Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Structural - Steel - Buildings DFG PDFDokument5 SeitenStructural - Steel - Buildings DFG PDFCHARINoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- SDDGSDF Youth4SDGDokument1 SeiteSDDGSDF Youth4SDGCHARINoch keine Bewertungen
- Brochure - Final - 13092019 22 PDFDokument2 SeitenBrochure - Final - 13092019 22 PDFCHARINoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Dali House Design Competition 3 PDFDokument2 SeitenDali House Design Competition 3 PDFCHARINoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- 2019 Call For 232 PDFDokument1 Seite2019 Call For 232 PDFCHARINoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- AICTE FDP Foundation Engineering PDFDokument2 SeitenAICTE FDP Foundation Engineering PDFCHARINoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- PDC - Unit 2Dokument9 SeitenPDC - Unit 2CHARINoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Dali House Design Competition 3 PDFDokument2 SeitenDali House Design Competition 3 PDFCHARINoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- AICTE FDP Foundation Engineering PDFDokument2 SeitenAICTE FDP Foundation Engineering PDFCHARINoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Structural - Steel - Buildings DFG PDFDokument5 SeitenStructural - Steel - Buildings DFG PDFCHARINoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- 2019 Call For 232 PDFDokument1 Seite2019 Call For 232 PDFCHARINoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- 6 Fire ResistanceDokument8 Seiten6 Fire ResistancenrnzrNoch keine Bewertungen
- Brochure - Final - 13092019 22 PDFDokument2 SeitenBrochure - Final - 13092019 22 PDFCHARINoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Co4 Shear WallDokument3 SeitenCo4 Shear WallCHARINoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Annacivil Blog: DOWNLOADED FROM Http://annacivil - TKDokument0 SeitenAnnacivil Blog: DOWNLOADED FROM Http://annacivil - TKvinothpandi100% (7)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- U6 - T1 - Solutions of Linear PDE With Constant CoefficientsDokument21 SeitenU6 - T1 - Solutions of Linear PDE With Constant CoefficientsCHARINoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Maths1 Unit6Dokument9 SeitenMaths1 Unit6CHARINoch keine Bewertungen
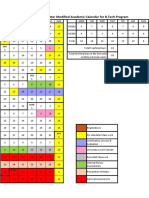
- Modified 2017 - 18EvenSem Academic CalendarDokument1 SeiteModified 2017 - 18EvenSem Academic CalendarCHARINoch keine Bewertungen
- How To Install - CrackDokument1 SeiteHow To Install - CrackCHARINoch keine Bewertungen
- Etcsdp 16 BagDokument1 SeiteEtcsdp 16 BagCHARINoch keine Bewertungen
- Design of Steel StructuresDokument6 SeitenDesign of Steel StructuresNanthini JagadeesanNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 9 ReferencesDokument1 Seite9 Referencesram894uNoch keine Bewertungen
- Job Interview Questions by GeekInterview PDFDokument71 SeitenJob Interview Questions by GeekInterview PDFJulian Uriel CardosoNoch keine Bewertungen
- U6 - T1 - Solutions of Linear PDE With Constant CoefficientsDokument21 SeitenU6 - T1 - Solutions of Linear PDE With Constant CoefficientsCHARINoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- 8 Summary PDFDokument1 Seite8 Summary PDFCHARINoch keine Bewertungen
- 7 FatigueDokument6 Seiten7 FatigueNagaraj RamachandrappaNoch keine Bewertungen
- 1 IntroductionDokument2 Seiten1 IntroductionSha RebellionNoch keine Bewertungen
- CNT Product Nov2015 NewDokument84 SeitenCNT Product Nov2015 NewCHARINoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- 3 Properties of SteelDokument6 Seiten3 Properties of SteelGopu PushpangadhanNoch keine Bewertungen
- Faida WTP - Control PhilosophyDokument19 SeitenFaida WTP - Control PhilosophyDelshad DuhokiNoch keine Bewertungen
- SWOT AnalysisDokument6 SeitenSWOT AnalysisSSPK_92Noch keine Bewertungen
- Crivit IAN 89192 FlashlightDokument2 SeitenCrivit IAN 89192 FlashlightmNoch keine Bewertungen
- The Website Design Partnership FranchiseDokument5 SeitenThe Website Design Partnership FranchiseCheryl MountainclearNoch keine Bewertungen
- Sigma Valve 2-WayDokument2 SeitenSigma Valve 2-WayRahimNoch keine Bewertungen
- Modal Case Data Form: GeneralDokument4 SeitenModal Case Data Form: GeneralsovannchhoemNoch keine Bewertungen
- Common Base AmplifierDokument6 SeitenCommon Base AmplifierMuhammad SohailNoch keine Bewertungen
- U2 - Week1 PDFDokument7 SeitenU2 - Week1 PDFJUANITO MARINONoch keine Bewertungen
- CENT - Company Presentation Q1 2020 PDFDokument22 SeitenCENT - Company Presentation Q1 2020 PDFsabrina rahmawatiNoch keine Bewertungen
- Tekla Structures ToturialsDokument35 SeitenTekla Structures ToturialsvfmgNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- SCHEDULE OF FEES - FinalDokument1 SeiteSCHEDULE OF FEES - FinalAbhishek SunaNoch keine Bewertungen
- Statable 1Dokument350 SeitenStatable 1Shelly SantiagoNoch keine Bewertungen
- MDC PT ChartDokument2 SeitenMDC PT ChartKailas NimbalkarNoch keine Bewertungen
- Charlemagne Command ListDokument69 SeitenCharlemagne Command ListBoardkingZeroNoch keine Bewertungen
- Gogte Institute of Technology: Karnatak Law Society'SDokument33 SeitenGogte Institute of Technology: Karnatak Law Society'SjagaenatorNoch keine Bewertungen
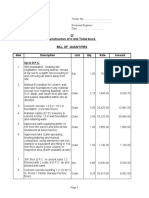
- Type BOQ For Construction of 4 Units Toilet Drawing No.04Dokument6 SeitenType BOQ For Construction of 4 Units Toilet Drawing No.04Yashika Bhathiya JayasingheNoch keine Bewertungen
- LISTA Nascar 2014Dokument42 SeitenLISTA Nascar 2014osmarxsNoch keine Bewertungen
- Chapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDokument7 SeitenChapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDrx Brajendra LodhiNoch keine Bewertungen
- RWJ Corp Ch19 Dividends and Other PayoutsDokument28 SeitenRWJ Corp Ch19 Dividends and Other Payoutsmuhibbuddin noorNoch keine Bewertungen
- Colibri - DEMSU P01 PDFDokument15 SeitenColibri - DEMSU P01 PDFRahul Solanki100% (4)
- A Study On Effective Training Programmes in Auto Mobile IndustryDokument7 SeitenA Study On Effective Training Programmes in Auto Mobile IndustrySAURABH SINGHNoch keine Bewertungen
- Media SchedulingDokument4 SeitenMedia SchedulingShreyansh PriyamNoch keine Bewertungen
- Double Inlet Airfoil Fans - AtzafDokument52 SeitenDouble Inlet Airfoil Fans - AtzafDaniel AlonsoNoch keine Bewertungen
- Nasoya FoodsDokument2 SeitenNasoya Foodsanamta100% (1)
- Change Language DynamicallyDokument3 SeitenChange Language DynamicallySinan YıldızNoch keine Bewertungen
- Study of Means End Value Chain ModelDokument19 SeitenStudy of Means End Value Chain ModelPiyush Padgil100% (1)
- BBCVDokument6 SeitenBBCVSanthosh PgNoch keine Bewertungen
- Certification DSWD Educational AssistanceDokument3 SeitenCertification DSWD Educational AssistancePatoc Stand Alone Senior High School (Region VIII - Leyte)Noch keine Bewertungen
- Divider Block Accessory LTR HowdenDokument4 SeitenDivider Block Accessory LTR HowdenjasonNoch keine Bewertungen
- Reflection Paper 1Dokument5 SeitenReflection Paper 1Juliean Torres AkiatanNoch keine Bewertungen