Das könnte Ihnen auch gefallen
- Insert Designation ChartDokument7 SeitenInsert Designation ChartShobhith.DevadigaNoch keine Bewertungen
- ISOturninginsertsCodekey 08572170540Dokument2 SeitenISOturninginsertsCodekey 08572170540Mahmoud NasrNoch keine Bewertungen
- Doosan Puma MX Series PDFDokument68 SeitenDoosan Puma MX Series PDFGuillermo RamirezNoch keine Bewertungen
- SumiSmall 2015-16 CATALOG LR PDFDokument249 SeitenSumiSmall 2015-16 CATALOG LR PDFAlbertNoch keine Bewertungen
- Uploads - Victaulic - Fittings Fichas - 10 c90 11 c45 100 cl90 110 cl45Dokument5 SeitenUploads - Victaulic - Fittings Fichas - 10 c90 11 c45 100 cl90 110 cl45Gluno DelfinNoch keine Bewertungen
- Sumi Mini Tools Catalog LRDokument262 SeitenSumi Mini Tools Catalog LRWilson DantasNoch keine Bewertungen
- DCCDokument43 SeitenDCCSharungomesNoch keine Bewertungen
- ToolingBox Solid CBN Inserts Brochure-2022Dokument24 SeitenToolingBox Solid CBN Inserts Brochure-2022ToolingBoxNoch keine Bewertungen
- Iso Turning InsertsDokument37 SeitenIso Turning InsertsalphatoolsNoch keine Bewertungen
- Bar With End Standard Hooks: (See ACI DETAILING MANUAL-2004 TABLE-1)Dokument7 SeitenBar With End Standard Hooks: (See ACI DETAILING MANUAL-2004 TABLE-1)AlbyNoch keine Bewertungen
- KYOCERA CatalogueDokument95 SeitenKYOCERA CatalogueMANIT KUMAR BHOINoch keine Bewertungen
- Iso DJ Milling InsertsDokument21 SeitenIso DJ Milling InsertsalphatoolsNoch keine Bewertungen
- K 5Dokument44 SeitenK 5Ricardo Rincon Vega100% (1)
- Lathe Tooling Guide: A Reference Guide To Understanding How Cutting Tools Work and Which Inserts They Pair WithDokument11 SeitenLathe Tooling Guide: A Reference Guide To Understanding How Cutting Tools Work and Which Inserts They Pair WithmallardfirstNoch keine Bewertungen
- ds10524 Lathe Tooling 1223aDokument13 Seitends10524 Lathe Tooling 1223a1drydensamuelNoch keine Bewertungen
- Coupling Alignment: Code Word/ ClientDokument3 SeitenCoupling Alignment: Code Word/ ClientFernando AguilarNoch keine Bewertungen
- Test4 PDFDokument1 SeiteTest4 PDFKevin DoNoch keine Bewertungen
- Materi Roda Gigi PayungDokument11 SeitenMateri Roda Gigi PayungSteven WijayNoch keine Bewertungen
- CMKS-L Dies Construction SheetDokument2 SeitenCMKS-L Dies Construction SheetTrần Long VũNoch keine Bewertungen
- Tech D (107-154)Dokument48 SeitenTech D (107-154)Alejandro CouceiroNoch keine Bewertungen
- Duracarb Catalogue 2019Dokument116 SeitenDuracarb Catalogue 2019PRO TECHNoch keine Bewertungen
- Cutting Tools: Your Partner For Clever ToolingDokument9 SeitenCutting Tools: Your Partner For Clever ToolingPalade LucianNoch keine Bewertungen
- Chapter 6 - Geometry - UnlockedDokument42 SeitenChapter 6 - Geometry - UnlockedAlyssa L100% (2)
- Pipe TableDokument25 SeitenPipe TableMarde Vinson OpamenNoch keine Bewertungen
- Insert PhisicsDokument17 SeitenInsert PhisicsHimanshu MishraNoch keine Bewertungen
- CNC InsertDokument3 SeitenCNC InsertAsif AliNoch keine Bewertungen
- MaxPure CatalogDokument52 SeitenMaxPure CatalogNhut PipingNoch keine Bewertungen
- GN 286Dokument1 SeiteGN 286galmetronikNoch keine Bewertungen
- SFL Milling Calculation 125Dokument1 SeiteSFL Milling Calculation 125PRAVEEN ENoch keine Bewertungen
- Mitsu Turning Tools 1 PDFDokument110 SeitenMitsu Turning Tools 1 PDFMax NovaxNoch keine Bewertungen
- MMC Turning Inserts Catalog en PDFDokument109 SeitenMMC Turning Inserts Catalog en PDFkarthikeyanNoch keine Bewertungen
- Modeling Edging Forces in Skiing Using Merchant's Theory For Metal CuttingDokument23 SeitenModeling Edging Forces in Skiing Using Merchant's Theory For Metal CuttingAhmed GamalNoch keine Bewertungen
- ProductsDokument18 SeitenProductsMohammad SalamaNoch keine Bewertungen
- UNP UPN DatasheetDokument3 SeitenUNP UPN DatasheetHaytham SemaanNoch keine Bewertungen
- Slag GrindingDokument27 SeitenSlag GrindingGanapathy SubramaniamNoch keine Bewertungen
- Fundamentals: Accurately Placed Adequately Supported Shall Be Secured Against DisplacementDokument18 SeitenFundamentals: Accurately Placed Adequately Supported Shall Be Secured Against DisplacementSylvestre UbaNoch keine Bewertungen
- Clotan Steel Cold Formed Sections and Purlins Brochure DigitalDokument8 SeitenClotan Steel Cold Formed Sections and Purlins Brochure DigitalPieter SteenkampNoch keine Bewertungen
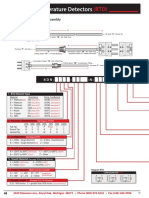
- Resistance Temperature Detectors: Style D - Quick Disconnect AssemblyDokument5 SeitenResistance Temperature Detectors: Style D - Quick Disconnect AssemblyShivam TiwariNoch keine Bewertungen
- Nine9 Indexable Milling CutterDokument16 SeitenNine9 Indexable Milling Cutterعبدالله محمدNoch keine Bewertungen
- Indexable Insert Ion SystemDokument1 SeiteIndexable Insert Ion SystemdocstungestemetNoch keine Bewertungen
- Fatigue CalcsDokument11 SeitenFatigue CalcsinnovativekarthiNoch keine Bewertungen
- 1 Drawing-Angles-Challenge-Cards - Ver - 1Dokument5 Seiten1 Drawing-Angles-Challenge-Cards - Ver - 1Aarti PadiaNoch keine Bewertungen
- Welding Symbol Reference ChartDokument2 SeitenWelding Symbol Reference ChartAamer MohammedNoch keine Bewertungen
- Docente: M.Sc. Ing. Jaime Sotero Rojas Aguirre: Slope Stability - Slip Circle AnalysisDokument2 SeitenDocente: M.Sc. Ing. Jaime Sotero Rojas Aguirre: Slope Stability - Slip Circle AnalysisDavid A Ismael SedaNoch keine Bewertungen
- Rochester Gauge 6200 SeriesDokument3 SeitenRochester Gauge 6200 SeriesparveshNoch keine Bewertungen
- Victaulic AGS Grooved End Fittings: 1.0 Product DescriptionDokument17 SeitenVictaulic AGS Grooved End Fittings: 1.0 Product DescriptionDiego Francisco Ancajima CuevaNoch keine Bewertungen
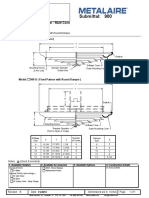
- Model 900 Submittals 311Dokument1 SeiteModel 900 Submittals 311Jason PoloNoch keine Bewertungen
- Victaulic Data IGSDokument15 SeitenVictaulic Data IGSmas queretaroNoch keine Bewertungen
- KMT BoringDokument37 SeitenKMT BoringNARENDER SINGHNoch keine Bewertungen
- Hyundai Steel Products GuideDokument40 SeitenHyundai Steel Products GuidecarloNoch keine Bewertungen
- Anles in Unit Circle (Autosaved)Dokument13 SeitenAnles in Unit Circle (Autosaved)Jhoy SobredillaNoch keine Bewertungen
- 17.70 Victaulic Riser Support PDFDokument4 Seiten17.70 Victaulic Riser Support PDFUday LeekhaNoch keine Bewertungen
- Pumps and PackingsDokument6 SeitenPumps and PackingsSynesiusNoch keine Bewertungen
- Bbs 2Dokument1 SeiteBbs 2srikanth varmaNoch keine Bewertungen
- YU-UL18 (Inch) Indexable InsertsDokument38 SeitenYU-UL18 (Inch) Indexable InsertsLuis CoolNoch keine Bewertungen
- Gear Design CalcDokument2 SeitenGear Design Calcomprakashd4196Noch keine Bewertungen
- 423 - Fresa DiscoDokument28 Seiten423 - Fresa DiscoVinicius Sabrina PedroNoch keine Bewertungen
- SERIES 4380: Vertical In-Line Pumps Closed-CoupledDokument4 SeitenSERIES 4380: Vertical In-Line Pumps Closed-Coupledcarmen hernandezNoch keine Bewertungen
- TEST1Dokument4 SeitenTEST1Emba MadrasNoch keine Bewertungen
- Quotation Format 5Dokument2 SeitenQuotation Format 5Emba MadrasNoch keine Bewertungen
- Utr 1Dokument4 SeitenUtr 1Emba MadrasNoch keine Bewertungen
- BMW Stock 03.12.2017Dokument8 SeitenBMW Stock 03.12.2017Emba MadrasNoch keine Bewertungen
- Points of Reflection Class 1 Class 2 Introduction To Materials Selection Atomic Structure & BondingDokument43 SeitenPoints of Reflection Class 1 Class 2 Introduction To Materials Selection Atomic Structure & BondingEmba MadrasNoch keine Bewertungen
- General BHR Worksheet CalculatorDokument2 SeitenGeneral BHR Worksheet CalculatorEmba MadrasNoch keine Bewertungen
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDokument13 SeitenPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasNoch keine Bewertungen
- Generic Model FSA For Mine Specific Supply IPPsDokument54 SeitenGeneric Model FSA For Mine Specific Supply IPPsEmba MadrasNoch keine Bewertungen
- Inventory Is TheDokument16 SeitenInventory Is TheEmba MadrasNoch keine Bewertungen
- Uk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Dokument13 SeitenUk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Emba MadrasNoch keine Bewertungen
- Sand Casting: Low Cost Tooling Largest Casting Sizes Achievable Very Low Gas Porosity General VersatilityDokument13 SeitenSand Casting: Low Cost Tooling Largest Casting Sizes Achievable Very Low Gas Porosity General VersatilityEmba MadrasNoch keine Bewertungen
- Risk - and - Issues - Analysis - QA FinalDokument10 SeitenRisk - and - Issues - Analysis - QA FinalEmba MadrasNoch keine Bewertungen
- Child From SchoolDokument1 SeiteChild From SchoolEmba MadrasNoch keine Bewertungen
- Trade Terms ImprortsDokument31 SeitenTrade Terms ImprortsEmba MadrasNoch keine Bewertungen
- We Can Change From This ..Dokument20 SeitenWe Can Change From This ..Emba MadrasNoch keine Bewertungen
- 1558035837508gtwf3RUDP4SoBRDQ PDFDokument1 Seite1558035837508gtwf3RUDP4SoBRDQ PDFEmba MadrasNoch keine Bewertungen
- Tonnage Calc-4Dokument12 SeitenTonnage Calc-4Emba MadrasNoch keine Bewertungen
- LANXESS - Processing Data For The Injection Molder - LXS-HPM-006EN - 2017-10 PDFDokument25 SeitenLANXESS - Processing Data For The Injection Molder - LXS-HPM-006EN - 2017-10 PDFEmba MadrasNoch keine Bewertungen
- You Enter Information Only in The Shaded CellsDokument9 SeitenYou Enter Information Only in The Shaded CellsEmba MadrasNoch keine Bewertungen
- Shaper Planner Slotter: Reciprocating MachinesDokument75 SeitenShaper Planner Slotter: Reciprocating MachinesLibin AbrahamNoch keine Bewertungen
- Lathes Using Emery ClothDokument2 SeitenLathes Using Emery ClothvelmuruganNoch keine Bewertungen
- Bolts InformationDokument12 SeitenBolts InformationsathyakumaryjNoch keine Bewertungen
- Fs6109a Y06161Dokument24 SeitenFs6109a Y06161jjhernandezch100% (1)
- Drill Press TableDokument3 SeitenDrill Press Tablehomer35100% (2)
- Process Specification: Finishing of Metal Components (Deburring, Cleaning)Dokument6 SeitenProcess Specification: Finishing of Metal Components (Deburring, Cleaning)s0l1v3r18Noch keine Bewertungen
- RB A225 Approval Rev 1 - 12 12Dokument1 SeiteRB A225 Approval Rev 1 - 12 12TariqMahmoodNoch keine Bewertungen
- Austlift Catalogue EYE BOLTDokument10 SeitenAustlift Catalogue EYE BOLTdoshi78Noch keine Bewertungen
- WPS PQR As Per IsDokument3 SeitenWPS PQR As Per Istarun kaushalNoch keine Bewertungen
- Casting DefectsDokument12 SeitenCasting DefectsPushkar GopalNoch keine Bewertungen
- Solidworks CostingDokument4 SeitenSolidworks CostingratnakarNoch keine Bewertungen
- Specification Sheet For RCD Drill BitDokument6 SeitenSpecification Sheet For RCD Drill Bitmevice63Noch keine Bewertungen
- Vertical Milling AttachmentDokument52 SeitenVertical Milling Attachmentpramo_dassNoch keine Bewertungen
- General FittingsDokument30 SeitenGeneral FittingsjeffuangNoch keine Bewertungen
- HL1560T-80 CatalogoDokument38 SeitenHL1560T-80 CatalogoAlma100% (3)
- Hss Long Shank TapDokument20 SeitenHss Long Shank TapSmithNoch keine Bewertungen
- Aluminum CNC RouterDokument7 SeitenAluminum CNC RouterMarius DanilaNoch keine Bewertungen
- Clarification On FastenersDokument3 SeitenClarification On FastenersHershit GargNoch keine Bewertungen
- Technical Information For The Hacksaw BladesDokument2 SeitenTechnical Information For The Hacksaw BladesZool HilmiNoch keine Bewertungen
- Carbidic Austempered Ductile Iron - ADIDokument8 SeitenCarbidic Austempered Ductile Iron - ADITayfun TezanlarNoch keine Bewertungen
- Koken 201308enspDokument294 SeitenKoken 201308enspHERRAPRO100% (1)
- EDMDokument8 SeitenEDMFashan Mohd AzmiNoch keine Bewertungen
- MCQ in Machine Design and Shop Practice Part 12 ME Board ExamDokument17 SeitenMCQ in Machine Design and Shop Practice Part 12 ME Board Examtagne simo rodrigueNoch keine Bewertungen
- Thread Catalog 2Dokument85 SeitenThread Catalog 2Dina BihaqqiNoch keine Bewertungen
- 96-5000 English TailstockDokument6 Seiten96-5000 English TailstockSergioArturoDelgadoNoch keine Bewertungen
- L8 - Tool Geometry and NomenclatureDokument43 SeitenL8 - Tool Geometry and NomenclatureAditya AdityaNoch keine Bewertungen
- BoltCalcs R5Dokument4 SeitenBoltCalcs R5Homer SilvaNoch keine Bewertungen
- End Mill Basic TrainingDokument22 SeitenEnd Mill Basic TrainingChiao YunNoch keine Bewertungen
- Lab 2. LatheDokument14 SeitenLab 2. LatheNawafNoch keine Bewertungen
- Welding Defects PraDokument2 SeitenWelding Defects PraEzhil Vendhan PalanisamyNoch keine Bewertungen