Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Maintenance 63DXB PDFDokument102 SeitenMaintenance 63DXB PDFPhilip CairnsNoch keine Bewertungen
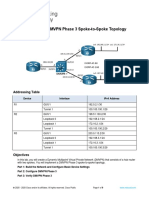
- 19.1.4 Lab - Implement A DMVPN Phase 3 Spoke To Spoke TopologyDokument9 Seiten19.1.4 Lab - Implement A DMVPN Phase 3 Spoke To Spoke Topology抓愛恰Noch keine Bewertungen
- Form 9 Form of Application For The Renewal of Driving (See Rule 18 (1) )Dokument5 SeitenForm 9 Form of Application For The Renewal of Driving (See Rule 18 (1) )kumarNoch keine Bewertungen
- Tolerance and Other Data IntializationDokument4 SeitenTolerance and Other Data IntializationkumarNoch keine Bewertungen
- Short Shots and Industrial Case Studies PDFDokument16 SeitenShort Shots and Industrial Case Studies PDFkumarNoch keine Bewertungen
- Core, Cavity and Side-Core Design For A Multi-Cavity Die-Casting DieDokument24 SeitenCore, Cavity and Side-Core Design For A Multi-Cavity Die-Casting DiekumarNoch keine Bewertungen
- Chapter 3Dokument37 SeitenChapter 3kumarNoch keine Bewertungen
- Cavity DesignDokument3 SeitenCavity DesignkumarNoch keine Bewertungen
- ReliabilityDokument30 SeitenReliabilitykumarNoch keine Bewertungen
- Six Week Industerial Training Project Report On VA-VEDokument49 SeitenSix Week Industerial Training Project Report On VA-VEkumar100% (1)
- 3G KPI-RSRAN-RNC-day-PM 21862-2020 11 23-16 23 55 135Dokument60 Seiten3G KPI-RSRAN-RNC-day-PM 21862-2020 11 23-16 23 55 135Nguyen Quoc DoanNoch keine Bewertungen
- Deep Learning Based Smart Garbage Classifier For Effective Waste ManagementDokument4 SeitenDeep Learning Based Smart Garbage Classifier For Effective Waste Managementjuanes torresNoch keine Bewertungen
- Pyqt5 Project 2Dokument11 SeitenPyqt5 Project 2Yash RajputNoch keine Bewertungen
- Materi Training Micom P543Dokument9 SeitenMateri Training Micom P543Ricchie Gotama SihiteNoch keine Bewertungen
- 2019-CE-123 Shaheer CE-206Dokument55 Seiten2019-CE-123 Shaheer CE-206Masfa ArifNoch keine Bewertungen
- Design and Implementation of Mobile Voting System in Student Union Government ElectionDokument6 SeitenDesign and Implementation of Mobile Voting System in Student Union Government Electionbetty whitehillNoch keine Bewertungen
- 2014 Multi-User MIMO in LTEDokument6 Seiten2014 Multi-User MIMO in LTEsowNoch keine Bewertungen
- BasugDokument1.097 SeitenBasugingerash_mic90Noch keine Bewertungen
- URTEC-208344-MS 3D Seismic Facies Classification On CPU and GPU HPC ClustersDokument14 SeitenURTEC-208344-MS 3D Seismic Facies Classification On CPU and GPU HPC ClustersFät MãNoch keine Bewertungen
- RFP For Procurement of Network Access Control (Nac) Solution With Manageable Network SwitchesDokument66 SeitenRFP For Procurement of Network Access Control (Nac) Solution With Manageable Network SwitchesShailja vermaNoch keine Bewertungen
- Can Chatgpt Help Improve CybersecurityDokument2 SeitenCan Chatgpt Help Improve CybersecurityVisiontech InternationalNoch keine Bewertungen
- 2.4. E-Commerce Payment Systems and Security IssuesDokument68 Seiten2.4. E-Commerce Payment Systems and Security IssuesNency ThummarNoch keine Bewertungen
- Nortel Networks Passport 1000 Routing Switch SeriesDokument12 SeitenNortel Networks Passport 1000 Routing Switch SeriesLuis RodriguesNoch keine Bewertungen
- SNUG Austin 2012 Paper51 PresentationDokument21 SeitenSNUG Austin 2012 Paper51 PresentationvjemmanNoch keine Bewertungen
- CEN-120 Digital Logic Design: Assignment 2Dokument11 SeitenCEN-120 Digital Logic Design: Assignment 2FAHAD ASADNoch keine Bewertungen
- Arduino Miata Immobilizer Bypass SchematicDokument1 SeiteArduino Miata Immobilizer Bypass SchematicSzabó PéterNoch keine Bewertungen
- ReadDokument2 SeitenReadDarwincito Perdomo 2Noch keine Bewertungen
- MRP in S/4 Hana: Simple LogisticsDokument17 SeitenMRP in S/4 Hana: Simple LogisticsmohitNoch keine Bewertungen
- Seqrite EPS Cloud GuideDokument104 SeitenSeqrite EPS Cloud Guidert1220011Noch keine Bewertungen
- PTU300 Order Form GlobalDokument4 SeitenPTU300 Order Form GlobalmadaNoch keine Bewertungen
- User'S Guide Hostexplorer: For Windows Nt/95/98Dokument124 SeitenUser'S Guide Hostexplorer: For Windows Nt/95/98Martin Aaron Marroquin SotilNoch keine Bewertungen
- Certification in Data Management 2012Dokument23 SeitenCertification in Data Management 2012aacharlesNoch keine Bewertungen
- 2.1 Project / System DefinitionDokument3 Seiten2.1 Project / System Definitionpankaj patilNoch keine Bewertungen
- How To Do Data Driven Testing in SoapUi With GroovyDokument6 SeitenHow To Do Data Driven Testing in SoapUi With GroovyGunreddy RamNoch keine Bewertungen
- Project Management Excel Templates - Action Item and Roadmap TemplatesDokument2 SeitenProject Management Excel Templates - Action Item and Roadmap TemplatesMurali MNoch keine Bewertungen
- Floating-Point To Fixed-Point Conversion For AudioDokument10 SeitenFloating-Point To Fixed-Point Conversion For AudioasfsfsafsafasNoch keine Bewertungen
- CradlePoint ARC CBA 750 SpecsheetDokument3 SeitenCradlePoint ARC CBA 750 SpecsheetBuchi ReddyNoch keine Bewertungen
- Assist My Team Helpdesk ManagerDokument97 SeitenAssist My Team Helpdesk ManagerByPass PassNoch keine Bewertungen