Das könnte Ihnen auch gefallen
- Chaleco AntibalasDokument13 SeitenChaleco Antibalasjuan esteban acosta castañedaNoch keine Bewertungen
- Polymers 11 00644Dokument20 SeitenPolymers 11 00644Osama MohammedNoch keine Bewertungen
- Mechanics of Deformable Bodies PDFDokument27 SeitenMechanics of Deformable Bodies PDFEmmanuel Del Rosario82% (11)
- FSW 1Dokument6 SeitenFSW 1Déborah ColaçoNoch keine Bewertungen
- Engineering Design A Materials and Proce PDFDokument1 SeiteEngineering Design A Materials and Proce PDFOsama Mohammed100% (1)
- Finite Element Analysis of Temperature Distribution Using ABAQUS For A Laser-Based Tile Grout Sealing ProcessDokument12 SeitenFinite Element Analysis of Temperature Distribution Using ABAQUS For A Laser-Based Tile Grout Sealing ProcessOsama MohammedNoch keine Bewertungen
- Paper 1 StructureDokument1 SeitePaper 1 StructureOsama MohammedNoch keine Bewertungen
- FormatDokument3 SeitenFormatOsama MohammedNoch keine Bewertungen
- AA2024 Aluminum FSW Joint StudyDokument6 SeitenAA2024 Aluminum FSW Joint StudyOsama MohammedNoch keine Bewertungen
- Elasticity and Plasticity PrinciplesDokument37 SeitenElasticity and Plasticity PrinciplesOsama MohammedNoch keine Bewertungen
- Heat Flow Analysis of Friction Stir Welding by 3-D Finite Element MethodDokument8 SeitenHeat Flow Analysis of Friction Stir Welding by 3-D Finite Element MethodOsama MohammedNoch keine Bewertungen
- StressesDokument12 SeitenStressesiordacheNoch keine Bewertungen
- Foul Adi 2017Dokument21 SeitenFoul Adi 2017Osama MohammedNoch keine Bewertungen
- Bala Subramanian 2009Dokument5 SeitenBala Subramanian 2009Osama MohammedNoch keine Bewertungen
- Kokkulunk Parlak Bagci Aydin 51Dokument13 SeitenKokkulunk Parlak Bagci Aydin 51Osama MohammedNoch keine Bewertungen
- Buffa 2006Dokument8 SeitenBuffa 2006Osama MohammedNoch keine Bewertungen
- ECMDokument6 SeitenECMntsdharmaNoch keine Bewertungen
- CAD Chart - BearingDokument1 SeiteCAD Chart - BearingOsama MohammedNoch keine Bewertungen
- 18 - Chapter 10 Taguchi Anova AnalysisDokument10 Seiten18 - Chapter 10 Taguchi Anova AnalysisOsama MohammedNoch keine Bewertungen
- Chapter 5Dokument32 SeitenChapter 5marcelo_fis_matNoch keine Bewertungen
- Design of Single Sampling Plans For DefectivesDokument11 SeitenDesign of Single Sampling Plans For DefectivesOsama MohammedNoch keine Bewertungen
- 07 3DElasticity 02 3D StressStrain PDFDokument19 Seiten07 3DElasticity 02 3D StressStrain PDFMishel Carrion Cuadros100% (1)
- Developments in Processing by Severe Plastic Deformation at The 3rd Pan American Materials CongressDokument2 SeitenDevelopments in Processing by Severe Plastic Deformation at The 3rd Pan American Materials CongressOsama MohammedNoch keine Bewertungen
- Mechanics of Deformable Bodies PDFDokument27 SeitenMechanics of Deformable Bodies PDFEmmanuel Del Rosario82% (11)
- NANO 101: Fundamentals of Nanoscience I (3 Credits) Course DescriptionDokument5 SeitenNANO 101: Fundamentals of Nanoscience I (3 Credits) Course DescriptionOsama MohammedNoch keine Bewertungen
- BSP-1200 Assembly and Installation GuideDokument9 SeitenBSP-1200 Assembly and Installation GuideOsama MohammedNoch keine Bewertungen
- StressesDokument12 SeitenStressesiordacheNoch keine Bewertungen
- Apunte Muy Bueno Sobre Dislocaciones y Mecanismos para Aumentar La Resistencia de MaterialesDokument15 SeitenApunte Muy Bueno Sobre Dislocaciones y Mecanismos para Aumentar La Resistencia de Materialesspc_2278942Noch keine Bewertungen
- Analysis of Electrochemical Machining Process Parameters Affecting Material Removal..Dokument7 SeitenAnalysis of Electrochemical Machining Process Parameters Affecting Material Removal..Osama MohammedNoch keine Bewertungen
- Calculation of The Torque Required To OperateDokument3 SeitenCalculation of The Torque Required To OperateOsama MohammedNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
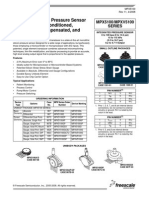
- Datasheet MPX5100DPDokument16 SeitenDatasheet MPX5100DPKemahyanto Exaudi SiahaanNoch keine Bewertungen
- Mid-Term Math Exam for Grade 5Dokument18 SeitenMid-Term Math Exam for Grade 5李安逸Noch keine Bewertungen
- Quatitative Microscopy Cog PDFDokument6 SeitenQuatitative Microscopy Cog PDFNiyati GuptaNoch keine Bewertungen
- Introduction to Nanorobotics and Their ApplicationsDokument25 SeitenIntroduction to Nanorobotics and Their ApplicationsSharifa RahamadullahNoch keine Bewertungen
- Basic ShapesDokument11 SeitenBasic Shapeschristopher templar100% (1)
- Fourier Transform and Its Medical ApplicationDokument55 SeitenFourier Transform and Its Medical Applicationadriveros100% (1)
- Schrodinger Equation DerivationDokument12 SeitenSchrodinger Equation DerivationAndrés López Martínez100% (1)
- Chemical Engineering Magazine Abril 2009 PDFDokument108 SeitenChemical Engineering Magazine Abril 2009 PDFFélix Vargas Santillán100% (1)
- Fluid MechanicsDokument29 SeitenFluid Mechanicsaminur3rahman-1Noch keine Bewertungen
- Irjet V5i5256 PDFDokument5 SeitenIrjet V5i5256 PDFMuhsinaNoch keine Bewertungen
- Docking With ArgusLabDokument24 SeitenDocking With ArgusLabDesmond MacLeod Carey100% (1)
- LM 08Dokument38 SeitenLM 08Tôi Là Đăng TèoNoch keine Bewertungen
- Data Sheet Otdr Fho5000 enDokument2 SeitenData Sheet Otdr Fho5000 enJulio RoDriguezNoch keine Bewertungen
- 6314Dokument18 Seiten6314Simone RizzoNoch keine Bewertungen
- Rectilinear Motion and Rotating VesselDokument4 SeitenRectilinear Motion and Rotating VesselJack PresadoNoch keine Bewertungen
- TCL Air Conditioner Service ManualDokument138 SeitenTCL Air Conditioner Service ManualFabian EtcheniqueNoch keine Bewertungen
- EagleBurgmann Statotherm P Foil 9591 P enDokument1 SeiteEagleBurgmann Statotherm P Foil 9591 P enkeyur1109Noch keine Bewertungen
- 2oo3plus - A New Design of Electro-Hydraulic Safety Controls For Critical ApplicationsDokument6 Seiten2oo3plus - A New Design of Electro-Hydraulic Safety Controls For Critical Applicationsultrasonic81Noch keine Bewertungen
- DPP-3 Jee PDFDokument10 SeitenDPP-3 Jee PDFTanmay SagarNoch keine Bewertungen
- Physics SL Paper 3 TZ2Dokument20 SeitenPhysics SL Paper 3 TZ2Dongjean SeoNoch keine Bewertungen
- Optimum Penstocks For Low Head Microhydro Schemes - Alexander, Giddens - 2008Dokument13 SeitenOptimum Penstocks For Low Head Microhydro Schemes - Alexander, Giddens - 2008cbarajNoch keine Bewertungen
- 2019 Hydropower Status Report 0Dokument56 Seiten2019 Hydropower Status Report 0Titos Nicosio ComéNoch keine Bewertungen
- 2 B.tech Biotechnology 27 38Dokument38 Seiten2 B.tech Biotechnology 27 38Anju GuptaNoch keine Bewertungen
- Making and Curing Concrete Test Specimens in The Laboratory: Standard Practice ForDokument8 SeitenMaking and Curing Concrete Test Specimens in The Laboratory: Standard Practice ForAhmed AbidNoch keine Bewertungen
- Lab Report 5Dokument6 SeitenLab Report 5Sarwar Hosen SimonNoch keine Bewertungen
- Lilin Downhole MotorDokument35 SeitenLilin Downhole MotorIAN.SEMUT100% (2)
- Thermal Engineering PDFDokument76 SeitenThermal Engineering PDFKartik KuriNoch keine Bewertungen
- 02 Jaulas de Agujas PDFDokument52 Seiten02 Jaulas de Agujas PDFRodrigo Schaider Dos SantosNoch keine Bewertungen
- Welding Journal PDFDokument7 SeitenWelding Journal PDFraisalfiansyahNoch keine Bewertungen
- Heat ActivityDokument3 SeitenHeat ActivityMG Untalan Bauzon0% (1)