Das könnte Ihnen auch gefallen
- Astm A179 PDFDokument1 SeiteAstm A179 PDFgaminNoch keine Bewertungen
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDokument1 SeiteWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Ferrite Content ReportDokument2 SeitenFerrite Content ReportJawad MunirNoch keine Bewertungen
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDokument9 Seiten2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNoch keine Bewertungen
- Lot Inspection Report For LPG New CylindersDokument3 SeitenLot Inspection Report For LPG New CylindersJagannath MajhiNoch keine Bewertungen
- Coded Marking Procedure - CM-01Dokument7 SeitenCoded Marking Procedure - CM-01carlosNoch keine Bewertungen
- TDC 004 CS Fittings r0Dokument1 SeiteTDC 004 CS Fittings r0samkarthik47Noch keine Bewertungen
- Er 100 S 1Dokument1 SeiteEr 100 S 1Oliver Quezada Inostroza100% (1)
- 1662 15Dokument117 Seiten1662 15RajamanikkamNoch keine Bewertungen
- WPS Format For Asme Ix - Wps - Gtaw SawDokument1 SeiteWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNoch keine Bewertungen
- Painting Report - C1742 & 43 PDFDokument1 SeitePainting Report - C1742 & 43 PDFRyan Flores100% (1)
- Form UT, MT, PT, RTDokument5 SeitenForm UT, MT, PT, RTLuong Ho Vu100% (1)
- N0200003 - NEW-F201-0 - Inspection & Test PlanDokument3 SeitenN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNoch keine Bewertungen
- JNK Heaters Co - LTD: Ferrite Test ReportDokument1 SeiteJNK Heaters Co - LTD: Ferrite Test ReportUzorNoch keine Bewertungen
- Certificate of Origin Form F For China-Chile FTADokument2 SeitenCertificate of Origin Form F For China-Chile FTAinspectormetNoch keine Bewertungen
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDokument1 SeitePaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNoch keine Bewertungen
- Guidance To Prepare Wps PQR For WeldingDokument1 SeiteGuidance To Prepare Wps PQR For WeldingHamid MansouriNoch keine Bewertungen
- T.C.L. Co. - Test & Control LaboratoriesDokument2 SeitenT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNoch keine Bewertungen
- TDC QapDokument69 SeitenTDC QapKuppuraj ParamsivamNoch keine Bewertungen
- TDC-10B Heat Treatment For C12A Steel CastingsDokument2 SeitenTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNoch keine Bewertungen
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDokument1 SeiteTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNoch keine Bewertungen
- B H e L Limited RTDokument13 SeitenB H e L Limited RTbhavin17850% (2)
- Itp Electrical SwitchgearDokument4 SeitenItp Electrical SwitchgearpertmasterNoch keine Bewertungen
- PQR - PipeDokument3 SeitenPQR - PipeAdvanced Quality Centre AQC100% (1)
- NRP QapDokument10 SeitenNRP QapKevin Mathew100% (1)
- Pt. Astar Testing & InspectionDokument2 SeitenPt. Astar Testing & InspectionSASINoch keine Bewertungen
- PWHT Procedure For Petrol Steel - CoreDokument9 SeitenPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNoch keine Bewertungen
- Asme 1325-18 (2007)Dokument1 SeiteAsme 1325-18 (2007)Matthew TaylorNoch keine Bewertungen
- Weld Visual Inspection For Store Girder 1Dokument1 SeiteWeld Visual Inspection For Store Girder 1Ashwani DograNoch keine Bewertungen
- DCP Nde DV 297 HLT 01Dokument7 SeitenDCP Nde DV 297 HLT 01Chandrasekhar mishraNoch keine Bewertungen
- WFP 2 01 Procedure R1Dokument8 SeitenWFP 2 01 Procedure R1leodavid87Noch keine Bewertungen
- Material Traceability ProcedureDokument12 SeitenMaterial Traceability Procedureqamar qateebNoch keine Bewertungen
- TDC 003 - SS Pipes - r0Dokument1 SeiteTDC 003 - SS Pipes - r0samkarthik47Noch keine Bewertungen
- Procedure Qualification Record (PQR) FormDokument1 SeiteProcedure Qualification Record (PQR) FormEarl HarbertNoch keine Bewertungen
- Painting Report Cd3Dokument15 SeitenPainting Report Cd3sivaNoch keine Bewertungen
- 03 WPS CS 1Dokument3 Seiten03 WPS CS 1mohammadNoch keine Bewertungen
- BS 1724 (Bronze Welding by Gas)Dokument24 SeitenBS 1724 (Bronze Welding by Gas)nandi_scrNoch keine Bewertungen
- Wps PQR Spec IndexDokument1 SeiteWps PQR Spec IndexTridib DeyNoch keine Bewertungen
- MESC SPE 74-018 - 2010 - Nickel Alloy Pipe To Astm b167Dokument7 SeitenMESC SPE 74-018 - 2010 - Nickel Alloy Pipe To Astm b167sathi11189Noch keine Bewertungen
- Inspection CertificateDokument1 SeiteInspection CertificateAtanasio PerezNoch keine Bewertungen
- Prorox WM 960 Sa PDFDokument1 SeiteProrox WM 960 Sa PDFr afriantoNoch keine Bewertungen
- S/A 106 Spec Sheet A106 Pipe Specifications: ScopeDokument7 SeitenS/A 106 Spec Sheet A106 Pipe Specifications: ScopeyanurarzaqaNoch keine Bewertungen
- Steel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesDokument28 SeitenSteel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesImed BenNoch keine Bewertungen
- Pull Off Test Report RefinaryDokument3 SeitenPull Off Test Report RefinaryZaid Raslan AyoubNoch keine Bewertungen
- Reliance Industries Limited Line History Sheet For CS Piping Without PWHTDokument1 SeiteReliance Industries Limited Line History Sheet For CS Piping Without PWHTRavi ShankarNoch keine Bewertungen
- DVS 2207-3Dokument12 SeitenDVS 2207-3gura9054Noch keine Bewertungen
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Dokument17 SeitenWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizNoch keine Bewertungen
- Welding Parameters Control PipelineDokument1 SeiteWelding Parameters Control PipelinemusheerNoch keine Bewertungen
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDokument7 SeitenA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNoch keine Bewertungen
- PWHT ReportsDokument1 SeitePWHT ReportsKarthikNoch keine Bewertungen
- Hardness Test Report: Test Details Machine DetailsDokument1 SeiteHardness Test Report: Test Details Machine DetailsESHWAR CHARYNoch keine Bewertungen
- Scope: Painting ProcedureDokument2 SeitenScope: Painting Procedureคุณพ่อน้อง บิ๊กบอสNoch keine Bewertungen
- Alstom IRDokument4 SeitenAlstom IRkasi reddyNoch keine Bewertungen
- WPS-PQR ListDokument1 SeiteWPS-PQR ListSandra SandersNoch keine Bewertungen
- QAP Seamless PipeDokument2 SeitenQAP Seamless PipeashokkahirwarNoch keine Bewertungen
- Baking and Drying Temperature of ElectrodesDokument1 SeiteBaking and Drying Temperature of ElectrodesshisNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Guia Practica Eleccion AporteDokument26 SeitenGuia Practica Eleccion AporteNegrito RosarinoNoch keine Bewertungen
- Metco 54NS-1 (Aluminum Seal Coat) PDFDokument3 SeitenMetco 54NS-1 (Aluminum Seal Coat) PDFJ. BangjakNoch keine Bewertungen
- Ok Tigrod 13.38 Gtaw enDokument1 SeiteOk Tigrod 13.38 Gtaw ensoft4gsmNoch keine Bewertungen
- Prequalified WPS Requirement ASTM D1.1Dokument1 SeitePrequalified WPS Requirement ASTM D1.1briang-2Noch keine Bewertungen
- ENiCrFe 2Dokument1 SeiteENiCrFe 2briang-2Noch keine Bewertungen
- AWS D1.1 Visual Inspection Acceptance CriteriaDokument1 SeiteAWS D1.1 Visual Inspection Acceptance Criteriabriang-286% (7)
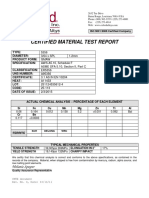
- Certified Material Test Report: Melanie SpeyrerDokument1 SeiteCertified Material Test Report: Melanie Speyrerbriang-2Noch keine Bewertungen
- American Welding Society 8669 NW 36 Street, #130 Miami, FL 33166-6672Dokument1 SeiteAmerican Welding Society 8669 NW 36 Street, #130 Miami, FL 33166-6672briang-2Noch keine Bewertungen
- Weld Parameters Data SheetDokument1 SeiteWeld Parameters Data SheetshwayeNoch keine Bewertungen
- DGKCC Internship ReportDokument17 SeitenDGKCC Internship ReportMuhammad AtharNoch keine Bewertungen
- Workshop Manual: 3LD 450 3LD 510 3LD 450/S 3LD 510/S 4LD 640 4LD 705 4LD 820Dokument33 SeitenWorkshop Manual: 3LD 450 3LD 510 3LD 450/S 3LD 510/S 4LD 640 4LD 705 4LD 820Ilie Viorel75% (4)
- Luxi User's GuideDokument14 SeitenLuxi User's GuidephilsouthNoch keine Bewertungen
- Is.2750.1964 SCAFFOLDING PDFDokument32 SeitenIs.2750.1964 SCAFFOLDING PDFHiren JoshiNoch keine Bewertungen
- Kalitantra-Shava Sadhana - WikipediaDokument5 SeitenKalitantra-Shava Sadhana - WikipediaGiano BellonaNoch keine Bewertungen
- Notes 3 Mineral Dressing Notes by Prof. SBS Tekam PDFDokument3 SeitenNotes 3 Mineral Dressing Notes by Prof. SBS Tekam PDFNikhil SinghNoch keine Bewertungen
- Fuel SystemDokument24 SeitenFuel SystemHammad Uddin JamilyNoch keine Bewertungen
- Good Manufacturing Practices in Postharvest and Minimal Processing of Fruits and VegetablesDokument40 SeitenGood Manufacturing Practices in Postharvest and Minimal Processing of Fruits and Vegetablesmaya janiNoch keine Bewertungen
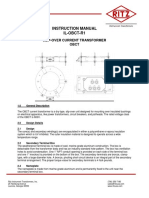
- Instruction Manual Il-Obct-R1: Slip-Over Current Transformer ObctDokument2 SeitenInstruction Manual Il-Obct-R1: Slip-Over Current Transformer Obctبوحميدة كمالNoch keine Bewertungen
- ActivityDokument2 SeitenActivityShaira May SalvadorNoch keine Bewertungen
- Ton Miles Calculation 1Dokument17 SeitenTon Miles Calculation 1Alexander Armando Clemente Andrade100% (1)
- Oxygenation - NCPDokument5 SeitenOxygenation - NCPCazze SunioNoch keine Bewertungen
- RL78 L1B UsermanualDokument1.062 SeitenRL78 L1B UsermanualHANUMANTHA RAO GORAKANoch keine Bewertungen
- PTD30600301 4202 PDFDokument3 SeitenPTD30600301 4202 PDFwoulkanNoch keine Bewertungen
- School of Management Studies INDIRA GANDHI NATIONAL OPEN UNIVERSITY Proforma For Approval of Project Proposal (MS-100)Dokument12 SeitenSchool of Management Studies INDIRA GANDHI NATIONAL OPEN UNIVERSITY Proforma For Approval of Project Proposal (MS-100)Pramod ShawNoch keine Bewertungen
- Poster PresentationDokument3 SeitenPoster PresentationNipun RavalNoch keine Bewertungen
- Benson Ivor - The Zionist FactorDokument234 SeitenBenson Ivor - The Zionist Factorblago simeonov100% (1)
- MARKETING STUDY EditedDokument48 SeitenMARKETING STUDY EditedRichard Rhamil Carganillo Garcia Jr.Noch keine Bewertungen
- Industrial RevolutionDokument2 SeitenIndustrial RevolutionDiana MariaNoch keine Bewertungen
- Procedure Manual - IMS: Locomotive Workshop, Northern Railway, LucknowDokument8 SeitenProcedure Manual - IMS: Locomotive Workshop, Northern Railway, LucknowMarjorie Dulay Dumol80% (5)
- Article1414509990 MadukweDokument7 SeitenArticle1414509990 MadukweemmypuspitasariNoch keine Bewertungen
- MVC Training Course Prerequisite: WWW - Focustech.InDokument2 SeitenMVC Training Course Prerequisite: WWW - Focustech.InLakshman Samanth ReddyNoch keine Bewertungen
- Mge - Ex11rt - Installation and User Manual PDFDokument38 SeitenMge - Ex11rt - Installation and User Manual PDFRafa TejedaNoch keine Bewertungen
- IJREAMV06I0969019Dokument5 SeitenIJREAMV06I0969019UNITED CADDNoch keine Bewertungen
- Pyle 4ch Marine BTDokument4 SeitenPyle 4ch Marine BTRafael VieiraNoch keine Bewertungen
- Dental Clinic - Floor Plan R3-2Dokument1 SeiteDental Clinic - Floor Plan R3-2kanagarajodisha100% (1)
- Kaibigan, Kabarkada, Kaeskwela: Pinoy Friendships and School LifeDokument47 SeitenKaibigan, Kabarkada, Kaeskwela: Pinoy Friendships and School LifeGerald M. LlanesNoch keine Bewertungen
- Functions of The Gastrointestinal Organs: Muhammad ImranDokument21 SeitenFunctions of The Gastrointestinal Organs: Muhammad ImranSalman KhanNoch keine Bewertungen
- Laminar Premixed Flames 6Dokument78 SeitenLaminar Premixed Flames 6rcarpiooNoch keine Bewertungen