Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Updates to the 2015 Structural Code of the Philippines for Earthworks and FoundationsDokument27 SeitenUpdates to the 2015 Structural Code of the Philippines for Earthworks and FoundationsCarlo Joseph100% (2)
- Updates to the 2015 Structural Code of the Philippines for Earthworks and FoundationsDokument27 SeitenUpdates to the 2015 Structural Code of the Philippines for Earthworks and FoundationsCarlo Joseph100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Pp08 - Asep - NSCP 2015 Update On Ch5 Structural Steel Part 1 AsdDokument31 SeitenPp08 - Asep - NSCP 2015 Update On Ch5 Structural Steel Part 1 AsdCarlo Joseph93% (15)
- NSCP 2015 Chapter 6 Updates Wood Design ValuesDokument75 SeitenNSCP 2015 Chapter 6 Updates Wood Design ValuesRay Ramilo67% (9)
- NSCP 2015 Chapter 6 Updates Wood Design ValuesDokument75 SeitenNSCP 2015 Chapter 6 Updates Wood Design ValuesRay Ramilo67% (9)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Advances in Medical Linear Accelerator TechnologyDokument22 SeitenAdvances in Medical Linear Accelerator TechnologyNawel MorjanNoch keine Bewertungen
- PP03 - Asep - NSCP 2015 Update On CH2 Minimum Design Loads PDFDokument71 SeitenPP03 - Asep - NSCP 2015 Update On CH2 Minimum Design Loads PDFCarlo Joseph92% (26)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Periodic Structural Inspection of Existing BuildingDokument14 SeitenPeriodic Structural Inspection of Existing BuildingSarah SullivanNoch keine Bewertungen
- Sta. Lucia High School Science TestDokument3 SeitenSta. Lucia High School Science TestEileen Joy Noceda86% (69)
- Pp01 - Asep - NSCP 2015 Background of The NSCP UpdatesDokument35 SeitenPp01 - Asep - NSCP 2015 Background of The NSCP UpdatesRay Ramilo100% (1)
- Pp01 - Asep - NSCP 2015 Background of The NSCP UpdatesDokument35 SeitenPp01 - Asep - NSCP 2015 Background of The NSCP UpdatesRay Ramilo100% (1)
- Carbon CompositesDokument30 SeitenCarbon CompositesVIbhav GuptaNoch keine Bewertungen
- Seismic Isolation Systems With Lead Rubber Bearings (LRB)Dokument9 SeitenSeismic Isolation Systems With Lead Rubber Bearings (LRB)evil_jotNoch keine Bewertungen
- NBC FORM NO. B-19 CERTIFICATE OF ANNUAL INSPECTIONDokument1 SeiteNBC FORM NO. B-19 CERTIFICATE OF ANNUAL INSPECTIONRay Ramilo100% (2)
- Strategic TechnologiesDokument556 SeitenStrategic TechnologiesMajmaah_Univ_PublicNoch keine Bewertungen
- Ground Vibrations from Impact Pile DrivingDokument39 SeitenGround Vibrations from Impact Pile DrivingRay Ramilo100% (1)
- Centrifugal Pump TheoryDokument5 SeitenCentrifugal Pump TheoryFungsam LimNoch keine Bewertungen
- DPWH Bantay NG LansanganDokument136 SeitenDPWH Bantay NG LansanganGerardoNoch keine Bewertungen
- Tech Manual LRB PDFDokument16 SeitenTech Manual LRB PDFShrestha BipinNoch keine Bewertungen
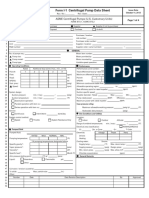
- Form I-1 Centrifugal Pump Data SheetDokument4 SeitenForm I-1 Centrifugal Pump Data SheetJohnNoch keine Bewertungen
- Slip Form HandbookDokument301 SeitenSlip Form HandbookAhmed Mostafa AL-Aboudy67% (3)
- Longair - Light and ColorDokument38 SeitenLongair - Light and Colormordsith90Noch keine Bewertungen
- Bartec Brochure 2018 enDokument4 SeitenBartec Brochure 2018 enHanuman BuildersNoch keine Bewertungen
- Topic - Connections - Typical Joints PDFDokument56 SeitenTopic - Connections - Typical Joints PDFKanako NozawaNoch keine Bewertungen
- Additional Rules and Regulation On Signs or Signboard StructuresDokument15 SeitenAdditional Rules and Regulation On Signs or Signboard StructuresD.F. de LiraNoch keine Bewertungen
- Steel DesignDokument2 SeitenSteel DesignRay RamiloNoch keine Bewertungen
- Hilti MI/MQ Technical Guide Rod Couplers and Hex Head BoltsDokument1 SeiteHilti MI/MQ Technical Guide Rod Couplers and Hex Head BoltsRay RamiloNoch keine Bewertungen
- Philippine building permit application formDokument3 SeitenPhilippine building permit application formRay RamiloNoch keine Bewertungen
- Approved CPD Programs For Civil Engineers - July 2018Dokument41 SeitenApproved CPD Programs For Civil Engineers - July 2018Ray RamiloNoch keine Bewertungen
- MBT Coupler BrochureDokument8 SeitenMBT Coupler BrochureRay RamiloNoch keine Bewertungen
- Solar Checklist CommercialDokument3 SeitenSolar Checklist CommercialRay RamiloNoch keine Bewertungen
- 13 B 2 NDokument7 Seiten13 B 2 NRay Ramilo100% (1)
- Asq2 Manual PDFDokument4 SeitenAsq2 Manual PDFRay RamiloNoch keine Bewertungen
- Rerh PV Guide PDFDokument17 SeitenRerh PV Guide PDFSunil SharmaNoch keine Bewertungen
- SEISMIC INSTRUMENTATION OF BUILDINGS UNDER NSCP 2010Dokument5 SeitenSEISMIC INSTRUMENTATION OF BUILDINGS UNDER NSCP 2010Ray RamiloNoch keine Bewertungen
- Asep3B Concrete BridgesDokument48 SeitenAsep3B Concrete BridgesRay RamiloNoch keine Bewertungen
- ASEP8A Green Building AssessmentDokument73 SeitenASEP8A Green Building AssessmentRay RamiloNoch keine Bewertungen
- 16AIC - BIM For Renovation & Retrofitting by Sonny Andalis Part3of3Dokument2 Seiten16AIC - BIM For Renovation & Retrofitting by Sonny Andalis Part3of3Ray RamiloNoch keine Bewertungen
- BOSCH Bio DecontaminationH2O2Dokument25 SeitenBOSCH Bio DecontaminationH2O2Davide GrioniNoch keine Bewertungen
- Corrosion Protection Properties and Interfacial Adhesion MechanismDokument20 SeitenCorrosion Protection Properties and Interfacial Adhesion MechanismMaría Flores ToledoNoch keine Bewertungen
- UHC Gen Chem 2 ManualDokument67 SeitenUHC Gen Chem 2 ManualShumeng YangNoch keine Bewertungen
- Trickling Filter Performance at Different TemperaturesDokument10 SeitenTrickling Filter Performance at Different Temperaturesanita pratiwiNoch keine Bewertungen
- PC1Dokument11 SeitenPC1Allen Low100% (1)
- Watson and Crick 1953 Molecular Structure of Nucleic AcidsDokument2 SeitenWatson and Crick 1953 Molecular Structure of Nucleic AcidsFabio KochanowskiNoch keine Bewertungen
- Aalborg Solutions: Keep Your Feedwater Steaming HotDokument2 SeitenAalborg Solutions: Keep Your Feedwater Steaming HotRavikumar GangadharanNoch keine Bewertungen
- General Chemistry 1 Activity Sheet Quarter 2-MELC 12 Week 6Dokument9 SeitenGeneral Chemistry 1 Activity Sheet Quarter 2-MELC 12 Week 6Joshua De La VegaNoch keine Bewertungen
- Semiconductor Failure Analysis TechniquesDokument16 SeitenSemiconductor Failure Analysis TechniquesGarethNoch keine Bewertungen
- Russell J. Donnelly - Fifty-Five Years of Taylor - Couette FlowDokument35 SeitenRussell J. Donnelly - Fifty-Five Years of Taylor - Couette FlowQMDhidnwNoch keine Bewertungen
- Fresher Course Chemistry Practice ProblemsDokument2 SeitenFresher Course Chemistry Practice ProblemsHarsh Agarwal0% (1)
- Derivation of Fluid Flow Equations Review of Basic StepsDokument9 SeitenDerivation of Fluid Flow Equations Review of Basic StepsAaron LisandrioNoch keine Bewertungen
- ManualDokument68 SeitenManualMohammadIsmailNoch keine Bewertungen
- Republic Act No 6969Dokument7 SeitenRepublic Act No 6969Alelie BatinoNoch keine Bewertungen
- What Is Calcium Oxalate PrecipitationDokument3 SeitenWhat Is Calcium Oxalate PrecipitationluismiguelmmercadoNoch keine Bewertungen
- Material QuizDokument22 SeitenMaterial QuizMr Nerd100% (3)
- Kinetic Theory of Popcorn LabDokument2 SeitenKinetic Theory of Popcorn LabAngelica Calamba CalicaNoch keine Bewertungen
- Sheet RubberDokument32 SeitenSheet RubberKishor NasitNoch keine Bewertungen
- Geo Sintetik by Dirgatz IndonesiaDokument6 SeitenGeo Sintetik by Dirgatz IndonesiabudivinolaNoch keine Bewertungen
- Genetic Control QuestionsDokument12 SeitenGenetic Control QuestionsFred H HalderNoch keine Bewertungen
- Caustic Potash SpecificationDokument1 SeiteCaustic Potash SpecificationJayakumar ANoch keine Bewertungen
- ProblemsDokument2 SeitenProblemsJoisy Sarco CondoriNoch keine Bewertungen