Das könnte Ihnen auch gefallen
- 2 To Study VASDokument5 Seiten2 To Study VASAnand GujaratiNoch keine Bewertungen
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesVon EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNoch keine Bewertungen
- SolarDokument6 SeitenSolarMuneeb YounisNoch keine Bewertungen
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialVon EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNoch keine Bewertungen
- Different Refrigeration CyclesDokument11 SeitenDifferent Refrigeration CyclesLester AngelesNoch keine Bewertungen
- Unit 2 RacDokument40 SeitenUnit 2 Racozair arshadNoch keine Bewertungen
- Understanding Process Equipment for Operators and EngineersVon EverandUnderstanding Process Equipment for Operators and EngineersBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Vapour AbsorptionDokument15 SeitenVapour AbsorptionSatheesh ChandranNoch keine Bewertungen
- Process Engineering: Facts, Fiction and FablesVon EverandProcess Engineering: Facts, Fiction and FablesBewertung: 3 von 5 Sternen3/5 (2)
- Non-Conventional Refrigeration SystemsDokument21 SeitenNon-Conventional Refrigeration SystemsNishit ParmarNoch keine Bewertungen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Vapour Absorption System by WikipediaDokument3 SeitenVapour Absorption System by WikipediaSarthak BhargavaNoch keine Bewertungen
- Unit 5.1 RefrigrationDokument11 SeitenUnit 5.1 RefrigrationPalanichamy MuruganNoch keine Bewertungen
- The Home Owner's Guide to HVAC: The Envelope and Green TechnologiesVon EverandThe Home Owner's Guide to HVAC: The Envelope and Green TechnologiesNoch keine Bewertungen
- Vapour Absorption Refrigeration SystemDokument12 SeitenVapour Absorption Refrigeration SystemHarshNoch keine Bewertungen
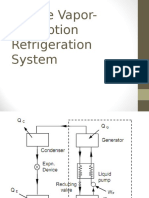
- Simple Vapor-Absorption Refrigeration SystemDokument49 SeitenSimple Vapor-Absorption Refrigeration SystemnaccfrancNoch keine Bewertungen
- Report On Vapor Absorption Refrigeration System: Ubmited by Sourav Mondal B. E. Power Engg. Jadavpur UniversityDokument14 SeitenReport On Vapor Absorption Refrigeration System: Ubmited by Sourav Mondal B. E. Power Engg. Jadavpur UniversitysouravNoch keine Bewertungen
- Exhaust Base Vam Tonnage CalculationDokument9 SeitenExhaust Base Vam Tonnage CalculationMagical RiyaNoch keine Bewertungen
- Refrigeration Assignment 3Dokument12 SeitenRefrigeration Assignment 3teddiyfentawNoch keine Bewertungen
- Chapter 3 RACDokument26 SeitenChapter 3 RACSameer AhmadNoch keine Bewertungen
- Vapour Absorption Refrigeration Test RigDokument7 SeitenVapour Absorption Refrigeration Test RigSwapnil DeyNoch keine Bewertungen
- Vars PDFDokument6 SeitenVars PDFASHUTOSH KUMARNoch keine Bewertungen
- Basic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesDokument9 SeitenBasic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesA.R. Pradeep Kumar100% (1)
- Vapor Compression Refrigeration SystemDokument6 SeitenVapor Compression Refrigeration SystemGerson Paul BangoyNoch keine Bewertungen
- Unit IvDokument39 SeitenUnit IvKalyan KalapalaNoch keine Bewertungen
- HVAC and Refrigeration SystemDokument25 SeitenHVAC and Refrigeration SystemZoya ShaikhNoch keine Bewertungen
- Warm Space: Basic Civil and Mechanical Engineering Unit VDokument11 SeitenWarm Space: Basic Civil and Mechanical Engineering Unit VThulasi RamNoch keine Bewertungen
- Basic Civil and Mechanical Engineering Unit VDokument37 SeitenBasic Civil and Mechanical Engineering Unit VA.R. Pradeep Kumar100% (1)
- 3-Unit - V - Refrigeration & Air ConditioningDokument57 Seiten3-Unit - V - Refrigeration & Air Conditioningrameshsairaagav100% (1)
- Steam Jet Refrigeration System SeminarDokument16 SeitenSteam Jet Refrigeration System SeminarAmit Prakash100% (2)
- Refrigeration and Air-Conditioning: Unit - 3Dokument30 SeitenRefrigeration and Air-Conditioning: Unit - 3SAATVIK JAINNoch keine Bewertungen
- Vapour Absorption SystemDokument5 SeitenVapour Absorption Systemhwaj100% (1)
- Solar Vapour Absorption SystemDokument7 SeitenSolar Vapour Absorption SystemMir Aqueel AliNoch keine Bewertungen
- Functioning of ChillersDokument22 SeitenFunctioning of ChillersAnonymous b9fcR5Noch keine Bewertungen
- REPORTDokument3 SeitenREPORTEdrielleNoch keine Bewertungen
- Group 5 Melab3Dokument14 SeitenGroup 5 Melab3Gigi SalesNoch keine Bewertungen
- Solar RefrigerationDokument31 SeitenSolar RefrigerationAMIT PRAJAPATI88% (8)
- Solarfrost: The Icebook: Solarfrost Forschung & Entwicklung GMBHDokument13 SeitenSolarfrost: The Icebook: Solarfrost Forschung & Entwicklung GMBHhanseisNoch keine Bewertungen
- Absorption Heat PumpDokument4 SeitenAbsorption Heat PumpMaisa UlfahNoch keine Bewertungen
- Unit6 N 7Dokument46 SeitenUnit6 N 7Shanku Raajashree100% (1)
- Performance and Efficiency Test of Refrigeration Sysytem: (Mel Lab 3 Report)Dokument14 SeitenPerformance and Efficiency Test of Refrigeration Sysytem: (Mel Lab 3 Report)Yhan SombilonNoch keine Bewertungen
- Vapor Absorption MachinesDokument42 SeitenVapor Absorption MachinesMuhammad_Tahir_9318100% (3)
- 13.vapour Absorption Refrigeration (H2O-NH3)Dokument4 Seiten13.vapour Absorption Refrigeration (H2O-NH3)Anas AlbasarhNoch keine Bewertungen
- Refrigeration and Air ConditioningDokument6 SeitenRefrigeration and Air ConditioningIbrahim HossainNoch keine Bewertungen
- Solar RefrigerationDokument31 SeitenSolar RefrigerationPrabhat Sharma100% (1)
- Overview of Vapor Absorption Cooling SystemsDokument42 SeitenOverview of Vapor Absorption Cooling SystemsShakir Alom TomalNoch keine Bewertungen
- Refrigeration and Air ConditioningDokument102 SeitenRefrigeration and Air ConditioningYuvaperiyasamy MayilsamyNoch keine Bewertungen
- Lecture-18: Vapour Absorption Refrigeration SystemDokument6 SeitenLecture-18: Vapour Absorption Refrigeration Systemmonu991Noch keine Bewertungen
- The Importance of A Clean CondenserDokument5 SeitenThe Importance of A Clean CondenserD HarNoch keine Bewertungen
- 12 Chapter 03Dokument37 Seiten12 Chapter 03Eman El DsoukyNoch keine Bewertungen
- HVAC & Refrigeration SystemDokument22 SeitenHVAC & Refrigeration SystemSivakumar NadarajaNoch keine Bewertungen
- Solutions To Improve Operation Efficiency of H2O/Libr Absorption ChillerDokument8 SeitenSolutions To Improve Operation Efficiency of H2O/Libr Absorption ChillerSang HoàngNoch keine Bewertungen
- Thermal Engineering Unit 5Dokument23 SeitenThermal Engineering Unit 5MohanCool100% (1)
- Types of Refrigeration SystemsDokument16 SeitenTypes of Refrigeration SystemsmeriiNoch keine Bewertungen
- Vapor-Compression Refrigeration, in Which The Refrigerant UndergoesDokument5 SeitenVapor-Compression Refrigeration, in Which The Refrigerant UndergoesANKUR GOGOINoch keine Bewertungen
- Adsorption RefrigerationDokument22 SeitenAdsorption RefrigerationVijay Krishnan100% (1)
- Mechanical-Compression Refrigeration SystemsDokument4 SeitenMechanical-Compression Refrigeration Systemsaruna MoonNoch keine Bewertungen
- Heat Treatments For Improving The Weldability and Formability of Udimet 700Dokument9 SeitenHeat Treatments For Improving The Weldability and Formability of Udimet 700Enary SalernoNoch keine Bewertungen
- Sag 340Dokument15 SeitenSag 340tanujaayerNoch keine Bewertungen
- Estimate For Water SupplyDokument2 SeitenEstimate For Water SupplyAbdulsamad RacmanNoch keine Bewertungen
- Fluid PropertiesDokument37 SeitenFluid PropertiesdeusleanNoch keine Bewertungen
- Comprehensive 2022 & Summer Leaflet New 1 PDFDokument14 SeitenComprehensive 2022 & Summer Leaflet New 1 PDFAkshay DhoteNoch keine Bewertungen
- Alkynes: An Introduction To Organic Synthesis: Based On Mcmurry'S Organic Chemistry, 7 EditionDokument26 SeitenAlkynes: An Introduction To Organic Synthesis: Based On Mcmurry'S Organic Chemistry, 7 EditionElisha NiñaNoch keine Bewertungen
- Simulation of Reactive Distillation ColumnDokument6 SeitenSimulation of Reactive Distillation ColumnthanhndbNoch keine Bewertungen
- ACS Sustainable Chemistry & Engineering - 2020Dokument9 SeitenACS Sustainable Chemistry & Engineering - 2020Eugene YiNoch keine Bewertungen
- Aspen Plus - Cetic Anhyhdrate ReactorsDokument6 SeitenAspen Plus - Cetic Anhyhdrate ReactorsGyan PrameswaraNoch keine Bewertungen
- The Influence of Methanol Concentration To Biodiesel Yield and QualityDokument5 SeitenThe Influence of Methanol Concentration To Biodiesel Yield and QualityOniNoch keine Bewertungen
- Framo Operation ManualDokument16 SeitenFramo Operation Manualcaptulcc100% (2)
- Quantum Dots: Power To ElectronicsDokument41 SeitenQuantum Dots: Power To Electronicsamit_majumdar9620100% (1)
- Models of The Atom Through TimeDokument14 SeitenModels of The Atom Through Timeveronica lunaNoch keine Bewertungen
- Trepanning Positioning Welding ManualDokument14 SeitenTrepanning Positioning Welding ManualGovindan PerumalNoch keine Bewertungen
- Medium Voltage Cables: Refineries & Petrochemical - OnshoreDokument2 SeitenMedium Voltage Cables: Refineries & Petrochemical - OnshoreSriniNoch keine Bewertungen
- Isomerism Revision SlideDokument104 SeitenIsomerism Revision SlideV.Noch keine Bewertungen
- Paint Master Bonding Liquid - SDSDokument3 SeitenPaint Master Bonding Liquid - SDSMichael JoudalNoch keine Bewertungen
- Alluvial MiningDokument109 SeitenAlluvial MiningjoseanselmoNoch keine Bewertungen
- Fermi EnergyDokument7 SeitenFermi EnergyBobNoch keine Bewertungen
- Papercrete4 PDFDokument9 SeitenPapercrete4 PDFPrasad TekadeNoch keine Bewertungen
- 2002Dokument38 Seiten2002B GirishNoch keine Bewertungen
- Review On Soil Stabilization TechniquesDokument5 SeitenReview On Soil Stabilization TechniquesBiswajit AcharyaNoch keine Bewertungen
- Nitoseal 130Dokument2 SeitenNitoseal 130Venkata RaoNoch keine Bewertungen
- Rotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForDokument8 SeitenRotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForCHRISTIAN ZAVALANoch keine Bewertungen
- Heat Transfer Lab Experiment Report PDFDokument5 SeitenHeat Transfer Lab Experiment Report PDFNasih AhmadNoch keine Bewertungen
- Fingermark Visualisation Manual Presentation IAI Aug 2013Dokument42 SeitenFingermark Visualisation Manual Presentation IAI Aug 2013Dogaru MugurNoch keine Bewertungen
- 3rd Quarter Science 8Dokument50 Seiten3rd Quarter Science 8John Ryan PiolNoch keine Bewertungen
- Spe 30342 PaDokument3 SeitenSpe 30342 PaJosé TimanáNoch keine Bewertungen
- Acamprosate CalciumDokument2 SeitenAcamprosate Calciumjafranco.tfsNoch keine Bewertungen
- Green DieselDokument11 SeitenGreen DieselYuvia KusumaNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemVon EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNoch keine Bewertungen
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingVon EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNoch keine Bewertungen
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- A Complete Guide to Safety Officer Interview Questions and AnswersVon EverandA Complete Guide to Safety Officer Interview Questions and AnswersBewertung: 4 von 5 Sternen4/5 (1)
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesVon EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNoch keine Bewertungen
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- Rules of Thumb for Maintenance and Reliability EngineersVon EverandRules of Thumb for Maintenance and Reliability EngineersBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- Abrasive Water Jet Perforation and Multi-Stage FracturingVon EverandAbrasive Water Jet Perforation and Multi-Stage FracturingNoch keine Bewertungen
- Fire Fighting Pumping Systems at Industrial FacilitiesVon EverandFire Fighting Pumping Systems at Industrial FacilitiesBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Fundamentals of Risk Management for Process Industry EngineersVon EverandFundamentals of Risk Management for Process Industry EngineersNoch keine Bewertungen
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityVon EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityBewertung: 5 von 5 Sternen5/5 (2)
- Casing and Liners for Drilling and Completion: Design and ApplicationVon EverandCasing and Liners for Drilling and Completion: Design and ApplicationBewertung: 5 von 5 Sternen5/5 (3)