Das könnte Ihnen auch gefallen
- Relevamiento de Instalacion de Baja TensionDokument17 SeitenRelevamiento de Instalacion de Baja Tensionguillote_666Noch keine Bewertungen
- Anomalias SED Nivel - Subterranea 2019 v1 EnelDokument7 SeitenAnomalias SED Nivel - Subterranea 2019 v1 EnelRASECVETANoch keine Bewertungen
- 2.-Memoria Su 22.9kv Danper Plata Fresco MochicDokument52 Seiten2.-Memoria Su 22.9kv Danper Plata Fresco MochicaquispefaNoch keine Bewertungen
- Domino AvantDokument5 SeitenDomino AvantNaomi GlassNoch keine Bewertungen
- Dossier Calidad Luminarias MilanDokument23 SeitenDossier Calidad Luminarias MilanLIZ ALCUDIA ALCUDIANoch keine Bewertungen
- Cotización - 238765692 - Ministerio de Vivienda, Construccion y Saneamiento - Ruc-20504743307Dokument1 SeiteCotización - 238765692 - Ministerio de Vivienda, Construccion y Saneamiento - Ruc-20504743307Dennis Apaza DymNoch keine Bewertungen
- 50 KVA - Datos Tecnicos GarantizadosDokument2 Seiten50 KVA - Datos Tecnicos GarantizadosMarco ChavesNoch keine Bewertungen
- Sub-Estacion de 34.5 KVDokument103 SeitenSub-Estacion de 34.5 KVloaiza6969Noch keine Bewertungen
- Catalogo Llave Termica EatonDokument9 SeitenCatalogo Llave Termica EatonJose Saldaña ManriqueNoch keine Bewertungen
- Interruptor UnipolarDokument8 SeitenInterruptor UnipolarJunior Roger Enriquez SifuentesNoch keine Bewertungen
- Proyecto IndividualDokument24 SeitenProyecto IndividualJeniferGordilloNoch keine Bewertungen
- Catálogo de VentiladoresDokument43 SeitenCatálogo de VentiladoresAnonymous 7INE4BZOp100% (1)
- 4 Anexo 2 Memoria Instalacion Electrica Piscinas VareaDokument7 Seiten4 Anexo 2 Memoria Instalacion Electrica Piscinas VareaEnverYangDuranCastroNoch keine Bewertungen
- Tablero Control Nema 7 PDFDokument4 SeitenTablero Control Nema 7 PDFJuvenal Alarcon TiconaNoch keine Bewertungen
- NAYY 80 0 6 1 KV TripleDokument4 SeitenNAYY 80 0 6 1 KV TripleProyectos2 ESMONoch keine Bewertungen
- Proyecto Final AscensorDokument11 SeitenProyecto Final AscensoralfredoNoch keine Bewertungen
- Diseño y Calculo Electrico Planta CogeneraciónDokument178 SeitenDiseño y Calculo Electrico Planta CogeneraciónHugh SagoNoch keine Bewertungen
- Ingeniería eléctrica y diseño industrialDokument12 SeitenIngeniería eléctrica y diseño industrialFernando CastilloNoch keine Bewertungen
- V.F1 - Informe Especial - Respaldo para Contrato A Plaza Fijo 2022Dokument6 SeitenV.F1 - Informe Especial - Respaldo para Contrato A Plaza Fijo 2022JoseLuisCruzGonzalesNoch keine Bewertungen
- Informe Tecnico GoodyearDokument15 SeitenInforme Tecnico GoodyearRaul Ortiz100% (1)
- Accesorios Cobreybronce PDFDokument3 SeitenAccesorios Cobreybronce PDFJhony Santisteban SuclupeNoch keine Bewertungen
- Valores unitarios oficiales edificaciones CostaDokument5 SeitenValores unitarios oficiales edificaciones CostaCristhian JoseNoch keine Bewertungen
- 7-Ht Sika Leoba Lcii - Sika StressheadDokument3 Seiten7-Ht Sika Leoba Lcii - Sika Stressheadprufino2Noch keine Bewertungen
- Circutor Tarifa 2017 Nac SPDokument166 SeitenCircutor Tarifa 2017 Nac SPVEMATEL100% (2)
- Propuesta Economica Banco de Condensadores - Open Rack: AsuntoDokument11 SeitenPropuesta Economica Banco de Condensadores - Open Rack: AsuntoRolando Henry Flores CamavilcaNoch keine Bewertungen
- Tipos de FusiblesDokument9 SeitenTipos de FusiblesJose Meza Santana0% (1)
- ET013 Transformador Trifásico de Distribución Tipo Seco AbiertoDokument14 SeitenET013 Transformador Trifásico de Distribución Tipo Seco AbiertoalexleguiNoch keine Bewertungen
- Calculo de Resistencias ElectricasDokument3 SeitenCalculo de Resistencias ElectricasJuan Carlos Jaldin VNoch keine Bewertungen
- Iluminacion Minera PDFDokument10 SeitenIluminacion Minera PDFSantiago Nelson Meza ChahuaylaccNoch keine Bewertungen
- Luminaria CONTEMPO L características aplicacionesDokument2 SeitenLuminaria CONTEMPO L características aplicacionesLiliana Patricia PederneraNoch keine Bewertungen
- Soldadura GMAW y GtawDokument16 SeitenSoldadura GMAW y GtawMarco AlbanNoch keine Bewertungen
- Dimensionamiento Térmico de TablerosDokument5 SeitenDimensionamiento Térmico de TablerosMurua MauroNoch keine Bewertungen
- Memoria Ventilacion MecanicaDokument5 SeitenMemoria Ventilacion MecanicaRuben CalcinaNoch keine Bewertungen
- Declaracion - Jurada Letrero TerrazasDokument2 SeitenDeclaracion - Jurada Letrero TerrazasRicardo Rogelio ArroyoNoch keine Bewertungen
- Informacion Tecnica - Tuberia Emt ColmenaDokument2 SeitenInformacion Tecnica - Tuberia Emt ColmenaJhon Carlos NuñezNoch keine Bewertungen
- Memoria de Calculo RastroDokument7 SeitenMemoria de Calculo RastroCarlos García Murillo100% (1)
- Linea ElectricaDokument16 SeitenLinea Electricaing_ugtoNoch keine Bewertungen
- Inscripción de planos de sublote 8-C en Pimentel, ChiclayoDokument2 SeitenInscripción de planos de sublote 8-C en Pimentel, ChiclayoJRolo MontezaNoch keine Bewertungen
- Cap. 8.7 Grúas TorreDokument6 SeitenCap. 8.7 Grúas TorreGustavo ArancibiaNoch keine Bewertungen
- Proceso SDokument25 SeitenProceso SMario Cesar Quispe CallapiñaNoch keine Bewertungen
- Memoria Descriptiva Mecanico InyeccionDokument9 SeitenMemoria Descriptiva Mecanico InyeccionMiguel SanchezNoch keine Bewertungen
- LG - Split TechoDokument4 SeitenLG - Split TechoJoseph GalvezNoch keine Bewertungen
- 02 Subestación RM6 (Compatibility Mode)Dokument52 Seiten02 Subestación RM6 (Compatibility Mode)RobertoHerediaJacobo100% (1)
- MC-L-001 Memoria de Cálculo Circuitos Derivados Rev. 0 PDFDokument9 SeitenMC-L-001 Memoria de Cálculo Circuitos Derivados Rev. 0 PDFhleyvasNoch keine Bewertungen
- Ventiladores y DuctosDokument8 SeitenVentiladores y DuctosAngelica T PeñarandaNoch keine Bewertungen
- Diseño Luminotecnico Del Estadio de Fultbol Del Municipio de AracatacaDokument26 SeitenDiseño Luminotecnico Del Estadio de Fultbol Del Municipio de AracatacaFabian VillaNoch keine Bewertungen
- Serie Mmc6 MMCM MRCMDokument16 SeitenSerie Mmc6 MMCM MRCMMaria Victoria Padilla100% (1)
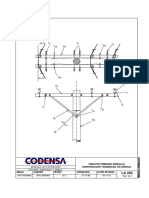
- La 203Dokument2 SeitenLa 203JuanDavidVargasNoch keine Bewertungen
- Drenaje en carreteras: tipos, componentes y diseñoDokument36 SeitenDrenaje en carreteras: tipos, componentes y diseñoJaime ArevaloNoch keine Bewertungen
- MD Electricas ModuloDokument4 SeitenMD Electricas ModuloJorge Iriarte Velasquez100% (1)
- Fan CoilDokument5 SeitenFan Coilalfonso_quezadaNoch keine Bewertungen
- Diagnostico Del Servicio de Agua Servicio de Alcantarillado yDokument12 SeitenDiagnostico Del Servicio de Agua Servicio de Alcantarillado yAna QuipseNoch keine Bewertungen
- 01 Memoria de Calculo Estructuras - Familia PerezDokument17 Seiten01 Memoria de Calculo Estructuras - Familia PerezYothan Ros LesNoch keine Bewertungen
- Func ultrason sens proxDokument10 SeitenFunc ultrason sens proxitzaNoch keine Bewertungen
- Diagnóstico de Una Instalación EléctricaDokument4 SeitenDiagnóstico de Una Instalación EléctricaweroRivera89Noch keine Bewertungen
- Cortafuego CFE 2012Dokument64 SeitenCortafuego CFE 2012tuzoaltatensionNoch keine Bewertungen
- Cables Sural: Conductores para líneas de transmisiónDokument23 SeitenCables Sural: Conductores para líneas de transmisiónNadir Choque LlallaguaNoch keine Bewertungen
- Calculo Bateria de CapacitoresDokument3 SeitenCalculo Bateria de CapacitoresMarisa Cabrera100% (1)
- ABB - Bornas, Pulsanteria y CanaletasDokument46 SeitenABB - Bornas, Pulsanteria y CanaletasEdu LuqueNoch keine Bewertungen
- Que Es El Acero GalvanizadoDokument5 SeitenQue Es El Acero GalvanizadoluisNoch keine Bewertungen
- Anexo2. Cintas TransportadorasDokument6 SeitenAnexo2. Cintas TransportadorasWilder QuispeNoch keine Bewertungen
- 304 Fms Transilon Calculo de La Banda Transportadora EsDokument20 Seiten304 Fms Transilon Calculo de La Banda Transportadora EsEmmanuelNoch keine Bewertungen
- Rotrans Tambores PDFDokument27 SeitenRotrans Tambores PDFChristian Andres Pantoja100% (1)
- Plasticaucho Industrial S.ADokument2 SeitenPlasticaucho Industrial S.AFernando VelascoNoch keine Bewertungen
- Presentación Palma FastDokument41 SeitenPresentación Palma FastFernando VelascoNoch keine Bewertungen
- SERVICIOS - Consulta de Planillas Clientes EEASA - Empresa Eléctrica Ambato PDFDokument2 SeitenSERVICIOS - Consulta de Planillas Clientes EEASA - Empresa Eléctrica Ambato PDFFernando VelascoNoch keine Bewertungen
- Dualcon S.A.-Sistemas Contra IncendiosDokument71 SeitenDualcon S.A.-Sistemas Contra IncendiosFernando VelascoNoch keine Bewertungen
- Catalogo Nor Rubber TecnicoDokument86 SeitenCatalogo Nor Rubber TecnicoKiike Villarreal SarmiientoNoch keine Bewertungen
- 304 Fms Transilon Calculo de La Banda Transportadora EsDokument20 Seiten304 Fms Transilon Calculo de La Banda Transportadora EsEmmanuelNoch keine Bewertungen
- Catálogo de MagnetismoDokument20 SeitenCatálogo de MagnetismoFernando VelascoNoch keine Bewertungen
- Catalogo CadenasDokument69 SeitenCatalogo CadenasJ Alberto Rios Ch100% (1)
- Casa Del PernoDokument53 SeitenCasa Del Pernomario91bsc100% (1)
- Formulas para El Calculo de La Relacion PDFDokument5 SeitenFormulas para El Calculo de La Relacion PDFRonald V. Nina VelizNoch keine Bewertungen
- Plasticaucho Industrial S.A.Dokument2 SeitenPlasticaucho Industrial S.A.Fernando VelascoNoch keine Bewertungen
- SilosDokument8 SeitenSilosFernando VelascoNoch keine Bewertungen
- Capitulo 5Dokument15 SeitenCapitulo 5Muñoz JonathanNoch keine Bewertungen
- Horario 2102Dokument1 SeiteHorario 2102Fernando VelascoNoch keine Bewertungen
- Villon Barona PDFDokument202 SeitenVillon Barona PDFFernando VelascoNoch keine Bewertungen
- Tpsi Flyer Mex-LowDokument4 SeitenTpsi Flyer Mex-LowFernando VelascoNoch keine Bewertungen
- Ingenieria de Faja TransportadoraDokument64 SeitenIngenieria de Faja Transportadorajoule357Noch keine Bewertungen
- Correa TransportadoraDokument32 SeitenCorrea TransportadoraFelipe Carlo Galdames OlmedoNoch keine Bewertungen
- Rotrans Tambores PDFDokument27 SeitenRotrans Tambores PDFChristian Andres Pantoja100% (1)
- Proyecto MecanismosDokument3 SeitenProyecto MecanismosFernando VelascoNoch keine Bewertungen
- Estaciones RotransDokument15 SeitenEstaciones Rotranssoraya1990Noch keine Bewertungen
- Rotrans Tambores PDFDokument27 SeitenRotrans Tambores PDFChristian Andres Pantoja100% (1)
- Syllabus-Apreciación Del Cine PDFDokument18 SeitenSyllabus-Apreciación Del Cine PDFFernando VelascoNoch keine Bewertungen
- Ingenieria de Faja TransportadoraDokument64 SeitenIngenieria de Faja Transportadorajoule357Noch keine Bewertungen
- Drawing Silo Screw ConveyorDokument2 SeitenDrawing Silo Screw ConveyorFernando VelascoNoch keine Bewertungen
- MáquinasDokument4 SeitenMáquinasFernando VelascoNoch keine Bewertungen
- Planos Estructura Metálica Banda 6Dokument9 SeitenPlanos Estructura Metálica Banda 6Fernando VelascoNoch keine Bewertungen
- Analisis de Falla Por Fatiga en La Caja de Cambios de Dos VelocidadesDokument20 SeitenAnalisis de Falla Por Fatiga en La Caja de Cambios de Dos VelocidadesAdrian Romero100% (1)
- Manual Taller Excavadoras Hidraulicas Pc400 Lc6 Pc450 Lc6 KomatsuDokument755 SeitenManual Taller Excavadoras Hidraulicas Pc400 Lc6 Pc450 Lc6 Komatsufrancisco193893% (14)
- Boca de PescadoDokument1 SeiteBoca de PescadoLIBARDO LAGOSNoch keine Bewertungen
- Como Instalar Los Parlantes para Caja Acústica de 4x12Dokument19 SeitenComo Instalar Los Parlantes para Caja Acústica de 4x12Gerard AsteriónNoch keine Bewertungen
- Weld Pack 2000Dokument16 SeitenWeld Pack 2000Jorge Andy Arce CaricariNoch keine Bewertungen
- Trabajo del metal en calienteDokument30 SeitenTrabajo del metal en calientezet wonNoch keine Bewertungen
- Cuaderno de Informes, Semana 1Dokument12 SeitenCuaderno de Informes, Semana 1Abraham Israel Herrera EncisoNoch keine Bewertungen
- Torres Arriostradas - 1 PDFDokument18 SeitenTorres Arriostradas - 1 PDFLuis BarragánNoch keine Bewertungen
- PRL TuberoDokument48 SeitenPRL TuberoMario Asquith DíazNoch keine Bewertungen
- Acero balisiticoBP633Dokument2 SeitenAcero balisiticoBP633Alberto QuezadaNoch keine Bewertungen
- Tabla Guia para La Seleccion de EPPDokument2 SeitenTabla Guia para La Seleccion de EPPMariano Larrea100% (1)
- Uniones PermanentesDokument13 SeitenUniones PermanentesCarlos Alberto Torres Espinoza100% (1)
- Control de Riesgos en Obras de ConstruccionDokument32 SeitenControl de Riesgos en Obras de ConstruccionfernandoNoch keine Bewertungen
- Acero Galfan Con Revestimiento de Aleacion Cinc AluminioDokument3 SeitenAcero Galfan Con Revestimiento de Aleacion Cinc Aluminio700610Noch keine Bewertungen
- Anexo No. 93 Procedimientos Trabajo en CalienteDokument9 SeitenAnexo No. 93 Procedimientos Trabajo en CalienteLESLY YULIETH URUEÑA FIGUEROANoch keine Bewertungen
- Nederman 2012 Spanish PDFDokument216 SeitenNederman 2012 Spanish PDFmiaduransaNoch keine Bewertungen
- Protección ocular contra energía radiante al soldar y cortarDokument3 SeitenProtección ocular contra energía radiante al soldar y cortarMarcus HollandNoch keine Bewertungen
- b438 Calculo Emisiones SoldaduraDokument2 Seitenb438 Calculo Emisiones Soldaduraymontiel_671233771100% (1)
- ¿Cómo Hacerle Vacío A Un Aire Acondicionado - Aires AcondicionadosDokument2 Seiten¿Cómo Hacerle Vacío A Un Aire Acondicionado - Aires Acondicionadosornitorrinco33Noch keine Bewertungen
- NTP Gas NaturalDokument57 SeitenNTP Gas Naturalratagrande777Noch keine Bewertungen
- Inspecion y Peritaje PDFDokument70 SeitenInspecion y Peritaje PDFLuis Fernando ZambranoNoch keine Bewertungen
- Procedimientos de Trabajo TalleresDokument98 SeitenProcedimientos de Trabajo TalleresRichardson Chavez TaypeNoch keine Bewertungen
- Electrodos para soldadura de aceros al carbono y baja aleaciónDokument2 SeitenElectrodos para soldadura de aceros al carbono y baja aleaciónalonsogonzalesNoch keine Bewertungen
- Procedimientos para El Diseño de Unión de Soldadura ProyectoDokument15 SeitenProcedimientos para El Diseño de Unión de Soldadura ProyectoGerardo Andres100% (1)
- La Soldadura en La ConstruccionDokument3 SeitenLa Soldadura en La ConstruccionMarco Antony Quispe Vasquez50% (2)
- Año de La Lucha Contra La Corrupcion y La ImpunidadDokument38 SeitenAño de La Lucha Contra La Corrupcion y La ImpunidadEduardo Velarde QuevedoNoch keine Bewertungen
- Elgacore-Matrix ESPDokument6 SeitenElgacore-Matrix ESPFrancisco Blanco FernandezNoch keine Bewertungen
- Brazing PDFDokument4 SeitenBrazing PDFfillafolioNoch keine Bewertungen
- ED-SAS-027 Estandar de Trabajos en Caliente - Rev.01Dokument5 SeitenED-SAS-027 Estandar de Trabajos en Caliente - Rev.01EstefanyNoch keine Bewertungen
- Nfpa 2001 de Fm200Dokument84 SeitenNfpa 2001 de Fm200Federico GonzálezNoch keine Bewertungen