Das könnte Ihnen auch gefallen
- Machining 2 ReportDokument11 SeitenMachining 2 ReportTan Jun ZheNoch keine Bewertungen
- Grinding Wheels Lab ReportDokument18 SeitenGrinding Wheels Lab ReportUsman CheemaNoch keine Bewertungen
- Milling MachineDokument11 SeitenMilling MachineAnil Deshpande100% (2)
- Milling MachineDokument32 SeitenMilling MachineIrfan Shaikh100% (2)
- Surface GrindingDokument14 SeitenSurface GrindingariefNoch keine Bewertungen
- Mesin LarikDokument12 SeitenMesin LariknorzaiwanNoch keine Bewertungen
- Milling Report (Indexing)Dokument23 SeitenMilling Report (Indexing)Aiman AlifNoch keine Bewertungen
- MillingDokument38 SeitenMillingMahesh KumarNoch keine Bewertungen
- Grinding OperationsDokument25 SeitenGrinding OperationsSundaram Jegatheesan100% (2)
- Introduction To Fitting Shop.Dokument11 SeitenIntroduction To Fitting Shop.Mahmood AliNoch keine Bewertungen
- Mini Project JIgs&Fixtures Box JigDokument19 SeitenMini Project JIgs&Fixtures Box JigNur Syamiza ZamriNoch keine Bewertungen
- Lab Session Introduction To Lathe MachineDokument5 SeitenLab Session Introduction To Lathe MachineAqib ZamanNoch keine Bewertungen
- Drilling MachineDokument9 SeitenDrilling MachineAqib ZamanNoch keine Bewertungen
- Fitting Workshop ReportDokument17 SeitenFitting Workshop ReportAkshay kumarNoch keine Bewertungen
- Surface GrindingDokument3 SeitenSurface GrindingNithish Kuttan100% (1)
- Milling MachinesDokument39 SeitenMilling MachinesSahil Sheth0% (1)
- Study of Milling MachineDokument7 SeitenStudy of Milling Machineসুবোধ বালক0% (1)
- Fitting ShopDokument19 SeitenFitting ShopRitikNoch keine Bewertungen
- Surface Grinding ReportDokument3 SeitenSurface Grinding ReportFiqri ProductionNoch keine Bewertungen
- Djj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 ObjectivesDokument6 SeitenDjj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 Objectivesshirleyna sara100% (1)
- Basic Principle of Grinding MachineDokument10 SeitenBasic Principle of Grinding Machinecrank88100% (1)
- MillingDokument33 SeitenMillingRavichandran G0% (1)
- Machine Lab - ReportDokument11 SeitenMachine Lab - Reportsaiq kamranNoch keine Bewertungen
- Thread-Cutting On Lathe Machine GuideDokument16 SeitenThread-Cutting On Lathe Machine GuideVaibhav Gite100% (1)
- Milling MachineDokument35 SeitenMilling MachineBhaskaraPAchar100% (3)
- Operations in TurningDokument8 SeitenOperations in Turningcanavarsanayok100% (1)
- A Lab Report On Fitting Workshop Practice PDFDokument6 SeitenA Lab Report On Fitting Workshop Practice PDFSorna Kailash50% (4)
- CHAPTER 3 - Lathe MachineDokument27 SeitenCHAPTER 3 - Lathe MachineYJ SiowNoch keine Bewertungen
- Features of A Milling CutterDokument8 SeitenFeatures of A Milling CutterAnuj KrNoch keine Bewertungen
- Grinding Lab ManualDokument4 SeitenGrinding Lab ManualArun kumar rouniyar100% (1)
- Jigs Mini Project PDFDokument32 SeitenJigs Mini Project PDFZahid PocieNoch keine Bewertungen
- Lathe MachineDokument16 SeitenLathe MachineVanamali Thirumalai100% (4)
- Methods of Mounting of Jobs and Cutting ToolsDokument19 SeitenMethods of Mounting of Jobs and Cutting ToolsRaghav L NaikNoch keine Bewertungen
- Lab Report of Drill MachineDokument6 SeitenLab Report of Drill MachineAhtisham AmjadNoch keine Bewertungen
- JJ 103 Fitting ReportDokument11 SeitenJJ 103 Fitting Reportrafiah bazlaaNoch keine Bewertungen
- Lathe Machine OperationDokument38 SeitenLathe Machine OperationInilazi JimmyNoch keine Bewertungen
- of ShaperDokument59 Seitenof ShaperKishan Siddhpura56% (9)
- Lathe Machine: Bed: Usually Made of Cast Iron. Provides A Heavy Rigid Frame in WhichDokument5 SeitenLathe Machine: Bed: Usually Made of Cast Iron. Provides A Heavy Rigid Frame in WhichirfanjdNoch keine Bewertungen
- DJJ 10033-Chapter 5.GEARDokument34 SeitenDJJ 10033-Chapter 5.GEARStepianus JtNoch keine Bewertungen
- Milling ReportDokument5 SeitenMilling ReportMuhammad Fadhli80% (5)
- DJJ30082 Worksheet Milling ReportDokument9 SeitenDJJ30082 Worksheet Milling ReportSakinah KamalNoch keine Bewertungen
- Milling MachineDokument17 SeitenMilling MachineAbhimanyu SinghNoch keine Bewertungen
- Shaping MachineDokument25 SeitenShaping Machinekatakamharish100% (1)
- Module II - GrindingDokument73 SeitenModule II - GrindingHARI KRISHNANNoch keine Bewertungen
- ShaperDokument20 SeitenShaperMilan SainiNoch keine Bewertungen
- Study of Grinding MachinesDokument10 SeitenStudy of Grinding Machinesdeepa82ece100% (1)
- Mechanical Workshop Practice 4 CNCDokument11 SeitenMechanical Workshop Practice 4 CNCMorearemad RozaidiNoch keine Bewertungen
- Turret Lathe 1Dokument7 SeitenTurret Lathe 1kawsar_002Noch keine Bewertungen
- EDM WirecutDokument20 SeitenEDM Wirecutnajieyuya100% (2)
- JJ104 Workshop Technology Chapter7 Grinding MachineDokument19 SeitenJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- Jigs and FixturesDokument85 SeitenJigs and Fixturespatel ketan80% (15)
- Presentation of Drilling Machine by Anil Dahiya SirDokument72 SeitenPresentation of Drilling Machine by Anil Dahiya SirRAMAKANT RANA100% (1)
- JJ 104 Workshop Technology 1 MillingDokument44 SeitenJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
- 6 Notes Milling Shaping & PlaningDokument14 Seiten6 Notes Milling Shaping & PlaningSanket KumarNoch keine Bewertungen
- How To Use A Milling MachineDokument44 SeitenHow To Use A Milling MachineGhazali ZuberiNoch keine Bewertungen
- Instructions How To Use A Milling MachineDokument58 SeitenInstructions How To Use A Milling MachineEng-Ramy El-MorsyNoch keine Bewertungen
- Milling Machine and OperationDokument11 SeitenMilling Machine and OperationMostafizur Rahman SobujNoch keine Bewertungen
- 3023 Machine Tools M3Dokument43 Seiten3023 Machine Tools M3arunsumesh.vfbvmNoch keine Bewertungen
- Instructions How To Use A Milling Machine: Types of Milling MachinesDokument55 SeitenInstructions How To Use A Milling Machine: Types of Milling MachinessureshkumarNoch keine Bewertungen
- Milling MachineDokument80 SeitenMilling Machineravi upadhyayNoch keine Bewertungen
- Drilling MachineDokument9 SeitenDrilling MachineAqib ZamanNoch keine Bewertungen
- Shaper MachineDokument9 SeitenShaper MachineAqib Zaman100% (1)
- Lab Session Operations of Lathe Machine Part 2Dokument3 SeitenLab Session Operations of Lathe Machine Part 2Aqib Zaman0% (1)
- Lab Session Operations of Lathe Machine Part 1Dokument2 SeitenLab Session Operations of Lathe Machine Part 1Aqib ZamanNoch keine Bewertungen
- Lab Session Introduction To Lathe MachineDokument5 SeitenLab Session Introduction To Lathe MachineAqib ZamanNoch keine Bewertungen
- Forming (Metal-Working) PresentationDokument15 SeitenForming (Metal-Working) PresentationAqib ZamanNoch keine Bewertungen
- Forming Process ReportDokument4 SeitenForming Process ReportAqib ZamanNoch keine Bewertungen
- Mechanical Design Manual FastenerDokument68 SeitenMechanical Design Manual FastenerRuben VidalNoch keine Bewertungen
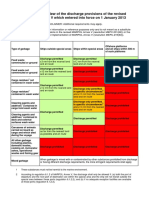
- Annex V Discharge Requirements 07-2013Dokument1 SeiteAnnex V Discharge Requirements 07-2013Rachit SharmaNoch keine Bewertungen
- Wright's Eosin Methylene Blue Solution For MicrosDokument2 SeitenWright's Eosin Methylene Blue Solution For Microspieterinpretoria391Noch keine Bewertungen
- Select Subjetcts of MetallurgyDokument3 SeitenSelect Subjetcts of MetallurgyRenato BarretoNoch keine Bewertungen
- Duragrout: Non-Shrink Cementitious GroutDokument3 SeitenDuragrout: Non-Shrink Cementitious GroutJohan ConradieNoch keine Bewertungen
- Application & Technical Manual 10 Penetration SealsDokument62 SeitenApplication & Technical Manual 10 Penetration SealskenwongwmNoch keine Bewertungen
- Raymonds Textile - 4Dokument131 SeitenRaymonds Textile - 4Aditya DoijodeNoch keine Bewertungen
- BAB 1 - Analisis Perilaku BiayaDokument31 SeitenBAB 1 - Analisis Perilaku BiayaKartika Wulandari IINoch keine Bewertungen
- Rossilator PDFDokument4 SeitenRossilator PDFfaviomarchantNoch keine Bewertungen
- Automated Guided VehicleDokument12 SeitenAutomated Guided VehiclePedro José SuárezNoch keine Bewertungen
- Macro ExaminationDokument8 SeitenMacro ExaminationPaktam NabilNoch keine Bewertungen
- CHAPTER 1 - History of Kaizen & Lean ManagementDokument8 SeitenCHAPTER 1 - History of Kaizen & Lean Managementsam100% (1)
- ZONE 15 - Super Markets & Grocery PDFDokument5 SeitenZONE 15 - Super Markets & Grocery PDFKaushik RaviNoch keine Bewertungen
- Perfect EngineersDokument8 SeitenPerfect EngineersKeerthanaKamachiNoch keine Bewertungen
- 10 Catalog Krisbow9 Machine Toll AccDokument16 Seiten10 Catalog Krisbow9 Machine Toll AccEnrique da MattaNoch keine Bewertungen
- Condensate Polishing Solutions For The Power Generation IndustryDokument4 SeitenCondensate Polishing Solutions For The Power Generation IndustrytxagusNoch keine Bewertungen
- GLACIER LAr Tank Design (Deliverable 2.2)Dokument76 SeitenGLACIER LAr Tank Design (Deliverable 2.2)atiqulaNoch keine Bewertungen
- Asme Section II A Sa-179 Sa-179mDokument4 SeitenAsme Section II A Sa-179 Sa-179mAnonymous GhPzn1xNoch keine Bewertungen
- Fcie CompaniesDokument4 SeitenFcie CompaniesRodel MartinezNoch keine Bewertungen
- Literature Resources For Chemical Process Industries (Advances in Chemistry Series 010)Dokument578 SeitenLiterature Resources For Chemical Process Industries (Advances in Chemistry Series 010)Rian PuspitasariNoch keine Bewertungen
- Solid Hazardous Waste ReviewDokument5 SeitenSolid Hazardous Waste Reviewapi-236051971Noch keine Bewertungen
- A Presentation On Sms-2Dokument22 SeitenA Presentation On Sms-2Rahul PandeyNoch keine Bewertungen
- Ian Holloway - MHRADokument38 SeitenIan Holloway - MHRAAgenildo BastosNoch keine Bewertungen
- Q8 IM12 FinalDokument60 SeitenQ8 IM12 FinalJb Macaroco100% (1)
- Proses StrategiDokument39 SeitenProses StrategiMaz IfikNoch keine Bewertungen
- A3 Civil WorksDokument28 SeitenA3 Civil WorksNonsoufo ezeNoch keine Bewertungen
- Asean Standards - Construction MaterialDokument4 SeitenAsean Standards - Construction MaterialsulaimanNoch keine Bewertungen
- 3D PrintingDokument21 Seiten3D Printingashishchugh44Noch keine Bewertungen
- 175 014301 PDFDokument2 Seiten175 014301 PDFVivek S SurendranNoch keine Bewertungen
- Topic 1: Production Possibility Frontiers (PPF/PPB)Dokument21 SeitenTopic 1: Production Possibility Frontiers (PPF/PPB)some oneNoch keine Bewertungen
- Advanced Modelling Techniques in Structural DesignVon EverandAdvanced Modelling Techniques in Structural DesignBewertung: 5 von 5 Sternen5/5 (3)
- Piping Engineering Leadership for Process Plant ProjectsVon EverandPiping Engineering Leadership for Process Plant ProjectsBewertung: 5 von 5 Sternen5/5 (1)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresVon EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresBewertung: 1 von 5 Sternen1/5 (2)
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (138)
- Structural Cross Sections: Analysis and DesignVon EverandStructural Cross Sections: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Onshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesVon EverandOnshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesBewertung: 4.5 von 5 Sternen4.5/5 (13)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNoch keine Bewertungen
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsVon EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsBewertung: 4 von 5 Sternen4/5 (16)
- Mechanics of Flow-Induced Sound and Vibration, Volume 2: Complex Flow-Structure InteractionsVon EverandMechanics of Flow-Induced Sound and Vibration, Volume 2: Complex Flow-Structure InteractionsNoch keine Bewertungen
- Marine Structural Design CalculationsVon EverandMarine Structural Design CalculationsBewertung: 4.5 von 5 Sternen4.5/5 (13)
- Non-destructive Testing and Evaluation of Civil Engineering StructuresVon EverandNon-destructive Testing and Evaluation of Civil Engineering StructuresJean-Paul BalayssacNoch keine Bewertungen
- Net Zero Energy Buildings (NZEB): Concepts, Frameworks and Roadmap for Project Analysis and ImplementationVon EverandNet Zero Energy Buildings (NZEB): Concepts, Frameworks and Roadmap for Project Analysis and ImplementationBewertung: 5 von 5 Sternen5/5 (1)
- Wind Effects on Structures: Modern Structural Design for WindVon EverandWind Effects on Structures: Modern Structural Design for WindNoch keine Bewertungen
- Earthquake-Resistant Structures: Design, Build, and RetrofitVon EverandEarthquake-Resistant Structures: Design, Build, and RetrofitBewertung: 4.5 von 5 Sternen4.5/5 (8)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsVon EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsBewertung: 5 von 5 Sternen5/5 (3)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsVon EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNoch keine Bewertungen
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesVon EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsVon EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNoch keine Bewertungen