welded Stainless Steel Mechanical TubingDokument5 SeitenA554-15a Standard Specification For Welded Stainless Steel Mechanical TubingChuthaNoch keine Bewertungen
- NAS1169Dokument2 SeitenNAS1169Yong-il Kim0% (1)
- The Standard of People'S Republic of China: Issued and Presented byDokument16 SeitenThe Standard of People'S Republic of China: Issued and Presented byMOBIN S.KH100% (1)
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDokument4 SeitenForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinNoch keine Bewertungen
- Astm b169Dokument4 SeitenAstm b169ANIL100% (1)
- Chemical Analysis of Steel Products: Standard Test Methods, Practices, and Terminology ForDokument6 SeitenChemical Analysis of Steel Products: Standard Test Methods, Practices, and Terminology ForoslatNoch keine Bewertungen
- Steel Wire, High-Carbon Spring, For Heat-Treated ComponentsDokument3 SeitenSteel Wire, High-Carbon Spring, For Heat-Treated ComponentsOMEGA CONSULTANTNoch keine Bewertungen
- Steel Wire, Pressure Vessel Winding: Standard Specification ForDokument3 SeitenSteel Wire, Pressure Vessel Winding: Standard Specification ForDouglasNoch keine Bewertungen
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 10Dokument1 SeiteNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 10tjt4779Noch keine Bewertungen
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 3 - MegaWorkbookDokument1 SeiteNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 3 - MegaWorkbooktjt4779Noch keine Bewertungen
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 8 - MegaWorkbookDokument1 SeiteNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 8 - MegaWorkbooktjt4779Noch keine Bewertungen
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 9 - MegaWorkbookDokument1 SeiteNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 9 - MegaWorkbooktjt4779Noch keine Bewertungen
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 4 - MegaWorkbookDokument1 SeiteNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 4 - MegaWorkbooktjt4779Noch keine Bewertungen
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 6 - MegaWorkbookDokument1 SeiteNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 6 - MegaWorkbooktjt4779Noch keine Bewertungen
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 5 - MegaWorkbookDokument1 SeiteNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 5 - MegaWorkbooktjt4779Noch keine Bewertungen
- 4130 Steel: AISI 4130 Aircraft Quality Steel Delivered When You Need ItDokument1 Seite4130 Steel: AISI 4130 Aircraft Quality Steel Delivered When You Need Ittjt4779Noch keine Bewertungen
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 1Dokument1 SeiteNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 1tjt4779100% (1)
- 2Dokument1 Seite2tjt4779Noch keine Bewertungen
- Mrprintables Number9 ColoringDokument1 SeiteMrprintables Number9 Coloringtjt4779Noch keine Bewertungen
- Mrprintables Number3 ColoringDokument1 SeiteMrprintables Number3 Coloringtjt4779Noch keine Bewertungen
- AISI 4130: Category Type Steel GradeDokument2 SeitenAISI 4130: Category Type Steel Gradetjt4779Noch keine Bewertungen
- A262-14 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless SteelsDokument20 SeitenA262-14 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless Steelstjt4779Noch keine Bewertungen
- Metalurgi LasDokument23 SeitenMetalurgi Lasapepglory8Noch keine Bewertungen
- 7a. Steel Pipeline FittingDokument37 Seiten7a. Steel Pipeline Fittingamaliabdulkader100% (1)
- Cea CaDokument68 SeitenCea CaPremjith SudhakaranNoch keine Bewertungen
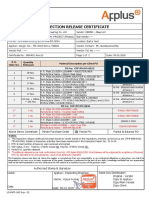
- Inspection Release Certificate: P.O. Item NoDokument1 SeiteInspection Release Certificate: P.O. Item NoANIL PLAMOOTTILNoch keine Bewertungen
- Construction Standard Specification Section 05120 Structural SteelDokument11 SeitenConstruction Standard Specification Section 05120 Structural SteelRahul KatreNoch keine Bewertungen
- Microstructure and Adherence of Porcelain Enamel To Low Carbon SteelDokument8 SeitenMicrostructure and Adherence of Porcelain Enamel To Low Carbon SteelFernando BarreraNoch keine Bewertungen
- Steel Sheet, Aluminum-Coated, by The Hot-Dip Process: Standard Specification ForDokument6 SeitenSteel Sheet, Aluminum-Coated, by The Hot-Dip Process: Standard Specification ForDarwin DarmawanNoch keine Bewertungen
- Certificate No. / 74 / W/ 01: Welder S Certificate ISO 9606-1 111 P BW FM1 RB T 20 PA SS, NBDokument1 SeiteCertificate No. / 74 / W/ 01: Welder S Certificate ISO 9606-1 111 P BW FM1 RB T 20 PA SS, NBDeepak Das100% (1)
- Magnetic Properties of SteelsDokument21 SeitenMagnetic Properties of Steelsdialneira7398100% (1)
- 1.4404 Material & Low Carbon Austenite Stainless SteelDokument5 Seiten1.4404 Material & Low Carbon Austenite Stainless SteelSM Waqas ImamNoch keine Bewertungen
- Alloys: Prepared By: Ahmad Najibullah Bin Che MohdDokument22 SeitenAlloys: Prepared By: Ahmad Najibullah Bin Che Mohdganu89Noch keine Bewertungen
- Astm A21 PDFDokument10 SeitenAstm A21 PDFPablo SebastianNoch keine Bewertungen
- 2008 March 4 Acetaldehyde From Ethylene OxidationDokument4 Seiten2008 March 4 Acetaldehyde From Ethylene OxidationameymurudkarNoch keine Bewertungen
- AISI 4620 Steel, Direct Quench From Pot, Carburized, Oil Quenched, 150°C (300°F) TemperDokument1 SeiteAISI 4620 Steel, Direct Quench From Pot, Carburized, Oil Quenched, 150°C (300°F) Temperapurv bhartiNoch keine Bewertungen
- Defects On Al Billets PDFDokument7 SeitenDefects On Al Billets PDFnanbetonamoNoch keine Bewertungen
- Mercer Valve 9100 Relief Valve Flanged AEDokument16 SeitenMercer Valve 9100 Relief Valve Flanged AEChristopher Kenneth ChoaNoch keine Bewertungen
- Zollern BHW Criteria of JudgementDokument16 SeitenZollern BHW Criteria of Judgementsezio81100% (1)
- Metals: Modelling Surface Roughness in The Function of Torque When DrillingDokument15 SeitenMetals: Modelling Surface Roughness in The Function of Torque When DrillingvinayakNoch keine Bewertungen
- EngineeringHandbook 2014 GLHuyett PDFDokument144 SeitenEngineeringHandbook 2014 GLHuyett PDFSumod kumarNoch keine Bewertungen
- PitampurDokument68 SeitenPitampurUday kumar100% (1)
- Materials: Effect of Secondary Phase Precipitation On The Corrosion Behavior of Duplex Stainless SteelsDokument37 SeitenMaterials: Effect of Secondary Phase Precipitation On The Corrosion Behavior of Duplex Stainless Steelscharles_acNoch keine Bewertungen
- Titanium and Titanium AlloysDokument30 SeitenTitanium and Titanium AlloysJay VoraNoch keine Bewertungen
- ASTM A325 - Portland BoltDokument3 SeitenASTM A325 - Portland BoltHector BalderaNoch keine Bewertungen
- En440 - Engmw Gmaw WireDokument1 SeiteEn440 - Engmw Gmaw WirespaljeniNoch keine Bewertungen
- Tep 900 Spe PP BP4 1009 - B08Dokument55 SeitenTep 900 Spe PP BP4 1009 - B08Okinawa TeakNoch keine Bewertungen
- Gaseous Oxygen ServiceDokument4 SeitenGaseous Oxygen Servicepetrolhead1Noch keine Bewertungen
- A255 - Hardenability (Jominy Test)Dokument26 SeitenA255 - Hardenability (Jominy Test)Rocka GamerNoch keine Bewertungen
- Procedure Qualification Record SheetDokument2 SeitenProcedure Qualification Record SheeteliiiiiiNoch keine Bewertungen
- Introduction of Steel SectionDokument44 SeitenIntroduction of Steel SectionAmirul Asyraf Bin Mohd BekeriNoch keine Bewertungen
- J-DMS: Project HarmonyDokument1 SeiteJ-DMS: Project HarmonyMary DenizeNoch keine Bewertungen