Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
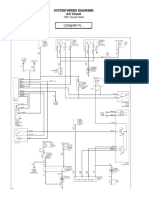
- Suzuki Swift Diagrama PDFDokument18 SeitenSuzuki Swift Diagrama PDFXavier Calvache60% (5)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- TDS-187 Carbopol ETD 2020 Personal Care ApplicationsDokument2 SeitenTDS-187 Carbopol ETD 2020 Personal Care ApplicationsMagister Veneficae Antonius Endrilius100% (1)
- DeepWork CompanionDokument26 SeitenDeepWork Companionjijiki44% (39)
- American National Standard Specification For Sound Level MetersDokument32 SeitenAmerican National Standard Specification For Sound Level MetersPatty OsculloNoch keine Bewertungen
- Present Perfect Progressive Story 1Dokument8 SeitenPresent Perfect Progressive Story 1rodo25Noch keine Bewertungen
- Python-Nmap - Nmap From PythonDokument7 SeitenPython-Nmap - Nmap From PythonpedrodotnetNoch keine Bewertungen
- FASA - Battletech - Field Ops Manual (Fan Supplement)Dokument42 SeitenFASA - Battletech - Field Ops Manual (Fan Supplement)m100% (4)
- Urus - !! ZL304A 0Dokument17 SeitenUrus - !! ZL304A 0HhhhCali100% (1)
- Lovejoy PDFDokument28 SeitenLovejoy PDFegomoNoch keine Bewertungen
- Product DataDokument2 SeitenProduct DataegomoNoch keine Bewertungen
- Monti Industrial Pressrelease4.2Dokument16 SeitenMonti Industrial Pressrelease4.2egomoNoch keine Bewertungen
- Monti Industrial Pressrelease4.2Dokument16 SeitenMonti Industrial Pressrelease4.2egomoNoch keine Bewertungen
- 4001 Sup 5Dokument1 Seite4001 Sup 5egomoNoch keine Bewertungen
- Bristle Blaster English - P 033 En.1Dokument4 SeitenBristle Blaster English - P 033 En.1egomoNoch keine Bewertungen
- Bristle Blaster English - P 033 En.1Dokument4 SeitenBristle Blaster English - P 033 En.1egomoNoch keine Bewertungen
- Astm - A105a 105M PDFDokument4 SeitenAstm - A105a 105M PDFegomoNoch keine Bewertungen
- Catalogo LimitorqueDokument48 SeitenCatalogo LimitorqueegomoNoch keine Bewertungen
- Crowcon Tetra 3 User ManualDokument36 SeitenCrowcon Tetra 3 User ManualegomoNoch keine Bewertungen
- Crowcon Tetra 3 User ManualDokument36 SeitenCrowcon Tetra 3 User ManualegomoNoch keine Bewertungen
- Mondrian 3.0 Technical GuideDokument254 SeitenMondrian 3.0 Technical Guideptmocho100% (1)
- T24 High Availablity On AixDokument138 SeitenT24 High Availablity On AixSiva KarthikNoch keine Bewertungen
- Intro To Patent in India InternshipDokument4 SeitenIntro To Patent in India Internshipchidige sai varnithaNoch keine Bewertungen
- 2012 HHAyNPM MalacatesDokument21 Seiten2012 HHAyNPM MalacatesBeMonNoch keine Bewertungen
- Collectors' Coins Great Britain: 32nd Edition © 2005 (PDF Version)Dokument92 SeitenCollectors' Coins Great Britain: 32nd Edition © 2005 (PDF Version)smk729Noch keine Bewertungen
- UNIT - 13 - Extra - Grammar - Exercises ENGLISH 1Dokument3 SeitenUNIT - 13 - Extra - Grammar - Exercises ENGLISH 1Taty Cerrato100% (1)
- Blackberry Java Plug in For Eclipse Release Notes 1422766 1221025219 001 1.3 USDokument22 SeitenBlackberry Java Plug in For Eclipse Release Notes 1422766 1221025219 001 1.3 USpkc456Noch keine Bewertungen
- Nfpa 11: Standard For Low-, Medium-, and High-Expansion FoamDokument1 SeiteNfpa 11: Standard For Low-, Medium-, and High-Expansion FoambudaNoch keine Bewertungen
- ApirefDokument704 SeitenApirefsdssd sdsNoch keine Bewertungen
- Math7 Q3 Module8Dokument17 SeitenMath7 Q3 Module8Rê N ZôNoch keine Bewertungen
- Getting Ready For V6R1Dokument90 SeitenGetting Ready For V6R1maxxx13Noch keine Bewertungen
- Setup Page: Do Not Delete This Page !!!Dokument50 SeitenSetup Page: Do Not Delete This Page !!!pucukrebungNoch keine Bewertungen
- F 607 - 96 - Rjywny05ngDokument3 SeitenF 607 - 96 - Rjywny05ngMorched TounsiNoch keine Bewertungen
- Case Laws FinalDokument36 SeitenCase Laws FinalNeenaNoch keine Bewertungen
- PC 21 Bi PDFDokument58 SeitenPC 21 Bi PDFTheGuilioNoch keine Bewertungen
- ACESYS V8.0 - User Manual - DP - DiagDokument10 SeitenACESYS V8.0 - User Manual - DP - DiagMohamed AdelNoch keine Bewertungen
- Tda 7056Dokument15 SeitenTda 7056silvertronicNoch keine Bewertungen
- Notes MLC 206 Deakin Marketing Law AssignmentDokument5 SeitenNotes MLC 206 Deakin Marketing Law AssignmentApril IngramNoch keine Bewertungen
- Lawofattractionplanner 1month Trial of Year Planner AmDokument20 SeitenLawofattractionplanner 1month Trial of Year Planner AmRemus Romano Reyes100% (5)
- Design by Lois J. Long: Originally Published in Leaflet 75133, Keen Knits ©2009 by Leisure Arts, IncDokument2 SeitenDesign by Lois J. Long: Originally Published in Leaflet 75133, Keen Knits ©2009 by Leisure Arts, IncMónica GaliciaNoch keine Bewertungen
- 560HDDokument1 Seite560HDapi-19808945Noch keine Bewertungen
- ASTM E2068-00-Reapproved-2016Dokument8 SeitenASTM E2068-00-Reapproved-2016PanomkornNoch keine Bewertungen