Das könnte Ihnen auch gefallen
- Chapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001Dokument16 SeitenChapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001sunitbhaumikNoch keine Bewertungen
- BR-1624 Air Pollution ControlDokument12 SeitenBR-1624 Air Pollution Controltovi hardantoNoch keine Bewertungen
- Pollution Control Techniques: Submitted byDokument3 SeitenPollution Control Techniques: Submitted byAayan ShahNoch keine Bewertungen
- Nox Impacts On Environment and Human HealthDokument5 SeitenNox Impacts On Environment and Human HealthnaikNoch keine Bewertungen
- Measures in Air Pollution ReductionDokument61 SeitenMeasures in Air Pollution ReductionPamela MendozaNoch keine Bewertungen
- Cement Manufacturing: Industry Description and PracticesDokument4 SeitenCement Manufacturing: Industry Description and PracticesSambhu YadavNoch keine Bewertungen
- Cement Manufacturing: Environmental Guidelines ForDokument4 SeitenCement Manufacturing: Environmental Guidelines FornathabbuNoch keine Bewertungen
- The American University in Cairo: Environmental Science Air PollutionDokument35 SeitenThe American University in Cairo: Environmental Science Air PollutionAviects Avie JaroNoch keine Bewertungen
- Circulating Fluid Bed Scrubbing TechnologyDokument7 SeitenCirculating Fluid Bed Scrubbing TechnologyЕкатерина ЗеленцовскаяNoch keine Bewertungen
- A) CO EmissionDokument3 SeitenA) CO EmissionSherry OwomugishaNoch keine Bewertungen
- ECO ROADS: A Solution To The Vehicular Pollution On RoadsDokument9 SeitenECO ROADS: A Solution To The Vehicular Pollution On Roadsharshit gargNoch keine Bewertungen
- What You Require To Know About NOx Reduction.20130104.123704Dokument2 SeitenWhat You Require To Know About NOx Reduction.20130104.123704anon_931869105Noch keine Bewertungen
- M.dewild@ecn - NL: Control of Life-Cycle Emissions From Crystalline Silicon Solar Cell ManufacturingDokument3 SeitenM.dewild@ecn - NL: Control of Life-Cycle Emissions From Crystalline Silicon Solar Cell ManufacturinghosseinNoch keine Bewertungen
- 03 Air Pollution Control EquipmentDokument158 Seiten03 Air Pollution Control EquipmentFadhli JapryNoch keine Bewertungen
- NOx Control in Power Plants R1Dokument10 SeitenNOx Control in Power Plants R1Vishal JaishankarNoch keine Bewertungen
- Ref7 PDFDokument7 SeitenRef7 PDFJulian BermudezNoch keine Bewertungen
- How To Reduce NOX and SOXDokument3 SeitenHow To Reduce NOX and SOXnoraiz fozanNoch keine Bewertungen
- Carbon Monoxide PoisoningDokument3 SeitenCarbon Monoxide PoisoningNarayan VaidyanathanNoch keine Bewertungen
- aAPC 2marks With AnswerDokument17 SeitenaAPC 2marks With AnswerERKATHIR0% (1)
- Cement Manufacturing: Industry Description and PracticesDokument4 SeitenCement Manufacturing: Industry Description and PracticesNatala WillzNoch keine Bewertungen
- Cement Manufacturing: Industry Description and PracticesDokument4 SeitenCement Manufacturing: Industry Description and Practicesbridget mutsutsururuNoch keine Bewertungen
- Environmental Impact Analysis 233Dokument10 SeitenEnvironmental Impact Analysis 233Kayla CoxNoch keine Bewertungen
- Sulfur Oxides: Pollution Prevention and Control: Choice of Fuel Since Sulfur Emissions Are Proportional To TheDokument3 SeitenSulfur Oxides: Pollution Prevention and Control: Choice of Fuel Since Sulfur Emissions Are Proportional To Theluis norabuenaNoch keine Bewertungen
- Sulfur Oxides: Pollution Prevention and Control: Choice of Fuel Since Sulfur Emissions Are Proportional To TheDokument3 SeitenSulfur Oxides: Pollution Prevention and Control: Choice of Fuel Since Sulfur Emissions Are Proportional To Thesnikt786Noch keine Bewertungen
- Boiler Combustion & EmissionDokument15 SeitenBoiler Combustion & EmissionMustafa HusainNoch keine Bewertungen
- Chapter 7-Air Pollution Study AQHIDokument34 SeitenChapter 7-Air Pollution Study AQHIjeff yewNoch keine Bewertungen
- Industrial Emission Treatment Technologies: Manh Hoang and Anita J. HillDokument22 SeitenIndustrial Emission Treatment Technologies: Manh Hoang and Anita J. HillLaxit PanaraNoch keine Bewertungen
- CHE 459 - Lecture 4Dokument28 SeitenCHE 459 - Lecture 4squayson370Noch keine Bewertungen
- NAWTEC - New Trends On Flue Gas CleaningDokument14 SeitenNAWTEC - New Trends On Flue Gas CleaningADalPozzoNoch keine Bewertungen
- Carbon Black ProcessDokument4 SeitenCarbon Black ProcessAnonymous azD9vQD100% (1)
- Glass ManufacturingDokument4 SeitenGlass ManufacturingMahfuzur Rahman SiddikyNoch keine Bewertungen
- Air PollutionDokument21 SeitenAir PollutionOmaya TariqNoch keine Bewertungen
- Comparison of Flue Gas Desulphurization Processes Based On Life Cycle AssessmentDokument9 SeitenComparison of Flue Gas Desulphurization Processes Based On Life Cycle AssessmentAnonymous Hm7PkZNoch keine Bewertungen
- Reduce Air PollutionDokument14 SeitenReduce Air PollutionJohn Emmanuel Abel RamosNoch keine Bewertungen
- EnvironmentDokument3 SeitenEnvironmentPriyanka Bakshi YadavNoch keine Bewertungen
- CHAP9Dokument11 SeitenCHAP9KARTHIKEYANNoch keine Bewertungen
- Handbook Nitrogen Oxides Pollution Prevention and ControlDokument5 SeitenHandbook Nitrogen Oxides Pollution Prevention and ControlrupigapigaNoch keine Bewertungen
- Fig 1.1 Typical Particle Size: Bvcoeri Nashik (B.E. Mechanical) 1Dokument54 SeitenFig 1.1 Typical Particle Size: Bvcoeri Nashik (B.E. Mechanical) 1shailesh pansareNoch keine Bewertungen
- Presentation 4Dokument38 SeitenPresentation 4Hubab AhmadNoch keine Bewertungen
- Industrial IncineratorDokument16 SeitenIndustrial IncineratorAnthony FelixNoch keine Bewertungen
- 8 Energy Saving and Environmental Protection in Cement Production - Ó + - ËÙ+À ÚDokument15 Seiten8 Energy Saving and Environmental Protection in Cement Production - Ó + - ËÙ+À ÚNova HeriNoch keine Bewertungen
- Reducing Dioxin Emissions in Electric Steel MillsDokument4 SeitenReducing Dioxin Emissions in Electric Steel MillstedmozbiNoch keine Bewertungen
- Pollutant Formation and Control: 3.1 The PollutantsDokument19 SeitenPollutant Formation and Control: 3.1 The PollutantssuriyaNoch keine Bewertungen
- Nickel PPAHDokument4 SeitenNickel PPAHdeddodNoch keine Bewertungen
- Catalytic Oxidation of Ammonia To NitrogenDokument139 SeitenCatalytic Oxidation of Ammonia To Nitrogenagnotts09Noch keine Bewertungen
- Oxygen - Environmental RegulationsDokument2 SeitenOxygen - Environmental RegulationsAnis.MNoch keine Bewertungen
- Complex ProblemDokument1 SeiteComplex Problemhafizarslanmushtaq0Noch keine Bewertungen
- Chapter 3: Methodology: 3.0 Process Design IntroductionDokument7 SeitenChapter 3: Methodology: 3.0 Process Design IntroductionArthurNoch keine Bewertungen
- 1.B.2.c Venting and Flaring 2019Dokument15 Seiten1.B.2.c Venting and Flaring 2019Anish KarthikeyanNoch keine Bewertungen
- Air Pollution MeasuresDokument1 SeiteAir Pollution MeasuresPriya DarshiniNoch keine Bewertungen
- Glass Manufacturing PDFDokument4 SeitenGlass Manufacturing PDFwakasensei9950% (2)
- Nitrogen OxideDokument5 SeitenNitrogen OxideGlenn Frey LayugNoch keine Bewertungen
- 2 - Air Pollution ControlDokument35 Seiten2 - Air Pollution ControlAstra BeckettNoch keine Bewertungen
- Impacts of Sponge Iron Industries On Environment and Mitigation MeasuresDokument13 SeitenImpacts of Sponge Iron Industries On Environment and Mitigation MeasuresSUMAN GHOSHNoch keine Bewertungen
- Nox Reduction Using RDF (Refuse Derived Fuel) in Cement IndustryDokument2 SeitenNox Reduction Using RDF (Refuse Derived Fuel) in Cement IndustryIzaz Ulhaq YousafziNoch keine Bewertungen
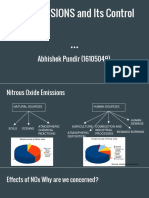
- Nox Emissions and Its Control: Abhishek Pundir (16105049)Dokument27 SeitenNox Emissions and Its Control: Abhishek Pundir (16105049)SavitarNoch keine Bewertungen
- L7 PDFDokument24 SeitenL7 PDFAnil KumarNoch keine Bewertungen
- Air Pollution FinalDokument131 SeitenAir Pollution FinalfaheemabbasNoch keine Bewertungen
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementVon EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNoch keine Bewertungen
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Von EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Bewertung: 5 von 5 Sternen5/5 (1)
- ESPTrouble Shooting GuideDokument65 SeitenESPTrouble Shooting Guidesivakscribd67% (3)
- Burner EngDokument4 SeitenBurner EngJagdeep ArryNoch keine Bewertungen
- Burner EngDokument4 SeitenBurner EngJagdeep ArryNoch keine Bewertungen
- True or False - Collection of Objective QuestionsDokument8 SeitenTrue or False - Collection of Objective QuestionsJagdeep ArryNoch keine Bewertungen
- Viva Questions - IIDokument1 SeiteViva Questions - IIJagdeep ArryNoch keine Bewertungen
- UB Manual 2011-12Dokument101 SeitenUB Manual 2011-12Jagdeep ArryNoch keine Bewertungen
- Unit 6 BoilerDokument11 SeitenUnit 6 BoilerJagdeep ArryNoch keine Bewertungen
- Air Pool Protection From Emissions Of The Power Industry: 1.1.2.1.3. Burners Out оf Service - BOOSDokument1 SeiteAir Pool Protection From Emissions Of The Power Industry: 1.1.2.1.3. Burners Out оf Service - BOOSJagdeep ArryNoch keine Bewertungen
- Basics Steam BoilersDokument29 SeitenBasics Steam BoilersZia Ul HassanNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Air Pool Protection From Emissions of The Power Industry: 1.1.2.1.2. Biased Burner Firing - BBFDokument4 SeitenAir Pool Protection From Emissions of The Power Industry: 1.1.2.1.2. Biased Burner Firing - BBFJagdeep Arry100% (1)
- Mader/Biology, 11/e - Chapter Outline: 5.1 Plasma Membrane Structure and FunctionDokument4 SeitenMader/Biology, 11/e - Chapter Outline: 5.1 Plasma Membrane Structure and Functionapi-455371000Noch keine Bewertungen
- Fluid, Electrolytes IV Therapy - StudentDokument65 SeitenFluid, Electrolytes IV Therapy - StudentValerieNoch keine Bewertungen
- SOLUTION Test 2023Dokument3 SeitenSOLUTION Test 2023साहिल PandeyNoch keine Bewertungen
- Adaptation, Modification and AccommodationDokument7 SeitenAdaptation, Modification and AccommodationmariaNoch keine Bewertungen
- Chapter 6 Microbial GrowthDokument36 SeitenChapter 6 Microbial GrowthAnonymous nfaRJGqNoch keine Bewertungen
- Water LoseDokument29 SeitenWater LoseJAKLIN EMPOLNoch keine Bewertungen
- Biology 10-12 Revised Edition 2Dokument138 SeitenBiology 10-12 Revised Edition 2Mwami JayNoch keine Bewertungen
- Ion Exchange Vs Ultra Filtration SystemDokument12 SeitenIon Exchange Vs Ultra Filtration SystemGauravNoch keine Bewertungen
- Dialysis and OsmosisDokument10 SeitenDialysis and OsmosisValerie Anne AstorgaNoch keine Bewertungen
- Unit 2 1-2 3Dokument5 SeitenUnit 2 1-2 3api-282526559Noch keine Bewertungen
- Peritonitis in PD PatientsDokument64 SeitenPeritonitis in PD PatientsDaniel SitungkirNoch keine Bewertungen
- Chapter 3 Biology Form 4Dokument37 SeitenChapter 3 Biology Form 4CuteOnion Furmon100% (1)
- A225 Water Potential - SynopticDokument6 SeitenA225 Water Potential - Synopticramloghun veerNoch keine Bewertungen
- Chemistry: SolutionDokument68 SeitenChemistry: SolutionSatyajit RoutNoch keine Bewertungen
- General Biology Lab Manual - F2016 PDFDokument114 SeitenGeneral Biology Lab Manual - F2016 PDFDuncan ComptonNoch keine Bewertungen
- ANAPHYDokument23 SeitenANAPHYYu, Denise Kyla BernadetteNoch keine Bewertungen
- Cell Transport MechanismsDokument8 SeitenCell Transport MechanismsNhorielyn Joy Disbaro BaltazarNoch keine Bewertungen
- Tonicity: Isotonic SolutionDokument5 SeitenTonicity: Isotonic SolutionGembelle MayorgaNoch keine Bewertungen
- WK 1ss1biologyDokument45 SeitenWK 1ss1biologyUmoru LawrenceNoch keine Bewertungen
- AP Biology Outline - Chapter 5Dokument6 SeitenAP Biology Outline - Chapter 5Omar LopezNoch keine Bewertungen
- Biology Practical (1) SSCDokument24 SeitenBiology Practical (1) SSCtasfiamrNoch keine Bewertungen
- F&E, Oxygenation - PreTestDokument9 SeitenF&E, Oxygenation - PreTestToni Marie Buenconsejo PunzalanNoch keine Bewertungen
- Distilling Plant - Week 8Dokument35 SeitenDistilling Plant - Week 8இராம் பாபுNoch keine Bewertungen
- KVPY Assignment Bio AakashDokument5 SeitenKVPY Assignment Bio AakashRinku VermaNoch keine Bewertungen
- CELL TRANSPORTPOWEPOINT (Recovered)Dokument140 SeitenCELL TRANSPORTPOWEPOINT (Recovered)ntakirutimana valensNoch keine Bewertungen
- Basic Separation TechniquesDokument24 SeitenBasic Separation Techniquesabrish solNoch keine Bewertungen
- Diffusion and OsmosisDokument23 SeitenDiffusion and Osmosisapi-362588611Noch keine Bewertungen
- Cell Transport ReviewDokument2 SeitenCell Transport ReviewRizza MoradaNoch keine Bewertungen
- Class 9 The Fundamental Unit of Life Assignment 7Dokument3 SeitenClass 9 The Fundamental Unit of Life Assignment 7Madhusudan BanerjeeNoch keine Bewertungen
- BNWL7-SCI TB C06 QR11 Laboratory-ActivitiesDokument26 SeitenBNWL7-SCI TB C06 QR11 Laboratory-ActivitiesTricia RodriguezNoch keine Bewertungen