Das könnte Ihnen auch gefallen
- Place For Title: Resolving Cyclic Vibration On An Instrument Air CompressorDokument19 SeitenPlace For Title: Resolving Cyclic Vibration On An Instrument Air CompressorMuhammad Fahmi Mahmud100% (1)
- Overview of Shorted Turn TheoryDokument29 SeitenOverview of Shorted Turn TheoryRigoberto UrrutiaNoch keine Bewertungen
- NFL Residual Magnetism Syn GAs Turbine PDFDokument22 SeitenNFL Residual Magnetism Syn GAs Turbine PDFsavita sondhiNoch keine Bewertungen
- Steam Turbine With 0.9X Vibrations: Piotr MialkowskiDokument25 SeitenSteam Turbine With 0.9X Vibrations: Piotr MialkowskisppramNoch keine Bewertungen
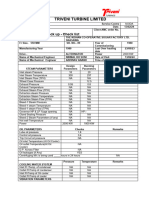
- Health Check-Up Report 2MWDokument4 SeitenHealth Check-Up Report 2MWlamrininosNoch keine Bewertungen
- Steam Turbine Intermittant Rub VibrationDokument14 SeitenSteam Turbine Intermittant Rub VibrationMANOJ KUMARNoch keine Bewertungen
- Effective Procedure For Turbomachinery Field BalanceDokument16 SeitenEffective Procedure For Turbomachinery Field BalanceReyes SanchezNoch keine Bewertungen
- Centrifugal Compressor Vibration at MRT TestingDokument20 SeitenCentrifugal Compressor Vibration at MRT TestingEbrahim ZolfagharyNoch keine Bewertungen
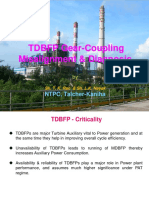
- TDBFP Gear-Coupling Misalignment & Diagnosis-A Case StudyDokument19 SeitenTDBFP Gear-Coupling Misalignment & Diagnosis-A Case StudybederinadmlNoch keine Bewertungen
- Steam-Turbine GeneratorDokument22 SeitenSteam-Turbine GeneratorRaviteja ValluriNoch keine Bewertungen
- 27 MW Steam Turbine Blade Failure Case HistoryDokument23 Seiten27 MW Steam Turbine Blade Failure Case HistoryPablo Scott100% (1)
- Vibration Survey & Analysis Report: AreaDokument8 SeitenVibration Survey & Analysis Report: AreaAhmed El TayebNoch keine Bewertungen
- Fluid Film Bearing DetectionDokument25 SeitenFluid Film Bearing DetectionIrma 2019Noch keine Bewertungen
- Stepper Motor: CO2: LO: Understand Construction and Operation Write The Control SequenceDokument25 SeitenStepper Motor: CO2: LO: Understand Construction and Operation Write The Control SequenceAzeem .kNoch keine Bewertungen
- Turbo SupervisionDokument140 SeitenTurbo SupervisionRamalingamNoch keine Bewertungen
- Study CaseDokument23 SeitenStudy CaseWidya PermonoNoch keine Bewertungen
- 1 25MWDokument33 Seiten1 25MWmadivala nagarajaNoch keine Bewertungen
- CaseStudy Turbo ExpanderCompressorActiveMagneticBearingTripsReduction PDFDokument23 SeitenCaseStudy Turbo ExpanderCompressorActiveMagneticBearingTripsReduction PDFWidya PermonoNoch keine Bewertungen
- Kerusakan Komponen Turbin UAPDokument21 SeitenKerusakan Komponen Turbin UAPDoli MotorNoch keine Bewertungen
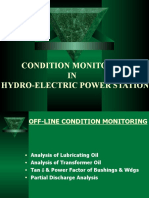
- Condition Monitoring in Hydro Electric Power StationsDokument33 SeitenCondition Monitoring in Hydro Electric Power StationsVinodh Kumar YallaNoch keine Bewertungen
- Final AOH Report - TMD 060818Dokument15 SeitenFinal AOH Report - TMD 060818sanmukhaNoch keine Bewertungen
- AlfordDokument24 SeitenAlfordJHON ANGEL VARGAS HUAHUASONCCONoch keine Bewertungen
- Mets 2 Case Study 10Dokument23 SeitenMets 2 Case Study 10ThariqNoch keine Bewertungen
- Sulfide Stress Cracking of Centrifugal Compressor 1696695982Dokument36 SeitenSulfide Stress Cracking of Centrifugal Compressor 1696695982thakuryaNoch keine Bewertungen
- E39 Ahsop 06Dokument11 SeitenE39 Ahsop 06Sanjit SinghNoch keine Bewertungen
- Presentation On Simhadri Unit-2 High VibrationDokument21 SeitenPresentation On Simhadri Unit-2 High VibrationVIBHAV100% (1)
- Different Types of Turbine Protective Devices - Instrumentation ToolsDokument11 SeitenDifferent Types of Turbine Protective Devices - Instrumentation ToolsFahed DajaniNoch keine Bewertungen
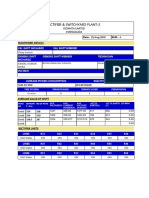
- Rectifier & Switchyard Plant-2: Vedanta Limited JharsugudaDokument3 SeitenRectifier & Switchyard Plant-2: Vedanta Limited Jharsugudajilu_silu100% (1)
- Failure Analysis: Integrally Geared Compressor Cracked ImpellerDokument35 SeitenFailure Analysis: Integrally Geared Compressor Cracked ImpellerAbdulrahman AlkhowaiterNoch keine Bewertungen
- Analyzing and Resolving An ID Fan Failure Due To Torsional VibrationDokument16 SeitenAnalyzing and Resolving An ID Fan Failure Due To Torsional Vibrationsatya krishna chagantiNoch keine Bewertungen
- Screw Compressor RubDokument21 SeitenScrew Compressor RubSamir BenabdallahNoch keine Bewertungen
- Elvn Mini PROJECT - FORMATION NewDokument25 SeitenElvn Mini PROJECT - FORMATION NewElvin HajiyevNoch keine Bewertungen
- Turbine O&M ManualDokument83 SeitenTurbine O&M ManualMohammed MuzzamilNoch keine Bewertungen
- Design of Power TransformersDokument64 SeitenDesign of Power Transformersapi-25885200100% (1)
- DEI - 0106 - 2009 - Maintenanace of Critical Compoments of Steam TurbineDokument13 SeitenDEI - 0106 - 2009 - Maintenanace of Critical Compoments of Steam TurbinesudarshanksNoch keine Bewertungen
- Pumps Engines Vibrations 26.07.2017Dokument81 SeitenPumps Engines Vibrations 26.07.2017Aviral UpadhyayNoch keine Bewertungen
- Technical LearningsDokument56 SeitenTechnical LearningsSanjay AnbarasanNoch keine Bewertungen
- 132kv Grid Station FNF, SheikhupuraDokument18 Seiten132kv Grid Station FNF, Sheikhupurasyed waheedNoch keine Bewertungen
- Stepper MotorDokument16 SeitenStepper MotoranaNoch keine Bewertungen
- Dana32 Presentation (Read-Only) (Compatibility Mode)Dokument43 SeitenDana32 Presentation (Read-Only) (Compatibility Mode)ncthanhck100% (1)
- RCA Copy Generator RotorDokument1 SeiteRCA Copy Generator RotorPraneeth ReddyNoch keine Bewertungen
- Shaft Vibration EUDokument24 SeitenShaft Vibration EUWildan Harun100% (1)
- Carbon Seal Rubbing in Steam TurbineDokument5 SeitenCarbon Seal Rubbing in Steam TurbinesihamaniNoch keine Bewertungen
- Learning CommuniqueDokument56 SeitenLearning CommuniqueSanjay AnbarasanNoch keine Bewertungen
- Allison T350R0709 Red SwirlDokument33 SeitenAllison T350R0709 Red Swirl古張Noch keine Bewertungen
- Ferrography PresentationDokument56 SeitenFerrography PresentationNaveen Chodagiri100% (1)
- Underbalanced DrillingDokument50 SeitenUnderbalanced DrillingZul Atfi100% (1)
- Electrical Work Against SUMICO Report April 2020Dokument24 SeitenElectrical Work Against SUMICO Report April 2020hmaza shakeelNoch keine Bewertungen
- Training For Tensioning Hydraulic System MPS MillsDokument69 SeitenTraining For Tensioning Hydraulic System MPS MillsImam SampoernoNoch keine Bewertungen
- 7 Step PfmeaDokument132 Seiten7 Step PfmeaRajdeep SikdarNoch keine Bewertungen
- Centrifugal Compressor ProblemsDokument14 SeitenCentrifugal Compressor ProblemsŞamir MusayevNoch keine Bewertungen
- LVRL': Shop ManualDokument19 SeitenLVRL': Shop Manualmatej1992Noch keine Bewertungen
- Multistage Pump VibrationDokument18 SeitenMultistage Pump VibrationIrma 2019Noch keine Bewertungen
- Longwall Mining at Shallow Depth of Cover in IndiaVon EverandLongwall Mining at Shallow Depth of Cover in IndiaNoch keine Bewertungen
- Worked Examples in Electrical Machines and Drives: Applied Electricity and ElectronicsVon EverandWorked Examples in Electrical Machines and Drives: Applied Electricity and ElectronicsBewertung: 3 von 5 Sternen3/5 (5)
- Op Amps: Design, Application, and TroubleshootingVon EverandOp Amps: Design, Application, and TroubleshootingBewertung: 5 von 5 Sternen5/5 (2)
- Irreducible Tensor Methods: An Introduction for ChemistsVon EverandIrreducible Tensor Methods: An Introduction for ChemistsNoch keine Bewertungen
- Lightforce Has Arrived: Lightforce Durability and Power, Now Available in A Compact Utility LightDokument2 SeitenLightforce Has Arrived: Lightforce Durability and Power, Now Available in A Compact Utility LightChristopher GarciaNoch keine Bewertungen
- MFPT 59 Acceleration Measurements Session 4-19-05 - CompDokument142 SeitenMFPT 59 Acceleration Measurements Session 4-19-05 - CompProphx BliziceNoch keine Bewertungen
- Welded Beams BrochureDokument9 SeitenWelded Beams BrochureChristopher GarciaNoch keine Bewertungen
- Solutions Intelligent Maintenance SystemsDokument40 SeitenSolutions Intelligent Maintenance SystemsChristopher GarciaNoch keine Bewertungen
- Kenwood TM-271A E Instructions ManualDokument80 SeitenKenwood TM-271A E Instructions ManualYayok S. AnggoroNoch keine Bewertungen
- 12062011ferment & Distill 11 PDFDokument15 Seiten12062011ferment & Distill 11 PDFChristopher GarciaNoch keine Bewertungen
- 1083fm PDFDokument46 Seiten1083fm PDFMohamed NaserNoch keine Bewertungen
- DytranCatalog2011 LowResolutionDokument172 SeitenDytranCatalog2011 LowResolutionChristopher GarciaNoch keine Bewertungen
- Avic-Hd3: This Product Conforms To New Cord ColoursDokument30 SeitenAvic-Hd3: This Product Conforms To New Cord ColoursChristopher GarciaNoch keine Bewertungen
- 1984 Surf Roughness PGDokument8 Seiten1984 Surf Roughness PGHussn YazdanNoch keine Bewertungen
- Smootharc MMA 130 Operating ManualDokument36 SeitenSmootharc MMA 130 Operating ManualChristopher GarciaNoch keine Bewertungen
- The Construction of A Simple But Mechanically Perfect Watch - Moritz GrossmanDokument50 SeitenThe Construction of A Simple But Mechanically Perfect Watch - Moritz GrossmanGabrielBarile100% (3)
- Polishing English PDFDokument16 SeitenPolishing English PDFHemanth RajuNoch keine Bewertungen
- Vibration Terminology PDFDokument20 SeitenVibration Terminology PDFChristopher GarciaNoch keine Bewertungen
- Energies 10 00329 v2Dokument12 SeitenEnergies 10 00329 v2Christopher GarciaNoch keine Bewertungen
- AN011 Basics of Structural Testing Analysis PDFDokument16 SeitenAN011 Basics of Structural Testing Analysis PDFdejavu_45Noch keine Bewertungen
- Bearings: Thrust and JournalDokument51 SeitenBearings: Thrust and JournalHamad KhaledNoch keine Bewertungen
- PHD Pajaczkowski Piotr PDFDokument162 SeitenPHD Pajaczkowski Piotr PDFChristopher GarciaNoch keine Bewertungen
- Din 1302 SupplementDokument2 SeitenDin 1302 SupplementRodrigo García Cruz100% (1)
- New PDFDokument12 SeitenNew PDFChristopher GarciaNoch keine Bewertungen
- 896 1886Dokument7 Seiten896 1886Christopher GarciaNoch keine Bewertungen
- Reading Strength PDFDokument1 SeiteReading Strength PDFChristopher GarciaNoch keine Bewertungen
- DTC 1209Dokument4 SeitenDTC 1209Christopher GarciaNoch keine Bewertungen
- Orbit AnalysisDokument5 SeitenOrbit AnalysisMaurizio Sciancalepore0% (1)
- Avic-Hd3: This Product Conforms To New Cord ColoursDokument30 SeitenAvic-Hd3: This Product Conforms To New Cord ColoursChristopher GarciaNoch keine Bewertungen
- Surface RoughnessDokument9 SeitenSurface RoughnessKarthick DuraiNoch keine Bewertungen
- 17670Dokument3 Seiten17670Christopher GarciaNoch keine Bewertungen
- G2 Vibration Spectrum: 2x Dominantmayhinttomisalignment, However Timewaveform BelowindicatesunbalancesymptomDokument3 SeitenG2 Vibration Spectrum: 2x Dominantmayhinttomisalignment, However Timewaveform BelowindicatesunbalancesymptomChristopher GarciaNoch keine Bewertungen
- 18.environmental Impact AssessementDokument401 Seiten18.environmental Impact AssessementChristopher Garcia100% (1)
- Brochure Sennebogen 870 M E enDokument16 SeitenBrochure Sennebogen 870 M E enMauro TognocchiNoch keine Bewertungen
- Agent Database 09 Feb 06Dokument322 SeitenAgent Database 09 Feb 06Minal Parapannawar0% (1)
- Undertaking Letter For Purchase Fuel Tank From WoqodDokument1 SeiteUndertaking Letter For Purchase Fuel Tank From Woqodemad0% (1)
- Supporting Letter5Dokument29 SeitenSupporting Letter5tedongsalekoNoch keine Bewertungen
- Monoglyceride-Short Path DistillationDokument14 SeitenMonoglyceride-Short Path DistillationsdrtfgNoch keine Bewertungen
- BenzDokument4 SeitenBenzAbhishek Vernekar100% (1)
- Comparison of Approaches To Determine Hydrogen Consumption During Catalytic Hydrotreating of Oil Fractions PDFDokument9 SeitenComparison of Approaches To Determine Hydrogen Consumption During Catalytic Hydrotreating of Oil Fractions PDFNoheilly Vásquez100% (1)
- U - D700-754E UK - Service-Ed - 5 - 07-2011Dokument299 SeitenU - D700-754E UK - Service-Ed - 5 - 07-2011Juan Ochoa100% (1)
- Installation Procedure: Fuel Injection Pump - InstallDokument4 SeitenInstallation Procedure: Fuel Injection Pump - InstallPe ArvasliNoch keine Bewertungen
- Eta SeriesDokument4 SeitenEta SeriesFlores CesarNoch keine Bewertungen
- Plant MaintenanceDokument45 SeitenPlant MaintenanceHo ThanhNoch keine Bewertungen
- 2marks U4 Power PlantDokument5 Seiten2marks U4 Power PlantAnonymous MLC7TDLXO9Noch keine Bewertungen
- Bulletin 96 AFQR Oct 2016 PDFDokument9 SeitenBulletin 96 AFQR Oct 2016 PDFpersadanusantaraNoch keine Bewertungen
- Composition of Crude OilDokument9 SeitenComposition of Crude OilDes C. BringelNoch keine Bewertungen
- 5 Basic Rules of Pump PipingDokument2 Seiten5 Basic Rules of Pump PipingChotiwan Rattanasatien100% (1)
- New Text DocumentDokument18 SeitenNew Text DocumentSpook SpooksenNoch keine Bewertungen
- THDC Summer TrainingDokument20 SeitenTHDC Summer TrainingabhilashNoch keine Bewertungen
- Azu TD Box176 E9791 1976 363Dokument143 SeitenAzu TD Box176 E9791 1976 363mudassir_hasan_1Noch keine Bewertungen
- LESER High Efficiency Catalog enDokument68 SeitenLESER High Efficiency Catalog enandy131078Noch keine Bewertungen
- RoadMaster Titanium 2019-01-14Dokument1 SeiteRoadMaster Titanium 2019-01-14Cao Đức TrungNoch keine Bewertungen
- GEOG VetcoGray Surface Drilling HYBRID-042409Dokument21 SeitenGEOG VetcoGray Surface Drilling HYBRID-042409mechadavid5535Noch keine Bewertungen
- Petrochemical OverviewDokument8 SeitenPetrochemical OverviewAtish NandanwarNoch keine Bewertungen
- Nuclear-Reactor - Working and ConstructionDokument15 SeitenNuclear-Reactor - Working and Constructionprince arora80% (5)
- S650 Service - 6987168 enUS SMDokument1.311 SeitenS650 Service - 6987168 enUS SMcarlos andres salazar sanchez75% (4)
- Low Pressure Governing SystemDokument113 SeitenLow Pressure Governing SystemBalgopal Raju75% (4)
- CP 690Dokument1.376 SeitenCP 690viniciusNoch keine Bewertungen
- Owner Manual TD60 Volvo PENTA-oiLDokument52 SeitenOwner Manual TD60 Volvo PENTA-oiLDavid Poma0% (1)
- Coiled Tubing Used As A Continuous-Sucker-Rod System in Slim HolesDokument2 SeitenCoiled Tubing Used As A Continuous-Sucker-Rod System in Slim HolesMarilyn Garzón AguirreNoch keine Bewertungen
- Metric and Inch (Sae) Fasteners: All ModelsDokument22 SeitenMetric and Inch (Sae) Fasteners: All ModelsMONTACARGAS AVSNoch keine Bewertungen
- Study of Booster Fan Rev. 5Dokument11 SeitenStudy of Booster Fan Rev. 5Arif Susetyo100% (1)