Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Mitering FormulaDokument2 SeitenMitering FormulavikneshNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Paint CalculatorDokument3 SeitenPaint CalculatorvikneshNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Electric Arc WeldingDokument15 SeitenElectric Arc WeldingvikneshNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Laydown Area For Bullet Option-1Dokument1 SeiteLaydown Area For Bullet Option-1vikneshNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- FH 520 PullerDokument2 SeitenFH 520 PullervikneshNoch keine Bewertungen
- Cad Layers - Autocad Tutorial: Line TypesDokument5 SeitenCad Layers - Autocad Tutorial: Line TypesvikneshNoch keine Bewertungen
- Cone Taper CalculatorDokument1 SeiteCone Taper CalculatorvikneshNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Weld Calculation For FlangesDokument10 SeitenWeld Calculation For FlangesvikneshNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Air Lifting Schedule. - 06062015Dokument9 SeitenAir Lifting Schedule. - 06062015vikneshNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- SAP Info RecordDokument3 SeitenSAP Info RecordvikneshNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- TEP10 Natural Gas Liquefaction - 2008Dokument28 SeitenTEP10 Natural Gas Liquefaction - 2008viknesh100% (1)
- 53.esab Compatible.01-08-2022Dokument1 Seite53.esab Compatible.01-08-2022maintenance sagaNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Seam Welding Machine ReportDokument33 SeitenSeam Welding Machine Reportsoham lakhalni100% (2)
- PM Blasting and Painting ActivitiesDokument2 SeitenPM Blasting and Painting ActivitiesNaveed Ahmed Get-InfoNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- BTM4723 Plastic Composite FormingDokument55 SeitenBTM4723 Plastic Composite FormingMas Ayu HassanNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Milling Machine: Learning ObjectivesDokument16 SeitenThe Milling Machine: Learning ObjectivesAlex Ander100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- MCQ in Machine Design and Shop Practice Part 8 ME Board ExamDokument12 SeitenMCQ in Machine Design and Shop Practice Part 8 ME Board Examtagne simo rodrigue100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Screen PrintingDokument1 SeiteScreen PrintingImtiaz AhmedNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- 42 Cold Cracking II PDFDokument1 Seite42 Cold Cracking II PDFmarko pericNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 16.1.1 Furnaces For Roasting and Calcining: 16.1.1.1 Rotary KilnsDokument66 Seiten16.1.1 Furnaces For Roasting and Calcining: 16.1.1.1 Rotary Kilnshisem100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- No. Description Supp. Qty From Up To Part Number Price NotesDokument4 SeitenNo. Description Supp. Qty From Up To Part Number Price NotesCoronel-KilgoreNoch keine Bewertungen
- Polymaid Co PADokument16 SeitenPolymaid Co PAEricqqqNoch keine Bewertungen
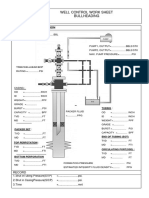
- Worksheet BullheadDokument3 SeitenWorksheet BullheadHary WijayaNoch keine Bewertungen
- The History of Investment Foundry ProcessDokument11 SeitenThe History of Investment Foundry ProcessVrinda NilotpalNoch keine Bewertungen
- AWS Sustainlibrary PDFDokument3 SeitenAWS Sustainlibrary PDFppedringNoch keine Bewertungen
- Valve Guide For The Pulp Paper Industry 97.01 01 PDFDokument24 SeitenValve Guide For The Pulp Paper Industry 97.01 01 PDFRido P SitompulNoch keine Bewertungen
- 3 Lime + GypsumDokument29 Seiten3 Lime + Gypsummii zerNoch keine Bewertungen
- MCQ in Machine Design and Shop Practice Part 2 ME Board ExamDokument17 SeitenMCQ in Machine Design and Shop Practice Part 2 ME Board Examtagne simo rodrigueNoch keine Bewertungen
- SELECTION Radiator Valve DIN 42560 Type A - ENG PDFDokument2 SeitenSELECTION Radiator Valve DIN 42560 Type A - ENG PDFSiniša PerčićNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Filling Shop ToolsDokument24 SeitenFilling Shop ToolsMohsin TariqNoch keine Bewertungen
- Mat 1140 For SuppliersDokument3 SeitenMat 1140 For SupplierskarthimeenaNoch keine Bewertungen
- Btlgtco Questions & Answers - Clyde DmelloDokument15 SeitenBtlgtco Questions & Answers - Clyde DmelloKennen LasradoNoch keine Bewertungen
- PPG - Pull-Off Test Report FormatDokument1 SeitePPG - Pull-Off Test Report FormatErin Williams100% (1)
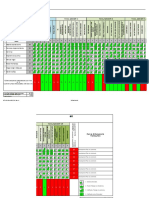
- Skill Matrix TR 05-Aug-2021Dokument14 SeitenSkill Matrix TR 05-Aug-2021Fernando GomezNoch keine Bewertungen
- Crack Detection & RepairDokument19 SeitenCrack Detection & Repairጦቢያ TOBIYANoch keine Bewertungen
- TDS - Paper WS - Niklakett - Medium - PlusDokument1 SeiteTDS - Paper WS - Niklakett - Medium - PlusSundar MoorthiNoch keine Bewertungen
- WPS SampleDokument2 SeitenWPS Sampleeetua100% (1)
- Packaging MachinesDokument14 SeitenPackaging MachinesNikkai Arnado VegaNoch keine Bewertungen
- Corn Hopper Funnel DrawingDokument1 SeiteCorn Hopper Funnel DrawingJane Mary LopezNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Data Sheet: Mild Steel ElectrodesDokument1 SeiteData Sheet: Mild Steel ElectrodeschepurthiNoch keine Bewertungen
- Friction Stir Spot WeldingDokument12 SeitenFriction Stir Spot WeldingManish MNoch keine Bewertungen