Das könnte Ihnen auch gefallen
- Tolerance Analysis ExampleDokument10 SeitenTolerance Analysis ExampleDearRed FrankNoch keine Bewertungen
- LEGO 21028 New York MapDokument116 SeitenLEGO 21028 New York MapDearRed FrankNoch keine Bewertungen
- Paint ProcessDokument65 SeitenPaint ProcessDearRed FrankNoch keine Bewertungen
- ISOPLOT Excel Spreadshett MacroDokument8 SeitenISOPLOT Excel Spreadshett MacroDearRed FrankNoch keine Bewertungen
- 6 SIGMA-Questions and Answers PDFDokument37 Seiten6 SIGMA-Questions and Answers PDFDearRed FrankNoch keine Bewertungen
- Lean Six SigmaDokument1 SeiteLean Six SigmaDearRed FrankNoch keine Bewertungen
- The LEAN OFFICEDokument11 SeitenThe LEAN OFFICEDearRed FrankNoch keine Bewertungen
- Introduccion A La EstadisticaDokument195 SeitenIntroduccion A La EstadisticaDearRed FrankNoch keine Bewertungen
- CMD Best Practices - 2016Dokument45 SeitenCMD Best Practices - 2016DearRed FrankNoch keine Bewertungen
- GD&T ReferenceDokument2 SeitenGD&T ReferenceJosh ByronNoch keine Bewertungen
- NMC Lean Office ExercisesDokument36 SeitenNMC Lean Office ExercisesDearRed FrankNoch keine Bewertungen
- VSM and Data CollectionDokument6 SeitenVSM and Data CollectionDearRed FrankNoch keine Bewertungen
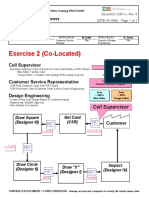
- Operating Procedure Exercise 2Dokument1 SeiteOperating Procedure Exercise 2DearRed FrankNoch keine Bewertungen
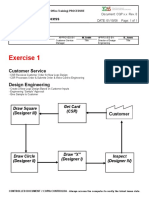
- Exercise 1: Customer Service Design EngineeringDokument1 SeiteExercise 1: Customer Service Design EngineeringDearRed FrankNoch keine Bewertungen
- VSM and Data CollectionDokument6 SeitenVSM and Data CollectionDearRed FrankNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Cargo ManagementDokument45 SeitenCargo ManagementShubham Chaurasia75% (8)
- Assignment 1Dokument3 SeitenAssignment 1farhang_tNoch keine Bewertungen
- Fighting Techniques of The Early Modern World AD 1500-AD 1763 - Equipment Combat Skills Amp Amp TacticsDokument258 SeitenFighting Techniques of The Early Modern World AD 1500-AD 1763 - Equipment Combat Skills Amp Amp Tacticslupoeva100% (3)
- 外贸专业术语Dokument13 Seiten外贸专业术语邱建华Noch keine Bewertungen
- MTH100Dokument3 SeitenMTH100Syed Abdul Mussaver ShahNoch keine Bewertungen
- SP Essay 1Dokument14 SeitenSP Essay 1api-511870420Noch keine Bewertungen
- User'S Guide: Tm4C Series Tm4C129E Crypto Connected Launchpad Evaluation KitDokument36 SeitenUser'S Guide: Tm4C Series Tm4C129E Crypto Connected Launchpad Evaluation KitLương Văn HưởngNoch keine Bewertungen
- Industrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsDokument5 SeitenIndustrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsMuhammad HaziqNoch keine Bewertungen
- NCP Orif Right Femur Post OpDokument2 SeitenNCP Orif Right Femur Post OpCen Janber CabrillosNoch keine Bewertungen
- Stalthon Rib and InfillDokument2 SeitenStalthon Rib and InfillAndrea GibsonNoch keine Bewertungen
- Esteem 1999 2000 1.3L 1.6LDokument45 SeitenEsteem 1999 2000 1.3L 1.6LArnold Hernández CarvajalNoch keine Bewertungen
- Inverse of One-To-One FunctionDokument4 SeitenInverse of One-To-One FunctionKathFaye EdaNoch keine Bewertungen
- Nasopharyngeal Angiofibroma - PPTX Essam SrourDokument10 SeitenNasopharyngeal Angiofibroma - PPTX Essam SrourSimina ÎntunericNoch keine Bewertungen
- GP1 Q1 Week-1Dokument18 SeitenGP1 Q1 Week-1kickyknacksNoch keine Bewertungen
- Module-4 (PDFDrive)Dokument67 SeitenModule-4 (PDFDrive)Divya priya KNoch keine Bewertungen
- Dawn of Solar PV CookingDokument5 SeitenDawn of Solar PV CookingAbhinav AgrawalNoch keine Bewertungen
- LET General Math ReviewerDokument7 SeitenLET General Math ReviewerMarco Rhonel Eusebio100% (1)
- From Input To Affordance: Social-Interactive Learning From An Ecological Perspective Leo Van Lier Monterey Institute Oflntemational StudiesDokument15 SeitenFrom Input To Affordance: Social-Interactive Learning From An Ecological Perspective Leo Van Lier Monterey Institute Oflntemational StudiesKayra MoslemNoch keine Bewertungen
- Release From Destructive Covenants - D. K. OlukoyaDokument178 SeitenRelease From Destructive Covenants - D. K. OlukoyaJemima Manzo100% (1)
- Material Specification - 077154C-000-JSS-1700-009 - DDokument13 SeitenMaterial Specification - 077154C-000-JSS-1700-009 - DStructures ProductionNoch keine Bewertungen
- Cross Talk Details and RoutingDokument29 SeitenCross Talk Details and RoutingRohith RajNoch keine Bewertungen
- Nissan Copper LTDDokument11 SeitenNissan Copper LTDankit_shahNoch keine Bewertungen
- Someone Who Believes in YouDokument1 SeiteSomeone Who Believes in YouMANOLO C. LUCENECIONoch keine Bewertungen
- Shree New Price List 2016-17Dokument13 SeitenShree New Price List 2016-17ontimeNoch keine Bewertungen
- TreesDokument69 SeitenTreesADITYA GEHLAWATNoch keine Bewertungen
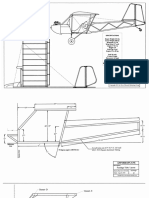
- Plans PDFDokument49 SeitenPlans PDFEstevam Gomes de Azevedo85% (34)
- World's Standard Model G6A!: Low Signal RelayDokument9 SeitenWorld's Standard Model G6A!: Low Signal RelayEgiNoch keine Bewertungen
- Lecture Planner - Inorganic Chemistry (Legend) - Yakeen NEET 2.0 2024Dokument1 SeiteLecture Planner - Inorganic Chemistry (Legend) - Yakeen NEET 2.0 2024Dipendra KumarNoch keine Bewertungen
- PIX4D Simply PowerfulDokument43 SeitenPIX4D Simply PowerfulJUAN BAQUERONoch keine Bewertungen
- Ali Erdemir: Professional ExperienceDokument3 SeitenAli Erdemir: Professional ExperienceDunkMeNoch keine Bewertungen