Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Stainless Steels & Nickel AlloysDokument108 SeitenStainless Steels & Nickel AlloysAhmad Aloudah50% (8)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Chapter 14 Intravenous Solutions, Equipment, and CalculationsDokument48 SeitenChapter 14 Intravenous Solutions, Equipment, and CalculationsEn Ras100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- BlowholeDokument4 SeitenBlowholekarthikkandaNoch keine Bewertungen
- E1025-98 Radiology IQI PDFDokument6 SeitenE1025-98 Radiology IQI PDFkarthikkandaNoch keine Bewertungen
- LMA 2010 08 016 T Temper PDFDokument6 SeitenLMA 2010 08 016 T Temper PDFkarthikkandaNoch keine Bewertungen
- "The 5 Whys": Root Cause AnalysisDokument2 Seiten"The 5 Whys": Root Cause AnalysiskarthikkandaNoch keine Bewertungen
- A356-T6 Properties - Gravity CastDokument1 SeiteA356-T6 Properties - Gravity CastkarthikkandaNoch keine Bewertungen
- 2011 WednesdayDokument123 Seiten2011 WednesdaykarthikkandaNoch keine Bewertungen
- Decomposition and Reaction of Thermal-Formed Alumina in Aluminum Alloy CastingsDokument9 SeitenDecomposition and Reaction of Thermal-Formed Alumina in Aluminum Alloy CastingskarthikkandaNoch keine Bewertungen
- wj1106 264 PDFDokument6 Seitenwj1106 264 PDFkarthikkandaNoch keine Bewertungen
- Counter Pressure Casting Technique For Aluminium FoundriesDokument3 SeitenCounter Pressure Casting Technique For Aluminium FoundrieskarthikkandaNoch keine Bewertungen
- World's Largest Science, Technology & Medicine Open Access Book PublisherDokument18 SeitenWorld's Largest Science, Technology & Medicine Open Access Book PublisherkarthikkandaNoch keine Bewertungen
- 20 Completed Fact SheetDokument5 Seiten20 Completed Fact SheetkarthikkandaNoch keine Bewertungen
- 6 Control of Ceramic Foam Filter Quality SRayDokument4 Seiten6 Control of Ceramic Foam Filter Quality SRaykarthikkandaNoch keine Bewertungen
- 07 p3459Dokument6 Seiten07 p3459karthikkandaNoch keine Bewertungen
- Zinc Anode 304 MZS Inorganic Zinc Silicate Coating: Product Data Resistance GuideDokument2 SeitenZinc Anode 304 MZS Inorganic Zinc Silicate Coating: Product Data Resistance GuideIsaac SamuelNoch keine Bewertungen
- Struktol WB 212: Technical DataDokument1 SeiteStruktol WB 212: Technical DataSikander AleemNoch keine Bewertungen
- A Review of Acid Mine Drainage in A Water-Scarce Country: Case of South AfricaDokument20 SeitenA Review of Acid Mine Drainage in A Water-Scarce Country: Case of South AfricaYuni_Arifwati_5495Noch keine Bewertungen
- Compatibilidade de Mangueiras ApacheDokument41 SeitenCompatibilidade de Mangueiras ApacheDiego S. FreitasNoch keine Bewertungen
- 14am, 14A Aqua-Glo, 14A Redi-Bath, 20B: Product Data SheetDokument5 Seiten14am, 14A Aqua-Glo, 14A Redi-Bath, 20B: Product Data Sheetbachrul ulumNoch keine Bewertungen
- (Polymer Science and Technology 15) Raymond B. Seymour (Auth.), Raymond B. Seymour (Eds.) - Conductive Polymers-Springer US (1981) PDFDokument235 Seiten(Polymer Science and Technology 15) Raymond B. Seymour (Auth.), Raymond B. Seymour (Eds.) - Conductive Polymers-Springer US (1981) PDFRizmahardian Ashari KurniawanNoch keine Bewertungen
- Acid Base Part II Test 1516 (Corrected)Dokument7 SeitenAcid Base Part II Test 1516 (Corrected)etiosamiNoch keine Bewertungen
- Graphite PSM AsDokument2 SeitenGraphite PSM AspandiangvNoch keine Bewertungen
- Pantoprazole Tablets USP-32Dokument7 SeitenPantoprazole Tablets USP-32Nikhil SindhavNoch keine Bewertungen
- WHO ChlorinesumDokument2 SeitenWHO Chlorinesumনীল জোছনাNoch keine Bewertungen
- Chapter 7 - Quinolines and IsoquinolinesDokument57 SeitenChapter 7 - Quinolines and IsoquinolinesChigbundu EmeruwaNoch keine Bewertungen
- Friction Stir Welding ThesisDokument4 SeitenFriction Stir Welding Thesisaflowlupyfcyye100% (2)
- HI-PM31: High Wear Resistance GradeDokument6 SeitenHI-PM31: High Wear Resistance GradetaknevNoch keine Bewertungen
- Quenching For Induction HeatingDokument6 SeitenQuenching For Induction HeatingRahul Italiya100% (1)
- SyenSaya 2011 Chemistry DemonstrationsDokument6 SeitenSyenSaya 2011 Chemistry DemonstrationsAubrey Malasa FabroNoch keine Bewertungen
- CariesDokument4 SeitenCariesمحمد ربيعيNoch keine Bewertungen
- Chapter 4 MoldingDokument46 SeitenChapter 4 MoldingTamirat NemomsaNoch keine Bewertungen
- Why DistilledDokument2 SeitenWhy DistilledDr. Varah SiedleckiNoch keine Bewertungen
- Cracking Hydrocarbon Feedstock With A Heavy TailDokument4 SeitenCracking Hydrocarbon Feedstock With A Heavy TailGhasem BashiriNoch keine Bewertungen
- Approved Welding Consumables R14 Aug 2011Dokument32 SeitenApproved Welding Consumables R14 Aug 2011Akhilesh KumarNoch keine Bewertungen
- Exercise BM With Chemical ReactionDokument2 SeitenExercise BM With Chemical ReactionSergio Rugerio TorresNoch keine Bewertungen
- Phytochemical Composition and Antioxidant Activity of Fresh and Dried Grape (Vitis Vinifera) Fruit ProportionsDokument6 SeitenPhytochemical Composition and Antioxidant Activity of Fresh and Dried Grape (Vitis Vinifera) Fruit ProportionsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
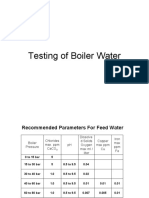
- Boiler Water Testing ProcedureDokument17 SeitenBoiler Water Testing ProcedureGuruNoch keine Bewertungen
- Cememting Tables March 2001Dokument26 SeitenCememting Tables March 2001Ahmed HanafyNoch keine Bewertungen
- Canusa-CPS Liquid Epoxy Type S - BaseDokument4 SeitenCanusa-CPS Liquid Epoxy Type S - BaseRodrigo BartoloNoch keine Bewertungen
- Bourne 2003Dokument38 SeitenBourne 2003Gopal KasatNoch keine Bewertungen
- s1.4 The MoleDokument88 Seitens1.4 The Molelettybadran2007Noch keine Bewertungen
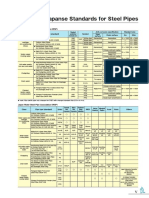
- Steel PipeDokument1 SeiteSteel Pipesafar bahariNoch keine Bewertungen