Das könnte Ihnen auch gefallen
- UT Procedure GuideDokument15 SeitenUT Procedure GuideAmir Reza RashidfarokhiNoch keine Bewertungen
- UT Thickness ProcedureDokument8 SeitenUT Thickness ProcedureManoj Balla100% (3)
- Ut Procedure AwsDokument23 SeitenUt Procedure AwsKrishna Vacha80% (10)
- UT Procedure Rev.0Dokument32 SeitenUT Procedure Rev.0Goutam Kumar Deb100% (2)
- Ultrasonic ProcedureDokument31 SeitenUltrasonic ProcedureChristopher Jones100% (1)
- Dye Penetrant Testing ProcedureDokument5 SeitenDye Penetrant Testing ProcedureTabish Shaikh50% (2)
- TOFD Procedure For VesselDokument12 SeitenTOFD Procedure For Vesselmohanraj67% (3)
- Magnetic Particle Examination Procedure: International Inspection Services LTDDokument12 SeitenMagnetic Particle Examination Procedure: International Inspection Services LTDsantanurini100% (1)
- UTGDokument16 SeitenUTGPackirisamy Baskar100% (2)
- 12 MT ProcedureDokument17 Seiten12 MT ProcedureThân KhaNoch keine Bewertungen
- Procedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Dokument4 SeitenProcedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Mark BrailsfordNoch keine Bewertungen
- RED-NDT-MT-00001 Rev ADokument11 SeitenRED-NDT-MT-00001 Rev ATadaya KasaharaNoch keine Bewertungen
- UT Procedure For Thickness Measurement Rev 07Dokument8 SeitenUT Procedure For Thickness Measurement Rev 07Kuppan SrinivasanNoch keine Bewertungen
- Ultrasonic Phased Array ProcedureDokument34 SeitenUltrasonic Phased Array Procedurekbldam100% (3)
- RT Procedure GeneralDokument18 SeitenRT Procedure GeneralvsnaiduqcNoch keine Bewertungen
- Ultrasonic Testing of Weld Joints of StructuralsDokument13 SeitenUltrasonic Testing of Weld Joints of StructuralsRakesh Ranjan100% (1)
- BIX - RT ProcedureDokument36 SeitenBIX - RT ProcedureEduard Abastillas100% (1)
- TWI-UT-Forgings Procedure For Level 3Dokument9 SeitenTWI-UT-Forgings Procedure For Level 3willypumphandle_5309100% (1)
- UT Procedure - ForgingsDokument7 SeitenUT Procedure - ForgingsMujaffar ShaikhNoch keine Bewertungen
- Radiographic Examination ProceduresDokument22 SeitenRadiographic Examination ProceduresIwan F Simbolon100% (2)
- Muksyn Engineering Radiographic Testing ProcedureDokument24 SeitenMuksyn Engineering Radiographic Testing Procedurecloud23100% (1)
- Method Statement FOR Ultrasonic Testing: Arab Center For Engineering StudiesDokument10 SeitenMethod Statement FOR Ultrasonic Testing: Arab Center For Engineering StudiesJohn OLiverNoch keine Bewertungen
- AWSD1.1 Procedure UtDokument19 SeitenAWSD1.1 Procedure Utkevin desai50% (2)
- Ultrasonic Phased Array Inspection for Pipe WeldsDokument25 SeitenUltrasonic Phased Array Inspection for Pipe WeldsphanthanhhungNoch keine Bewertungen
- Ust ProcedureDokument18 SeitenUst ProcedureVikiseptNoch keine Bewertungen
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDokument23 SeitenDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNoch keine Bewertungen
- Magnetic Particle Test Procedure Magnetic Particle Test Procedure MTDokument14 SeitenMagnetic Particle Test Procedure Magnetic Particle Test Procedure MTsamer8saif100% (3)
- Ultrasonic Thickness Measurement ProcedureDokument8 SeitenUltrasonic Thickness Measurement ProcedureAbdur Rahim100% (1)
- NDT Procedure - PCN - Test1Dokument32 SeitenNDT Procedure - PCN - Test1Pedro Oliveira100% (2)
- NDT Weld Visual Inspection ProcedureDokument4 SeitenNDT Weld Visual Inspection Procedureg_sancheti100% (2)
- MT ProcedureDokument9 SeitenMT ProcedureTouil Houssem100% (1)
- Ultrasonic Testing ReportsDokument1 SeiteUltrasonic Testing ReportsRonel John Rodriguez CustodioNoch keine Bewertungen
- MPTDokument25 SeitenMPTAMIT SHAH100% (2)
- Ea 4 15 G Rev01 May 2015 Rev PDFDokument24 SeitenEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13Noch keine Bewertungen
- UT of TKY Connections PDFDokument14 SeitenUT of TKY Connections PDFreiazh0% (1)
- Axess - Ultrassonic Thickness Measurement ProcedureDokument7 SeitenAxess - Ultrassonic Thickness Measurement Procedurevsnaiduqc100% (1)
- MT Tta NDT Mpi 01 AsmeDokument13 SeitenMT Tta NDT Mpi 01 AsmeTuan DangNoch keine Bewertungen
- Editable NDT Written PractiseDokument15 SeitenEditable NDT Written PractiseArockia Rohan Vincent100% (3)
- Hardness Test ProcedureDokument5 SeitenHardness Test Procedurefebinjohns87100% (1)
- 8408-30-01 Rev 12 WRITTEN PRACTICE FOR NDE TRAINING, EXAMINATION, CERTIFICATION OF NDE PERSONNEL QUALIFICATION PDFDokument68 Seiten8408-30-01 Rev 12 WRITTEN PRACTICE FOR NDE TRAINING, EXAMINATION, CERTIFICATION OF NDE PERSONNEL QUALIFICATION PDFTrung Tinh Ho100% (3)
- Reviewed UT Procedure 10-12-2016Dokument18 SeitenReviewed UT Procedure 10-12-2016Muhammad Maulana100% (1)
- ASNT NDT LEVEL III INSPECTION ENGINEERDokument14 SeitenASNT NDT LEVEL III INSPECTION ENGINEERwalitedison100% (1)
- JANX Written Practice Rev 7Dokument20 SeitenJANX Written Practice Rev 7joshrathburn1980100% (3)
- Report - Form - MT - PT - RT - Ut - Cal - 2015Dokument9 SeitenReport - Form - MT - PT - RT - Ut - Cal - 2015YuwantoniAlNoch keine Bewertungen
- UT Procedure OTCDokument34 SeitenUT Procedure OTCamin110110100% (1)
- UT Report FormDokument1 SeiteUT Report FormElisha NguyenNoch keine Bewertungen
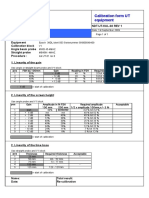
- Calibration Sheet Ultrasonic Test EquipmentDokument1 SeiteCalibration Sheet Ultrasonic Test EquipmentjohnNoch keine Bewertungen
- Magnetic Particle Testing Report SummaryDokument4 SeitenMagnetic Particle Testing Report Summarypankaj ranaNoch keine Bewertungen
- Sample Procedure For The Ultrasonic Testing of Steel Castings To ASTM A609/ASME B16.34Dokument5 SeitenSample Procedure For The Ultrasonic Testing of Steel Castings To ASTM A609/ASME B16.34Mark Brailsford100% (2)
- Dye Penetrant ProcedureDokument8 SeitenDye Penetrant ProcedureTouil HoussemNoch keine Bewertungen
- Dye Penetrant ProcedureDokument7 SeitenDye Penetrant Procedurezaki fadl100% (1)
- Radiography Test & Liquid Penetrant Test ProcedureDokument7 SeitenRadiography Test & Liquid Penetrant Test ProcedurePrashant MalveNoch keine Bewertungen
- RT ProcedureDokument12 SeitenRT ProcedurePRASHANTNoch keine Bewertungen
- Form Report Lrut (Repaired)Dokument7 SeitenForm Report Lrut (Repaired)cozmoanandkNoch keine Bewertungen
- PT Procedure GeneralDokument9 SeitenPT Procedure Generalvsnaiduqc100% (1)
- All NDE ProcedureDokument35 SeitenAll NDE ProcedureArun Karthikeyan100% (2)
- PT NDT ProcedureDokument5 SeitenPT NDT ProcedureMohamed AbubackerNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Question Bank - HMTDokument5 SeitenQuestion Bank - HMTSUNDARAMAHALINGAM ANoch keine Bewertungen
- Lectu 14Dokument4 SeitenLectu 14YeviraArinDiyanaNoch keine Bewertungen
- Unitor Udf 2100 Ultrasonic Cleaner 230VDokument2 SeitenUnitor Udf 2100 Ultrasonic Cleaner 230Vankarthik11Noch keine Bewertungen
- Structural Mechanics 2-Lesson 4-Buckling (Complete Note)Dokument27 SeitenStructural Mechanics 2-Lesson 4-Buckling (Complete Note)Janith amarawickramaNoch keine Bewertungen
- Types of Elevators - Home Elevators - Residential Elevators - 1626693900854Dokument9 SeitenTypes of Elevators - Home Elevators - Residential Elevators - 1626693900854Aluko Damilare MosesNoch keine Bewertungen
- 9991013Dokument16 Seiten9991013dsn_sarmaNoch keine Bewertungen
- NED Booklet 2015 ENDokument120 SeitenNED Booklet 2015 ENElena JursinaNoch keine Bewertungen
- Tech-Doc Fabius GSDokument77 SeitenTech-Doc Fabius GSJoseNoch keine Bewertungen
- Mechanical Engineer Muhammad Ibtisam's ResumeDokument1 SeiteMechanical Engineer Muhammad Ibtisam's ResumeshoaibNoch keine Bewertungen
- 4.2 Continuous Load Path: 4.3 Overall FormDokument10 Seiten4.2 Continuous Load Path: 4.3 Overall FormSirajMalikNoch keine Bewertungen
- Asme Questions and Answers Part ViDokument22 SeitenAsme Questions and Answers Part ViAshwani DograNoch keine Bewertungen
- Steam System Properties and Energy SavingsDokument34 SeitenSteam System Properties and Energy SavingsArnav KothiyalNoch keine Bewertungen
- ChE Objective Type Questions Compilation Dean Medina 8 27 10Dokument177 SeitenChE Objective Type Questions Compilation Dean Medina 8 27 10BEA GEDELYN GARCIANoch keine Bewertungen
- Measuring Distance of Heavenly BodyDokument28 SeitenMeasuring Distance of Heavenly BodykhanNoch keine Bewertungen
- Deutz 226B Operation ManualDokument58 SeitenDeutz 226B Operation ManualThanh Secondheart84% (32)
- Multi - Choice Question Paper (MSR-WI-2)Dokument8 SeitenMulti - Choice Question Paper (MSR-WI-2)Karit Hawichit100% (1)
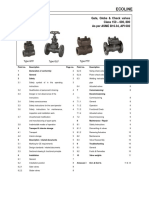
- Type GTF Type GLF Type PTF Type SCF: Gate, Globe & Check Valves Class 150 - 600, 800 As Per ASME B16.34, API 602Dokument12 SeitenType GTF Type GLF Type PTF Type SCF: Gate, Globe & Check Valves Class 150 - 600, 800 As Per ASME B16.34, API 602Qaswa Imran KhanNoch keine Bewertungen
- Astm A352-A352m-06-1Dokument5 SeitenAstm A352-A352m-06-1Kishor JadhavNoch keine Bewertungen
- Boiler Furnace DefectsDokument4 SeitenBoiler Furnace DefectskrishnaNoch keine Bewertungen
- Investigation of building collapse in AbujaDokument15 SeitenInvestigation of building collapse in AbujaEmeso OjoNoch keine Bewertungen
- Aisi 1010 Carbon Steel (Uns g10100)Dokument5 SeitenAisi 1010 Carbon Steel (Uns g10100)spiderblackNoch keine Bewertungen
- To11c5 e 00 PDFDokument526 SeitenTo11c5 e 00 PDFGradimir MilanovicNoch keine Bewertungen
- Grundfos Catalogue Industry and Water UtilityDokument542 SeitenGrundfos Catalogue Industry and Water UtilityAdina Mariana Costache100% (7)
- Parts Manual M0096787 06 (En Us) 01 ALLDokument544 SeitenParts Manual M0096787 06 (En Us) 01 ALLKawasakiNoch keine Bewertungen
- Lect3 - 2020 SEM2 1920Dokument25 SeitenLect3 - 2020 SEM2 1920Praven KumarNoch keine Bewertungen
- Hydraulic FittingsDokument411 SeitenHydraulic Fittingspaolomoreano88Noch keine Bewertungen
- Choke Valvess AOPDokument8 SeitenChoke Valvess AOPclaudio godinezNoch keine Bewertungen
- 3039exq Week 11 Session 1 Notes Example The Design of Slender RC ColumnsDokument8 Seiten3039exq Week 11 Session 1 Notes Example The Design of Slender RC ColumnsengkjNoch keine Bewertungen
- United States Patent (19) : Ogle 11 4,177,779Dokument11 SeitenUnited States Patent (19) : Ogle 11 4,177,779Zavorra ZavorratoNoch keine Bewertungen
- 2 - Seismic Waves and Their MeasurementDokument29 Seiten2 - Seismic Waves and Their MeasurementDuy PhướcNoch keine Bewertungen