Das könnte Ihnen auch gefallen
- BHEL Turbine ManualDokument58 SeitenBHEL Turbine Manualnivasssv75% (4)
- 2023-Zaghal-Improving Surface Integrity by Optimizing Slide Diamond Burnishing Parameters After Hard Turning of 42CrMo4 SteelDokument17 Seiten2023-Zaghal-Improving Surface Integrity by Optimizing Slide Diamond Burnishing Parameters After Hard Turning of 42CrMo4 SteelJesus Ismael Jimenez GarciaNoch keine Bewertungen
- Surface Integrity Difference Between Hard Turned and Ground Surfaces PDFDokument4 SeitenSurface Integrity Difference Between Hard Turned and Ground Surfaces PDFmccapaceNoch keine Bewertungen
- High-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997Dokument6 SeitenHigh-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997السيد ابراهيم عبدالعزيز عبداللهNoch keine Bewertungen
- Improving The Quality of The Machining Process Through New TechnologiesDokument4 SeitenImproving The Quality of The Machining Process Through New TechnologiesKaitlynNoch keine Bewertungen
- Guo-Zhao2015 Article WheelNormalGrindingOfHardAndBrDokument8 SeitenGuo-Zhao2015 Article WheelNormalGrindingOfHardAndBrPatriciaGómezNoch keine Bewertungen
- J.A.Ghani, K. Othman, M.N.A. Rahman, B.M. Deros and C.H.C.HaronDokument5 SeitenJ.A.Ghani, K. Othman, M.N.A. Rahman, B.M. Deros and C.H.C.HaronJesús Adrián Santana LuzNoch keine Bewertungen
- Katarina MONKOVA, Peter MONKA and Dusan MANDULAKDokument5 SeitenKatarina MONKOVA, Peter MONKA and Dusan MANDULAKZvonimir OpicNoch keine Bewertungen
- Ijems 23 (1) 65-78Dokument14 SeitenIjems 23 (1) 65-78محمد رفیق حیدرNoch keine Bewertungen
- Relationship Between Surface RoughnDokument7 SeitenRelationship Between Surface RoughnJohn TorrezNoch keine Bewertungen
- Hard Turning of Hot Work Steel X38CRMOV5-3: Evaluation of Surface Roughness and Current Values Using Cutting ParametersDokument12 SeitenHard Turning of Hot Work Steel X38CRMOV5-3: Evaluation of Surface Roughness and Current Values Using Cutting ParametersCarlos Alfredo Gomez PerezNoch keine Bewertungen
- Vrac Sidjanin Balos 56Dokument13 SeitenVrac Sidjanin Balos 56Hoang LamNoch keine Bewertungen
- Paper 1Dokument7 SeitenPaper 1Akeel WannasNoch keine Bewertungen
- Effects of Cutting Tool Materials on Performance Using FEADokument20 SeitenEffects of Cutting Tool Materials on Performance Using FEAAyush UpadhyayNoch keine Bewertungen
- The Determination of Empirical Model For Surface Roughness in Turning Process Using Design of ExperimentDokument10 SeitenThe Determination of Empirical Model For Surface Roughness in Turning Process Using Design of ExperimentDiscord YtNoch keine Bewertungen
- Effect of Surface On COF 1Dokument6 SeitenEffect of Surface On COF 1ahmedkorashyNoch keine Bewertungen
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Dokument3 SeitenOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNoch keine Bewertungen
- 73 Ijmperddec201873Dokument6 Seiten73 Ijmperddec201873TJPRC PublicationsNoch keine Bewertungen
- Surface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentDokument6 SeitenSurface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentaliNoch keine Bewertungen
- 3D Characterization of EBT Steel Sheet SurfacesDokument8 Seiten3D Characterization of EBT Steel Sheet Surfacesangelizer85Noch keine Bewertungen
- Cui Zhao Tian 2013Dokument13 SeitenCui Zhao Tian 2013Lauriene UFPINoch keine Bewertungen
- Review On Effects of Input Parameters and Design of Experiments On Surface Grinding Process in EN31 MaterialDokument7 SeitenReview On Effects of Input Parameters and Design of Experiments On Surface Grinding Process in EN31 MaterialInnovative Research PublicationsNoch keine Bewertungen
- Predictive Modeling of Surface Roughness and Tool Wear in Hard Turning Using Regression and Neural NetworksDokument13 SeitenPredictive Modeling of Surface Roughness and Tool Wear in Hard Turning Using Regression and Neural NetworksAshish ManwarNoch keine Bewertungen
- Investigation On Influence of Cutting Parameters oDokument6 SeitenInvestigation On Influence of Cutting Parameters oDuy TrầnNoch keine Bewertungen
- High Speed Machining of Inconel 718 Focusing On Tool Surface Topography of CBN ToolDokument8 SeitenHigh Speed Machining of Inconel 718 Focusing On Tool Surface Topography of CBN ToolDariusNoch keine Bewertungen
- Diff MTL MillingDokument14 SeitenDiff MTL MillingSamriddhi SinghNoch keine Bewertungen
- MF Review 210033Dokument11 SeitenMF Review 210033Hugo CostaNoch keine Bewertungen
- A Study On The Grindability of Ceramics by Wet LappingDokument5 SeitenA Study On The Grindability of Ceramics by Wet LappingPraval GoelNoch keine Bewertungen
- 4613 Surface Integrity Functional Analysis in Hard Turning AISI 8620 Case Hardened Steel Through 3D Topographical MeasurementDokument6 Seiten4613 Surface Integrity Functional Analysis in Hard Turning AISI 8620 Case Hardened Steel Through 3D Topographical MeasurementGilmar BatalhaNoch keine Bewertungen
- Metals 12 01899 PDFDokument14 SeitenMetals 12 01899 PDFKuldeep Singh ParmarNoch keine Bewertungen
- ArticleText 387200 1 10 20190807Dokument11 SeitenArticleText 387200 1 10 20190807Daniel felipe Ariza carranzaNoch keine Bewertungen
- Matecconf Imanee2018Dokument6 SeitenMatecconf Imanee2018Irina BesliuNoch keine Bewertungen
- Machinability Evaluation in Hard Turning of Cold Work Tool Steel (D2) With Ceramic Tools Using Statistical TechniquesDokument6 SeitenMachinability Evaluation in Hard Turning of Cold Work Tool Steel (D2) With Ceramic Tools Using Statistical TechniquesAmrik SinghNoch keine Bewertungen
- Laser Bending PresentationDokument109 SeitenLaser Bending PresentationVivek SharmaNoch keine Bewertungen
- Modelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression AnalysisDokument8 SeitenModelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression Analysisமு அஜய்குமார்Noch keine Bewertungen
- High Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool SteelDokument18 SeitenHigh Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool Steelnovkovic1984Noch keine Bewertungen
- Microdureza 3Dokument5 SeitenMicrodureza 3cortelinirosaNoch keine Bewertungen
- 2019-Analysis and Modeling of Surface Roughness BasedDokument5 Seiten2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaNoch keine Bewertungen
- 2 - Application of Grey Relational Analysis Based On Taguchi Method For Optimizing Machining Parameters in Hard Turning of High Chrome Cast IronDokument11 Seiten2 - Application of Grey Relational Analysis Based On Taguchi Method For Optimizing Machining Parameters in Hard Turning of High Chrome Cast IronVICTOR HUAMANNoch keine Bewertungen
- Machining Subsurface Deformation Under Various Rake Angles 2022 Procedia CIRDokument5 SeitenMachining Subsurface Deformation Under Various Rake Angles 2022 Procedia CIRlelag96085Noch keine Bewertungen
- 03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Dokument10 Seiten03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Gustavo Rocha de QueirozNoch keine Bewertungen
- Surface Integrity of Inconel 718 in Electrical Discharge GrindingDokument9 SeitenSurface Integrity of Inconel 718 in Electrical Discharge GrindingAnang KatyayanNoch keine Bewertungen
- ICME07-AM-38: N. R. Dhar, N. Sarmin, K. Paul, N. Nahar and D. AlamDokument6 SeitenICME07-AM-38: N. R. Dhar, N. Sarmin, K. Paul, N. Nahar and D. AlamArnab AzadNoch keine Bewertungen
- Interncionalparametros de CorteDokument7 SeitenInterncionalparametros de CorteFernando Michelon MarquesNoch keine Bewertungen
- Shahmirzaloo 2020 Mater. Res. Express 7 116526Dokument16 SeitenShahmirzaloo 2020 Mater. Res. Express 7 116526Arturo CervantesNoch keine Bewertungen
- Materials 13 01109Dokument22 SeitenMaterials 13 01109NefNoch keine Bewertungen
- Pulsed PDFDokument13 SeitenPulsed PDFrajeshNoch keine Bewertungen
- Rugozitatea SuprafetelorDokument7 SeitenRugozitatea SuprafetelorcristinaNoch keine Bewertungen
- Cutting ToolDokument9 SeitenCutting ToolRay Live To RaceNoch keine Bewertungen
- Optimization of Cutting Parameters in Hard Turning of AISI H10A Steel Under Minimum Quantity LubricationDokument9 SeitenOptimization of Cutting Parameters in Hard Turning of AISI H10A Steel Under Minimum Quantity LubricationJoker 246Noch keine Bewertungen
- Paper ShobraDokument15 SeitenPaper ShobrapatigovNoch keine Bewertungen
- Research Paper 5Dokument8 SeitenResearch Paper 5lightyagmai1234Noch keine Bewertungen
- Mech-IJME-Influence of The - NECIB DjilaniDokument10 SeitenMech-IJME-Influence of The - NECIB Djilaniiaset123Noch keine Bewertungen
- ,,knkjkjk1 s2.0 S0924013605004000 Main PDFDokument7 Seiten,,knkjkjk1 s2.0 S0924013605004000 Main PDFKarissa ElvinaNoch keine Bewertungen
- Ductile Regime MachiningDokument7 SeitenDuctile Regime MachiningEroticafeNoch keine Bewertungen
- Ch21 Fundamentals of Cutting2Dokument70 SeitenCh21 Fundamentals of Cutting2manojc68Noch keine Bewertungen
- Ch21 Fundamentals of CuttingDokument56 SeitenCh21 Fundamentals of CuttingImGlobalCitizenNoch keine Bewertungen
- Optimization of Process Parameters in CNC Turning of Copper and Aluminium Alloy Using Taguchi ApproachDokument10 SeitenOptimization of Process Parameters in CNC Turning of Copper and Aluminium Alloy Using Taguchi ApproachIJRASETPublicationsNoch keine Bewertungen
- Development of A Laser Roughness Analyser To Predict in Situ The Bond Strength of Concrete-To-Concrete InterfacesDokument10 SeitenDevelopment of A Laser Roughness Analyser To Predict in Situ The Bond Strength of Concrete-To-Concrete InterfacesTANVEERNoch keine Bewertungen
- Vila 2012Dokument11 SeitenVila 2012tonyNoch keine Bewertungen
- Materials Science and Technology of Optical FabricationVon EverandMaterials Science and Technology of Optical FabricationNoch keine Bewertungen
- Deep hole drilling systems MQL carbide toolsDokument2 SeitenDeep hole drilling systems MQL carbide toolsarvinupNoch keine Bewertungen
- Quick Changeover Process TrainingDokument41 SeitenQuick Changeover Process TrainingarvinupNoch keine Bewertungen
- GD&T Feature Check SpecificsDokument28 SeitenGD&T Feature Check SpecificsarvinupNoch keine Bewertungen
- SURFACE ROUGHNESS MEASUREMENT GUIDEDokument1 SeiteSURFACE ROUGHNESS MEASUREMENT GUIDEarvinupNoch keine Bewertungen
- TransformationalLeadership SlidesDokument29 SeitenTransformationalLeadership SlidesarvinupNoch keine Bewertungen
- 82 07bjdDokument7 Seiten82 07bjdarvinupNoch keine Bewertungen
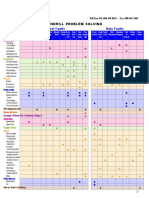
- Gundrill Problem Solving: Tool Faults Hole FaultsDokument1 SeiteGundrill Problem Solving: Tool Faults Hole FaultsarvinupNoch keine Bewertungen
- Gun Drill Wear and Tool Life TestsDokument6 SeitenGun Drill Wear and Tool Life TestsarvinupNoch keine Bewertungen
- E4329 QuickGuideDokument52 SeitenE4329 QuickGuidelumasNoch keine Bewertungen
- Whole VSM WomackDokument32 SeitenWhole VSM Womackmmbrenn2Noch keine Bewertungen
- TC Okq 924 PDFDokument213 SeitenTC Okq 924 PDFarvinupNoch keine Bewertungen
- Setup For Centerless Grinders 320Dokument25 SeitenSetup For Centerless Grinders 320arvinupNoch keine Bewertungen
- AE6 Tranducer Manual Issue 546778Dokument12 SeitenAE6 Tranducer Manual Issue 546778arvinupNoch keine Bewertungen
- SRF SufDokument12 SeitenSRF SufarvinupNoch keine Bewertungen
- Combined Drill and Taps: Machine Screw and Fractional Sizes (#4 To 3/4" Dia.)Dokument1 SeiteCombined Drill and Taps: Machine Screw and Fractional Sizes (#4 To 3/4" Dia.)arvinupNoch keine Bewertungen
- Go and See: Michael Ballé, PH.DDokument29 SeitenGo and See: Michael Ballé, PH.Damk2009Noch keine Bewertungen
- Radar ChartDokument1 SeiteRadar ChartarvinupNoch keine Bewertungen
- Jigs FixturesDokument3 SeitenJigs FixturesUzair KhanNoch keine Bewertungen
- BK89PUB9 Table of ContentDokument12 SeitenBK89PUB9 Table of ContentBùi NgọcNoch keine Bewertungen
- Expanding Wired Connectivity For SOHO Networks: Plus Gigabit Ethernet SwitchesDokument4 SeitenExpanding Wired Connectivity For SOHO Networks: Plus Gigabit Ethernet SwitchesAndré LinharesNoch keine Bewertungen
- Lighting SchemesDokument7 SeitenLighting SchemesSharath CherryNoch keine Bewertungen
- Math Tutoring Announcement for 4th Year Literary StudentsDokument5 SeitenMath Tutoring Announcement for 4th Year Literary Studentsabed azzamNoch keine Bewertungen
- TDT4171 Artificial Intelligence Methods Task 5 Creating A Decision Support SystemDokument12 SeitenTDT4171 Artificial Intelligence Methods Task 5 Creating A Decision Support SystemKermess McNoch keine Bewertungen
- Presentation - Ftserver Gen 10 Slide LibraryDokument25 SeitenPresentation - Ftserver Gen 10 Slide LibraryJose AndresNoch keine Bewertungen
- Water Pinch PresentationDokument14 SeitenWater Pinch PresentationDafiMaboNoch keine Bewertungen
- Presentation On Power Grid InertiaDokument47 SeitenPresentation On Power Grid InertiajorjijonNoch keine Bewertungen
- Selection: Open-Type Reciprocating Compressors: Input ValuesDokument1 SeiteSelection: Open-Type Reciprocating Compressors: Input ValuesYuli RahmawatiNoch keine Bewertungen
- Harduaganj Thermal Power Plant by Geetesh SharmaDokument66 SeitenHarduaganj Thermal Power Plant by Geetesh Sharmageeteshaccurate100% (1)
- OM5510 05 (Positioner)Dokument16 SeitenOM5510 05 (Positioner)JayeshJayarajanNoch keine Bewertungen
- Pines City National High School Science 10 Quarter 2 Week 1 Answer SheetsDokument8 SeitenPines City National High School Science 10 Quarter 2 Week 1 Answer SheetsAaron BalsaNoch keine Bewertungen
- SteganographyDokument13 SeitenSteganographyIgloo JainNoch keine Bewertungen
- The Architecture Tradeoff Analysis MethodDokument11 SeitenThe Architecture Tradeoff Analysis MethoducinfpracticasNoch keine Bewertungen
- DebugDokument14 SeitenDebugMigui94Noch keine Bewertungen
- NCERT: Why Is Steel More Elastic Than Rubber?Dokument7 SeitenNCERT: Why Is Steel More Elastic Than Rubber?Satyam RaiNoch keine Bewertungen
- Battery Testing, Test Methods and ProceduresDokument8 SeitenBattery Testing, Test Methods and ProceduresMuraliKrishnaNoch keine Bewertungen
- List of Practical Cs With SolutionDokument57 SeitenList of Practical Cs With SolutionArjun KalaNoch keine Bewertungen
- SQL SlidesDokument65 SeitenSQL SlidescopsamostoNoch keine Bewertungen
- Department of Computer Engineering Academic Year 2020-21 Class: SE Computer & IT Subject: 22226 PCI (Programming in C) MCQ Unit 1: Program Logic Development MCQ Question Bank With AnswersDokument8 SeitenDepartment of Computer Engineering Academic Year 2020-21 Class: SE Computer & IT Subject: 22226 PCI (Programming in C) MCQ Unit 1: Program Logic Development MCQ Question Bank With AnswersVooovoNoch keine Bewertungen
- State Standards: Common CoreDokument24 SeitenState Standards: Common CoreEddy R. VélezNoch keine Bewertungen
- Job 1 SksoDokument5 SeitenJob 1 SksoFajAr OkTaNoch keine Bewertungen
- Wojciech Gryc - Neural Network Predictions of Stock Price FluctuationsDokument44 SeitenWojciech Gryc - Neural Network Predictions of Stock Price FluctuationsjohnsmithxxNoch keine Bewertungen
- NEO PGM 'AND'/'OR' FunctionalityDokument5 SeitenNEO PGM 'AND'/'OR' FunctionalityAndre EinsteinNoch keine Bewertungen
- Insertion Appointment of Complete Dentures: Lec 17 4 GradeDokument15 SeitenInsertion Appointment of Complete Dentures: Lec 17 4 GradeSaif Hashim100% (1)
- A Framework For Transforming Artifacts From Data Flow Diagrams ToDokument7 SeitenA Framework For Transforming Artifacts From Data Flow Diagrams Tow_mahmudNoch keine Bewertungen
- Unit 10 - Week 9: Assignment 9Dokument4 SeitenUnit 10 - Week 9: Assignment 9shubhamNoch keine Bewertungen
- Forrester Roi StudyDokument30 SeitenForrester Roi StudymcgettsNoch keine Bewertungen
- Debre Tabor University: Network and System AdministrationDokument33 SeitenDebre Tabor University: Network and System AdministrationBethelhem YetwaleNoch keine Bewertungen
- JACOB ThirdDokument16 SeitenJACOB ThirdWendell ReyesNoch keine Bewertungen