Das könnte Ihnen auch gefallen
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementVon EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNoch keine Bewertungen
- Graphite Blocks - Gear Lubricant - Rotary Kilns - PKSEDokument7 SeitenGraphite Blocks - Gear Lubricant - Rotary Kilns - PKSEliofasNoch keine Bewertungen
- Shutdown Maintenance Activites at Mechanical Clinker (Line-1)Dokument4 SeitenShutdown Maintenance Activites at Mechanical Clinker (Line-1)salman saleemNoch keine Bewertungen
- Media - Brochures - Brochures For Kilns and Firing - HRBMFloreslowresDokument4 SeitenMedia - Brochures - Brochures For Kilns and Firing - HRBMFloreslowresOmar Jesus CocaNoch keine Bewertungen
- Tire TaperDokument10 SeitenTire Taperdroessaert_stijnNoch keine Bewertungen
- Stoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltDokument50 SeitenStoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltAditya DhimanNoch keine Bewertungen
- Trunnion Bearing ClearanceDokument1 SeiteTrunnion Bearing ClearanceJuanPabloGonzalezFiblasNoch keine Bewertungen
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDokument9 SeitenFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresNoch keine Bewertungen
- Dispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandDokument3 SeitenDispelling Myths in Kiln Mechanics: Tomtom-Tools GMBH, SwitzerlandRajatNoch keine Bewertungen
- S3 Product Range - EnglishDokument35 SeitenS3 Product Range - EnglishJuan Esteban Luque ZegarraNoch keine Bewertungen
- Polycom High-Pressure Grinding Roll: Our New Name IsDokument7 SeitenPolycom High-Pressure Grinding Roll: Our New Name Isrmano22Noch keine Bewertungen
- Uiw Bucket Elevator Ansi Bem0308 r21Dokument42 SeitenUiw Bucket Elevator Ansi Bem0308 r21annccknarimeNoch keine Bewertungen
- Girth Gear RunoutDokument1 SeiteGirth Gear RunoutvinodsnNoch keine Bewertungen
- 5,000,000 Kilowatts of Installed ExpertiseDokument16 Seiten5,000,000 Kilowatts of Installed ExpertiseRahul RoyNoch keine Bewertungen
- Ido Tank CilDokument40 SeitenIdo Tank CilSafrin SangiaNoch keine Bewertungen
- Belt Conveyor Idler: Read These Instructions Carefully Before Starting InstallationDokument8 SeitenBelt Conveyor Idler: Read These Instructions Carefully Before Starting InstallationKenji LacambraNoch keine Bewertungen
- ATOX Split SealDokument4 SeitenATOX Split SealBülent BulutNoch keine Bewertungen
- Bucket Elevators: Installation and Operation ManualDokument20 SeitenBucket Elevators: Installation and Operation Manualboyka yuriNoch keine Bewertungen
- FEB 14, 2020 Top 5 Critical Maintenance Issues For Rotary KilnsDokument4 SeitenFEB 14, 2020 Top 5 Critical Maintenance Issues For Rotary KilnsCarlos Ramón Plazaola LorioNoch keine Bewertungen
- 1) Flender StandardsDokument16 Seiten1) Flender Standardsoner erdeveNoch keine Bewertungen
- Girth Gear InspectionDokument2 SeitenGirth Gear Inspectionn_ashok6890390% (2)
- Girth Gear Failures - LinkedInDokument7 SeitenGirth Gear Failures - LinkedInred patriotNoch keine Bewertungen
- Air Classifier ArticleDokument16 SeitenAir Classifier ArticlePeyman KhNoch keine Bewertungen
- Slide Shoue BRG RemovingDokument8 SeitenSlide Shoue BRG Removingsivareddy143100% (1)
- Manual Hornos KHDDokument309 SeitenManual Hornos KHDjkanclaNoch keine Bewertungen
- Tire Migration Measurement & Information 17042019Dokument2 SeitenTire Migration Measurement & Information 17042019Zegera MgendiNoch keine Bewertungen
- 04 General Frames Pedestals Lower HousingDokument13 Seiten04 General Frames Pedestals Lower HousingDavid Vilca MamaniNoch keine Bewertungen
- Gitrh Gear VibrationsDokument5 SeitenGitrh Gear Vibrationsgullipalli srinivasa raoNoch keine Bewertungen
- 1 Exemplary Technical Report 2012Dokument99 Seiten1 Exemplary Technical Report 2012MKPashaPashaNoch keine Bewertungen
- Assiut Cement PlantDokument17 SeitenAssiut Cement PlantMahmoud RashadNoch keine Bewertungen
- Mech Kiln InspectionDokument2 SeitenMech Kiln InspectionMohamed ShehataNoch keine Bewertungen
- Ball Mill Training - Walk-By Inspections (Tuesday) : Objective of The WorkshopDokument2 SeitenBall Mill Training - Walk-By Inspections (Tuesday) : Objective of The WorkshopDiego AlejandroNoch keine Bewertungen
- Sliding Contact BearingDokument4 SeitenSliding Contact BearingGovindNoch keine Bewertungen
- MAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenDokument1 SeiteMAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenpeymanNoch keine Bewertungen
- Suffix of BearingDokument14 SeitenSuffix of BearingPirnandoTariganNoch keine Bewertungen
- Kiln StabilityDokument6 SeitenKiln Stabilityraobabar21Noch keine Bewertungen
- KYK CatalogueDokument94 SeitenKYK Cataloguepriya kumariNoch keine Bewertungen
- Tires and Tire ElementsDokument20 SeitenTires and Tire ElementsRamsai ChigurupatiNoch keine Bewertungen
- Kiln Out LetDokument2 SeitenKiln Out LetSamehibrahemNoch keine Bewertungen
- Competence in CementDokument24 SeitenCompetence in CementJackson VuNoch keine Bewertungen
- Fuchs - Ceplattyn KG 10 LC - 4jul06 (Lubritech Weillerbach)Dokument2 SeitenFuchs - Ceplattyn KG 10 LC - 4jul06 (Lubritech Weillerbach)RiyazNoch keine Bewertungen
- Kiln Doctor FAQDokument3 SeitenKiln Doctor FAQgvrr1954Noch keine Bewertungen
- Ball MillDokument2 SeitenBall Millpadma26327Noch keine Bewertungen
- Manual For Visual Inspection of HPGR Rollers: Top PictureDokument1 SeiteManual For Visual Inspection of HPGR Rollers: Top PictureRAVINoch keine Bewertungen
- 071 How To Maintain Hydraulic SystemDokument10 Seiten071 How To Maintain Hydraulic Systemhaziq100% (1)
- Microsoft PowerPoint - Running in GearsDokument71 SeitenMicrosoft PowerPoint - Running in Gearsprashant mishra100% (2)
- RABH-sugest by SatputeDokument1 SeiteRABH-sugest by Satputegvrr1954Noch keine Bewertungen
- Loesche - For SIG - Slip Ring SealingDokument37 SeitenLoesche - For SIG - Slip Ring SealingRizki MWNoch keine Bewertungen
- Rolary Kiln-Kiln DriveDokument29 SeitenRolary Kiln-Kiln DrivefgNoch keine Bewertungen
- Open GearingDokument4 SeitenOpen GearingVinit AhluwaliaNoch keine Bewertungen
- Ikn Bee - Meet Ikni r12Dokument28 SeitenIkn Bee - Meet Ikni r12Junaid MazharNoch keine Bewertungen
- Coal Mill InstallationDokument24 SeitenCoal Mill InstallationCristian David MurielNoch keine Bewertungen
- 2015 MNCDokument33 Seiten2015 MNChiepNoch keine Bewertungen
- KILn Tyre FailureDokument5 SeitenKILn Tyre FailureTarun AroraNoch keine Bewertungen
- MKM ManualDokument59 SeitenMKM ManualGilberto PérezNoch keine Bewertungen
- Atox Gear PresentationDokument27 SeitenAtox Gear PresentationMujahid BalochNoch keine Bewertungen
- Kiln Maintenance ManualDokument111 SeitenKiln Maintenance ManualJavier Gutierrez100% (5)
- Gap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Dokument8 SeitenGap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Javier Gutierrez100% (1)
- 7.drive Chain - CheckDokument3 Seiten7.drive Chain - CheckCharles ParionitaNoch keine Bewertungen
- Engine Crankshaft Deflection Measurement Guide - IIMSDokument9 SeitenEngine Crankshaft Deflection Measurement Guide - IIMSNyan ThutaNoch keine Bewertungen
- Approximate Vibration Levels enDokument2 SeitenApproximate Vibration Levels enJavier GutierrezNoch keine Bewertungen
- Soft FootDokument1 SeiteSoft FootJavier GutierrezNoch keine Bewertungen
- Lube Oil Pump B Vibration 270219Dokument7 SeitenLube Oil Pump B Vibration 270219Javier GutierrezNoch keine Bewertungen
- Motor Bars All1Dokument158 SeitenMotor Bars All1Javier GutierrezNoch keine Bewertungen
- Motor DatabaseDokument55 SeitenMotor DatabaseJavier GutierrezNoch keine Bewertungen
- Parameter ProfileDokument1 SeiteParameter ProfileJavier GutierrezNoch keine Bewertungen
- GM Motors &DELPHI Vibration STD PDFDokument66 SeitenGM Motors &DELPHI Vibration STD PDFMachineryeng0% (1)
- 5S Implementation Audit: 5S To-Do Items Observed Condition Improvement ActionDokument2 Seiten5S Implementation Audit: 5S To-Do Items Observed Condition Improvement ActionJavier GutierrezNoch keine Bewertungen
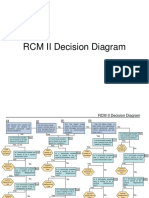
- RCM II Decision Diagram - v2Dokument2 SeitenRCM II Decision Diagram - v2Javier Gutierrez100% (1)
- Gap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Dokument8 SeitenGap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Javier Gutierrez100% (1)
- Gear Ring Radial AlignmentDokument2 SeitenGear Ring Radial AlignmentJavier GutierrezNoch keine Bewertungen
- Horizontal Alignment FormsDokument6 SeitenHorizontal Alignment FormsJavier GutierrezNoch keine Bewertungen
- Kiln Maintenance ManualDokument111 SeitenKiln Maintenance ManualJavier Gutierrez100% (5)
- 5S Audit Checklist - Supply StorageDokument16 Seiten5S Audit Checklist - Supply StorageJavier GutierrezNoch keine Bewertungen
- Welding Booth Layout DrawingDokument1 SeiteWelding Booth Layout DrawingJavier GutierrezNoch keine Bewertungen
- DILO TM1 - Tecnico de Molienda - 150310Dokument26 SeitenDILO TM1 - Tecnico de Molienda - 150310Javier GutierrezNoch keine Bewertungen
- Product Demand SimulatorDokument50 SeitenProduct Demand SimulatorJavier GutierrezNoch keine Bewertungen
- Enigineering Capacity CalculatorDokument2 SeitenEnigineering Capacity CalculatorJavier GutierrezNoch keine Bewertungen
- 8050T081 PDFDokument27 Seiten8050T081 PDFJavier GutierrezNoch keine Bewertungen
- Beck CatalogDokument88 SeitenBeck CatalogJavier GutierrezNoch keine Bewertungen
- What We Do in The Shadows - Spec ScriptDokument28 SeitenWhat We Do in The Shadows - Spec ScriptAmber PrassNoch keine Bewertungen
- Designing A Dining RoomDokument7 SeitenDesigning A Dining RoomArjun BSNoch keine Bewertungen
- A Comparison of Shipping Containers From Technical, Economic and Environmental PerspectivesDokument8 SeitenA Comparison of Shipping Containers From Technical, Economic and Environmental Perspectivesbkollarou9632Noch keine Bewertungen
- America CoursesDokument205 SeitenAmerica CoursesClaudia MosNoch keine Bewertungen
- Raymond Case StudyDokument20 SeitenRaymond Case StudyAkash Jain0% (1)
- Hack The Planet - Reference Sheets (Updated)Dokument35 SeitenHack The Planet - Reference Sheets (Updated)Rodrigo Pinheiro75% (4)
- Crochet HandwarmersDokument11 SeitenCrochet HandwarmersLeland DykeNoch keine Bewertungen
- Pattern SymbolsDokument17 SeitenPattern SymbolsadelfaNoch keine Bewertungen
- StarbucksDokument4 SeitenStarbucksNeeraj AhirwarNoch keine Bewertungen
- Healthy StartDokument3 SeitenHealthy Startandrada_danilescuNoch keine Bewertungen
- Lyocell: Lyocell Is A Regenerated Cellulose Fiber Made From Dissolving PulpDokument3 SeitenLyocell: Lyocell Is A Regenerated Cellulose Fiber Made From Dissolving PulpMiraz HossainNoch keine Bewertungen
- Advertising Sales Promotional Strategies in Rural MarketDokument20 SeitenAdvertising Sales Promotional Strategies in Rural MarketprashanttodiNoch keine Bewertungen
- 13 - Dry Suit Diver SpecialtyDokument4 Seiten13 - Dry Suit Diver SpecialtySerbanNoch keine Bewertungen
- Schwebd R0307 enDokument3 SeitenSchwebd R0307 enrezgsfsfgNoch keine Bewertungen
- The Determination of Ascorbic AcidDokument5 SeitenThe Determination of Ascorbic AcidCarina JLNoch keine Bewertungen
- Zipper Testing MethodsDokument5 SeitenZipper Testing MethodsNikita JainNoch keine Bewertungen
- Green Suit Color Combinations With Shirt and TieDokument16 SeitenGreen Suit Color Combinations With Shirt and TieStanleyNoch keine Bewertungen
- MQ 1 Receivables and InventoryDokument4 SeitenMQ 1 Receivables and Inventorymarygraceomac100% (2)
- Tata TescoDokument9 SeitenTata TescoAbhishek Karekar100% (1)
- Fantasy Hero Equipment ListingDokument13 SeitenFantasy Hero Equipment ListingCharles MountNoch keine Bewertungen
- Coffee Distribution Business PlanDokument30 SeitenCoffee Distribution Business PlanShivani Jain67% (3)
- Warehousing and Transportation: Warehouse and Transportation Analysis of Nestle Milk PakDokument20 SeitenWarehousing and Transportation: Warehouse and Transportation Analysis of Nestle Milk PakShahrukh Ghulam NabiNoch keine Bewertungen
- Presentation Marketing ChannalDokument10 SeitenPresentation Marketing ChannalSohaib SidhuNoch keine Bewertungen
- Hungry Jacks VouchersDokument1 SeiteHungry Jacks VouchersRoozbeh PNoch keine Bewertungen
- Automatic Espresso Machine: Te-903 User ManualDokument28 SeitenAutomatic Espresso Machine: Te-903 User Manualdarwin angaritaNoch keine Bewertungen
- Marketing LogisticsDokument211 SeitenMarketing Logisticsv123t456100% (1)
- Service MarketingDokument36 SeitenService MarketingDhara SharmaNoch keine Bewertungen
- Li FungDokument8 SeitenLi FungSai VasudevanNoch keine Bewertungen
- Prof. Dr. Islam El Nakib: Submitted ToDokument2 SeitenProf. Dr. Islam El Nakib: Submitted ToAhmed abd.elbasetNoch keine Bewertungen
- Channel Management: MKT508: Sales & Distribution ManagementDokument49 SeitenChannel Management: MKT508: Sales & Distribution ManagementShubhNoch keine Bewertungen