Das könnte Ihnen auch gefallen
- Lighting FixtureDokument1 SeiteLighting Fixtureahmed.abdelmegeed78Noch keine Bewertungen
- ELLIPTICAL SPIRAL DUCTABLE LAYOUT FOR THE ROCKS-23-ModelDokument1 SeiteELLIPTICAL SPIRAL DUCTABLE LAYOUT FOR THE ROCKS-23-ModelAbdullah.N FAAliNoch keine Bewertungen
- Oil Tank Metering: GIS - Insulation Is Sf6 Gas Oil Tank Hermetically SealedDokument1 SeiteOil Tank Metering: GIS - Insulation Is Sf6 Gas Oil Tank Hermetically SealedMahyar MashayekhiNoch keine Bewertungen
- Tarayao Elec 01Dokument1 SeiteTarayao Elec 01Gerald telanNoch keine Bewertungen
- Standard Drawing For Storm Water Drain & Grating Cover - 2Dokument1 SeiteStandard Drawing For Storm Water Drain & Grating Cover - 2zohaibimranNoch keine Bewertungen
- Juno Lighting Recessed Architectural HID Downlight Catalog 1987Dokument8 SeitenJuno Lighting Recessed Architectural HID Downlight Catalog 1987Alan MastersNoch keine Bewertungen
- As Built Billpboard LastDokument1 SeiteAs Built Billpboard LastSancho AcbangNoch keine Bewertungen
- General Intructions: Drawing Number Amdt 297 X 420 A3Dokument5 SeitenGeneral Intructions: Drawing Number Amdt 297 X 420 A3iamlpNoch keine Bewertungen
- NPR030 Vertical Bladder TankDokument4 SeitenNPR030 Vertical Bladder TankLuis Joel Ramos RamosNoch keine Bewertungen
- Attachment Chain: Over 300 Years of Chain ExperienceDokument2 SeitenAttachment Chain: Over 300 Years of Chain ExperienceGustavo Urueña OrozcoNoch keine Bewertungen
- Archt 10Dokument1 SeiteArcht 10Gerard Paul CusiNoch keine Bewertungen
- 2020 04 01 - BladeDokument84 Seiten2020 04 01 - BladeThiago ZorzettoNoch keine Bewertungen
- As BuitDokument1 SeiteAs BuitSancho AcbangNoch keine Bewertungen
- PanelDoor Rev07 PDFDokument32 SeitenPanelDoor Rev07 PDFSun ChaNoch keine Bewertungen
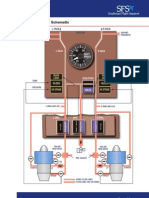
- 757 Schematics Layout 1Dokument25 Seiten757 Schematics Layout 1hariharanjack100% (7)
- Corning Fan Out Kit - Standard Recommended Procedure 000-084Dokument6 SeitenCorning Fan Out Kit - Standard Recommended Procedure 000-084markNoch keine Bewertungen
- 160 2499 983Dokument1 Seite160 2499 983Anonymous 3NDrQadzRNoch keine Bewertungen
- Hdpe 81aDokument1 SeiteHdpe 81aAli RaheemNoch keine Bewertungen
- 2022 Versiona AFPCatalog May2022 Web-95Dokument1 Seite2022 Versiona AFPCatalog May2022 Web-95Tunnel PeruNoch keine Bewertungen
- Jdajpr Steel 4Mm 10 Nos - Horizontal 5 Nos - Vertical: Authority Jaipur DevelopmentDokument1 SeiteJdajpr Steel 4Mm 10 Nos - Horizontal 5 Nos - Vertical: Authority Jaipur DevelopmentAnkur BarsainyaNoch keine Bewertungen
- Industrial Cables LPDokument26 SeitenIndustrial Cables LPprashant menonNoch keine Bewertungen
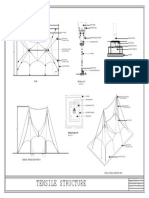
- Tensile StructureDokument1 SeiteTensile StructureChndrashekhar DombNoch keine Bewertungen
- Pavement Design Parameters: SLOPE 1.5 % SLOPE 1.5 %Dokument1 SeitePavement Design Parameters: SLOPE 1.5 % SLOPE 1.5 %cristian gonzalesNoch keine Bewertungen
- Test Beam Details For SLT-1 Static Load Test Pile of P-93 PDFDokument1 SeiteTest Beam Details For SLT-1 Static Load Test Pile of P-93 PDFAna MargaritaNoch keine Bewertungen
- BC Pile Foundation 1Dokument1 SeiteBC Pile Foundation 1syk7045Noch keine Bewertungen
- QP10 Q 1580 TypicalPipelineDitchForSingleAndTwinLineDokument1 SeiteQP10 Q 1580 TypicalPipelineDitchForSingleAndTwinLineMohammad HegazyNoch keine Bewertungen
- Untitled Extract PagesDokument1 SeiteUntitled Extract Pagesnauman faiziNoch keine Bewertungen
- Two (2) Storey Residential Unit: PB-PB - Existing PB-1 PB - PB - PBDokument1 SeiteTwo (2) Storey Residential Unit: PB-PB - Existing PB-1 PB - PB - PBSarah MartinNoch keine Bewertungen
- 02.facade Pekan Baru-17.facade DetailDokument1 Seite02.facade Pekan Baru-17.facade Detailmuflih hudaNoch keine Bewertungen
- Perimeter Fence Rev 02-6Dokument1 SeitePerimeter Fence Rev 02-6Victorino SantosNoch keine Bewertungen
- Section Thru A Mechanical Layout: C A B E D 1 2 3 4Dokument1 SeiteSection Thru A Mechanical Layout: C A B E D 1 2 3 4Peter John RoblesNoch keine Bewertungen
- 12.5-310-100 High Mast Lighting SystemDokument1 Seite12.5-310-100 High Mast Lighting SystemrituNoch keine Bewertungen
- Pye Model 552 Olympic Stereogram As Well As 5010 Soundmaster and 5011 Tunemaster Tuner Amps - Service DocDokument2 SeitenPye Model 552 Olympic Stereogram As Well As 5010 Soundmaster and 5011 Tunemaster Tuner Amps - Service DocStefan KirkwoodNoch keine Bewertungen
- Epson WF C5790 WF C5790A WF C5710 ET 8700 WF C5210 WF C5290 WF C5290A Service Manuals 351 400Dokument50 SeitenEpson WF C5790 WF C5790A WF C5710 ET 8700 WF C5210 WF C5290 WF C5290A Service Manuals 351 400조장현Noch keine Bewertungen
- Plan of Wastewater Treatment FacilityDokument2 SeitenPlan of Wastewater Treatment FacilityLouieNoch keine Bewertungen
- TCL ManualDokument40 SeitenTCL Manualبوند بوندNoch keine Bewertungen
- Right Side Elevation Left Side Elevation Cross Section: C B A C B A C B ADokument1 SeiteRight Side Elevation Left Side Elevation Cross Section: C B A C B A C B AMalson GutierrezNoch keine Bewertungen
- Lightolier Lytecaster 7-11 Downlights Brochure 1980Dokument8 SeitenLightolier Lytecaster 7-11 Downlights Brochure 1980Alan MastersNoch keine Bewertungen
- Radio 1934 10Dokument40 SeitenRadio 1934 10Somriddha BasuNoch keine Bewertungen
- Pinjra Bridge 4 Span Bolan River Quetta 31.08.2023-1Dokument1 SeitePinjra Bridge 4 Span Bolan River Quetta 31.08.2023-1aizaz ahmadNoch keine Bewertungen
- Plumbing & Water Isometric ViewDokument1 SeitePlumbing & Water Isometric ViewAntonio EstradaNoch keine Bewertungen
- Omega Lighting C3812TW INC PAR-38 45-Deg. Adj. Downlight Spec Sheet 1-86Dokument2 SeitenOmega Lighting C3812TW INC PAR-38 45-Deg. Adj. Downlight Spec Sheet 1-86Alan MastersNoch keine Bewertungen
- Exhaust Fan Mounting Detail A Refrigerant Pipe Insulation Detail B Pipe Thru Wall Detail CDokument1 SeiteExhaust Fan Mounting Detail A Refrigerant Pipe Insulation Detail B Pipe Thru Wall Detail CMark Anthony ValbuenaNoch keine Bewertungen
- Khung Zamil-Tho Sua - 222Dokument17 SeitenKhung Zamil-Tho Sua - 222Al-Razzaq Al-WahhabNoch keine Bewertungen
- 01.STD DrawingDokument82 Seiten01.STD Drawingjplaza3074Noch keine Bewertungen
- Process Heat Transfer - Donald Q Kern-Mc Graw-Hill International Edition No Password PDFDokument883 SeitenProcess Heat Transfer - Donald Q Kern-Mc Graw-Hill International Edition No Password PDFFitra WahyudiNoch keine Bewertungen
- SNBC Piers Details PDFDokument1 SeiteSNBC Piers Details PDFZubair MuhammadNoch keine Bewertungen
- Ridce de Tail: ToorseDokument4 SeitenRidce de Tail: ToorseTriveni TriveniNoch keine Bewertungen
- Man ElectrodesDokument2 SeitenMan ElectrodesTirex Mata IkanNoch keine Bewertungen
- Detalji Krovova - OluciDokument31 SeitenDetalji Krovova - OluciSamirNoch keine Bewertungen
- Khung Zamil-Tho Sua - 223Dokument16 SeitenKhung Zamil-Tho Sua - 223Al-Razzaq Al-WahhabNoch keine Bewertungen
- Front Elevation 1:100 West Elevation 1:100: E E D D C C B B A ADokument1 SeiteFront Elevation 1:100 West Elevation 1:100: E E D D C C B B A AKamagara Roland AndrewNoch keine Bewertungen
- Price Labeller: Loosen The Two Screws N Both Sides of Labeler Close To Letterhead. HeadDokument2 SeitenPrice Labeller: Loosen The Two Screws N Both Sides of Labeler Close To Letterhead. HeadЖеня ИльченкоNoch keine Bewertungen
- Rangka Atap Untuk Pustu IiDokument1 SeiteRangka Atap Untuk Pustu IiResya AstinNoch keine Bewertungen
- Adobe Scan 02-Jun-2021Dokument2 SeitenAdobe Scan 02-Jun-2021Ashutosh SinghNoch keine Bewertungen
- Aspiration Accessories DataSheet CMDS002Dokument2 SeitenAspiration Accessories DataSheet CMDS002sbmmkushanNoch keine Bewertungen
- Insect TrapDokument1 SeiteInsect TrapNgoc Pham Thi ThuNoch keine Bewertungen
- toboan2023-SECTION 6Dokument1 Seitetoboan2023-SECTION 6Harold Kim SapianNoch keine Bewertungen
- 6 MTR CONICALDokument1 Seite6 MTR CONICALSrDEE PowerNoch keine Bewertungen
- Skar BorealisDokument22 SeitenSkar BorealisAsier FloresNoch keine Bewertungen
- Corrugated Gaskets With Soft Layers,: Gaskets - Packings - Expansion Joints - Rubber and Plastic MaterialsDokument4 SeitenCorrugated Gaskets With Soft Layers,: Gaskets - Packings - Expansion Joints - Rubber and Plastic MaterialsTaufiqTaufiqNoch keine Bewertungen
- DepED SACDokument3 SeitenDepED SACRomeo IraulaNoch keine Bewertungen
- DBM PC SpecificationDokument11 SeitenDBM PC SpecificationkesharinareshNoch keine Bewertungen
- Col Fix Plus: Regular Cement Based Tile Adhesive (Latex Modified)Dokument2 SeitenCol Fix Plus: Regular Cement Based Tile Adhesive (Latex Modified)Haytham KhairyNoch keine Bewertungen
- BISPLATE ALLOY Technical-Guide-ArmourDokument16 SeitenBISPLATE ALLOY Technical-Guide-ArmourFery FebryantoNoch keine Bewertungen
- Bal-Low BAL-12.5 BAL-19 BAL-29 BAL-40 Bal-Fz: Subfloor SupportsDokument1 SeiteBal-Low BAL-12.5 BAL-19 BAL-29 BAL-40 Bal-Fz: Subfloor SupportsJohn Holding100% (1)
- Vci MBDokument23 SeitenVci MBAyeshaNoch keine Bewertungen
- United States Patent: US 7,574,795 B2 Aug. 18,2009Dokument17 SeitenUnited States Patent: US 7,574,795 B2 Aug. 18,2009amd mhmNoch keine Bewertungen
- 168 - 30 Min FRP June 03Dokument1 Seite168 - 30 Min FRP June 03Kawser HossainNoch keine Bewertungen
- Rate Analysis - 2017Dokument43 SeitenRate Analysis - 2017PC Snehal Construction Pvt. Ltd. Jhalawar100% (1)
- IC Workshop Materials 09 - Marking Out, Measurement, Fitting & AssemblyDokument24 SeitenIC Workshop Materials 09 - Marking Out, Measurement, Fitting & AssemblybabunrajunNoch keine Bewertungen
- Corus Prevention of Corrosion On Structural Steelwork PDFDokument28 SeitenCorus Prevention of Corrosion On Structural Steelwork PDFvonipkoNoch keine Bewertungen
- Unit 6-Metals & Non-MetalsDokument8 SeitenUnit 6-Metals & Non-MetalsRahul KumarNoch keine Bewertungen
- Electrical ScheduleDokument5 SeitenElectrical Schedulerizwan266Noch keine Bewertungen
- Materials 15 00922 PDFDokument14 SeitenMaterials 15 00922 PDFahmed titoNoch keine Bewertungen
- Specification Reno Matress Mesh 8Dokument9 SeitenSpecification Reno Matress Mesh 8Najid MohamedNoch keine Bewertungen
- Chapter 16: Plastics: Plastic ManufacturingDokument3 SeitenChapter 16: Plastics: Plastic ManufacturingSkeletonBaakohaNoch keine Bewertungen
- Earth For Homes 1955Dokument80 SeitenEarth For Homes 1955est_nu100% (1)
- Errata No. 1 For Vol. 2 of SEAOC Seismic Design Manual (1997 UBC Version) PDFDokument12 SeitenErrata No. 1 For Vol. 2 of SEAOC Seismic Design Manual (1997 UBC Version) PDFThomas John Doblas AgrabioNoch keine Bewertungen
- Crash Stop Sample Raw MillDokument14 SeitenCrash Stop Sample Raw MillAbhishekNoch keine Bewertungen
- Spears Butterfly Check ValvesDokument2 SeitenSpears Butterfly Check ValvesDaniel FloresNoch keine Bewertungen
- Comments Cesmm4Dokument1 SeiteComments Cesmm4Babin SaseendranNoch keine Bewertungen
- BSMM Teaching Assessment Plan Oct 2021Dokument1 SeiteBSMM Teaching Assessment Plan Oct 2021Epic GamerNoch keine Bewertungen
- Admission Open For Following Courses Under Punjab Skill Development Mission Aged Between 18 To 35 YearsDokument1 SeiteAdmission Open For Following Courses Under Punjab Skill Development Mission Aged Between 18 To 35 Yearsamit poddarNoch keine Bewertungen
- Bill of MatlsDokument3 SeitenBill of MatlsHrv AquinoNoch keine Bewertungen
- Stair Pressurization - ALLIED CONSULTANTDokument8 SeitenStair Pressurization - ALLIED CONSULTANTraifaisalNoch keine Bewertungen
- GS 10-40 BarDokument4 SeitenGS 10-40 BarEduardo CramerNoch keine Bewertungen
- BTV 2000Dokument12 SeitenBTV 2000Felipe Gamboa GálvezNoch keine Bewertungen
- Ammonium Polyphosphate SpecificationDokument3 SeitenAmmonium Polyphosphate SpecificationMaggie VillacortaNoch keine Bewertungen