Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Naruto Vol 4Dokument171 SeitenNaruto Vol 4Andrew WongNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- List of Volumes ASM Metal HandbookDokument1 SeiteList of Volumes ASM Metal HandbookAfronie Cepoz D'nextNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Class Prophecy 012Dokument11 SeitenClass Prophecy 012Mythical Persues100% (2)
- Express VPN Activation CodeDokument5 SeitenExpress VPN Activation CodeButler49JuulNoch keine Bewertungen
- Summary Refinery Sulfur Recovery ProjectsDokument8 SeitenSummary Refinery Sulfur Recovery ProjectsAli MNoch keine Bewertungen
- Organic Evolution (Evolutionary Biology) Revised Updated Ed by Veer Bala RastogiDokument1.212 SeitenOrganic Evolution (Evolutionary Biology) Revised Updated Ed by Veer Bala RastogiTATHAGATA OJHA83% (6)
- Method Statement Pressure TestingDokument15 SeitenMethod Statement Pressure TestingAkmaldeen AhamedNoch keine Bewertungen
- NPT (Asme B1.20.1)Dokument5 SeitenNPT (Asme B1.20.1)Afronie Cepoz D'nextNoch keine Bewertungen
- Securing Obligations Through Pledge and MortgageDokument4 SeitenSecuring Obligations Through Pledge and MortgagePrincessAngelaDeLeon100% (1)
- Handbook of RefractoryDokument331 SeitenHandbook of RefractoryAamirMalikNoch keine Bewertungen
- A Secret Baby by The Bratva by Lexi AsherDokument184 SeitenA Secret Baby by The Bratva by Lexi Asheralisa sanchez100% (1)
- Katalog Gasket TOMBODokument3 SeitenKatalog Gasket TOMBOAfronie Cepoz D'nextNoch keine Bewertungen
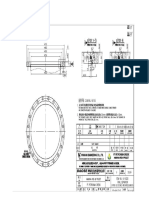
- Flange DrawingDokument1 SeiteFlange DrawingAfronie Cepoz D'nextNoch keine Bewertungen
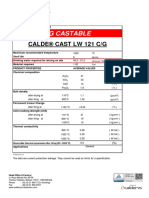
- Tds Calde Cast LW 121 CGDokument1 SeiteTds Calde Cast LW 121 CGAfronie Cepoz D'nextNoch keine Bewertungen
- Asme Sec I A2001Dokument4 SeitenAsme Sec I A2001Sidney LinsNoch keine Bewertungen
- Sec 1 PT PBDokument9 SeitenSec 1 PT PBAfronie Cepoz D'nextNoch keine Bewertungen
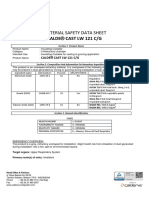
- Msds Calde Cast LW 121 CGDokument5 SeitenMsds Calde Cast LW 121 CGAfronie Cepoz D'nextNoch keine Bewertungen
- Welding Advanced Chromium Alloys for High-Temperature ServiceDokument5 SeitenWelding Advanced Chromium Alloys for High-Temperature Servicesaji_t1984100% (1)
- Zeron 100-Data SheetDokument8 SeitenZeron 100-Data SheetAfronie Cepoz D'nextNoch keine Bewertungen
- Sus 329j4lDokument3 SeitenSus 329j4lAfronie Cepoz D'nextNoch keine Bewertungen
- NAS 64 High Corrosion Resistant Duplex Stainless SteelDokument4 SeitenNAS 64 High Corrosion Resistant Duplex Stainless SteelAfronie Cepoz D'nextNoch keine Bewertungen
- Pipe Schedule Segun ASME B36.1 PDFDokument1 SeitePipe Schedule Segun ASME B36.1 PDFalberthf_1Noch keine Bewertungen
- CertificateDokument18 SeitenCertificateAfronie Cepoz D'nextNoch keine Bewertungen
- Cooling TowersDokument23 SeitenCooling TowersAfronie Cepoz D'nextNoch keine Bewertungen
- Incoloy Alloy 825Dokument4 SeitenIncoloy Alloy 825Roman PaduaNoch keine Bewertungen
- ListDokument4 SeitenListgeralda pierrelusNoch keine Bewertungen
- Schedule For Semester III, Class of 2021Dokument7 SeitenSchedule For Semester III, Class of 2021Jay PatelNoch keine Bewertungen
- Construction Internship ReportDokument8 SeitenConstruction Internship ReportDreaminnNoch keine Bewertungen
- Personality, Movie Preferences, and RecommendationsDokument2 SeitenPersonality, Movie Preferences, and RecommendationsAA0809Noch keine Bewertungen
- Attribute Achievement FormDokument15 SeitenAttribute Achievement FormMiguel MenesesNoch keine Bewertungen
- Barker-Choucalas, Vida PDFDokument176 SeitenBarker-Choucalas, Vida PDFAnn GarbinNoch keine Bewertungen
- Aluminium FOil SearchDokument8 SeitenAluminium FOil SearchAtul KumarNoch keine Bewertungen
- LEONI Dacar® 110 enDokument1 SeiteLEONI Dacar® 110 engshock65Noch keine Bewertungen
- Inventory of Vacant Units in Elan Miracle Sector-84 GurgaonDokument2 SeitenInventory of Vacant Units in Elan Miracle Sector-84 GurgaonBharat SadanaNoch keine Bewertungen
- Tips For Effective Presentation Design and DeliveryDokument2 SeitenTips For Effective Presentation Design and DeliveryJames Manrique100% (1)
- I. Specifikacija Opreme Sa Ugradnjom R.Br. Opis JM KomDokument4 SeitenI. Specifikacija Opreme Sa Ugradnjom R.Br. Opis JM KomAleksandar VidakovicNoch keine Bewertungen
- The Meaning of Solar CookerDokument4 SeitenThe Meaning of Solar CookerJaridah Mat YakobNoch keine Bewertungen
- New Directions Formative TestDokument1 SeiteNew Directions Formative TestAnonymous xGQcti3qK100% (1)
- Ut ProcedureDokument2 SeitenUt ProcedureJJ WeldingNoch keine Bewertungen
- Ajwin Handbuch enDokument84 SeitenAjwin Handbuch enEnzo AguilarNoch keine Bewertungen
- A-00 IndexDokument10 SeitenA-00 IndexNizarHamrouniNoch keine Bewertungen
- HandoutDokument4 SeitenHandoutZack CullenNoch keine Bewertungen
- COP Grease BrochureDokument4 SeitenCOP Grease Brochured86299878Noch keine Bewertungen
- Froyen06-The Keynesian System I - The Role of Aggregate DemandDokument40 SeitenFroyen06-The Keynesian System I - The Role of Aggregate DemandUditi BiswasNoch keine Bewertungen
- Strategic Marketing FiguresDokument34 SeitenStrategic Marketing FiguresphuongmonNoch keine Bewertungen
- Online JournalismDokument24 SeitenOnline JournalismZandra Kate NerNoch keine Bewertungen