Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- 93c3 Document 3Dokument14 Seiten93c3 Document 3NONON NICOLASNoch keine Bewertungen
- Tamil Books and Authors PDFDokument8 SeitenTamil Books and Authors PDFsivaram88871% (14)
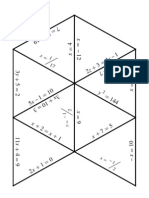
- Algebra1 Review PuzzleDokument3 SeitenAlgebra1 Review PuzzleNicholas Yates100% (1)
- 4.abrasive Belt GrinderDokument63 Seiten4.abrasive Belt GrinderIyappan Alagappan67% (15)
- Fuses f150Dokument7 SeitenFuses f150ORLANDONoch keine Bewertungen
- Cpdmm012 - Multi Agri CutterDokument50 SeitenCpdmm012 - Multi Agri CutterIyappan Alagappan0% (1)
- Cpdmm012 - Multi Agri CutterDokument50 SeitenCpdmm012 - Multi Agri CutterIyappan Alagappan0% (1)
- Spying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)Dokument230 SeitenSpying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)MohammadNoch keine Bewertungen
- Framework For A Digital Twin in Manufacturing Scope and RequirementsDokument3 SeitenFramework For A Digital Twin in Manufacturing Scope and RequirementsJoão Vitor100% (1)
- Design of Cutting Die, Bending Die & Drawing Die-Practical-1Dokument15 SeitenDesign of Cutting Die, Bending Die & Drawing Die-Practical-1Iyappan AlagappanNoch keine Bewertungen
- Blockchain Disruption in The Forex Trading MarketDokument64 SeitenBlockchain Disruption in The Forex Trading MarketVijayKhareNoch keine Bewertungen
- Module 6 - Using and Evaluating Instructional MaterialsDokument5 SeitenModule 6 - Using and Evaluating Instructional MaterialsMaria Victoria Padro100% (4)
- QP TemplateDokument28 SeitenQP TemplateIyappan AlagappanNoch keine Bewertungen
- Solid Mechanics Balancing Tutorial - Balancing of Rotating BodiesDokument0 SeitenSolid Mechanics Balancing Tutorial - Balancing of Rotating BodiesIman SatriaNoch keine Bewertungen
- Ansys LAB MANUAL-part1Dokument20 SeitenAnsys LAB MANUAL-part1Iyappan AlagappanNoch keine Bewertungen
- NANO TECHNOLOGY FinalDokument29 SeitenNANO TECHNOLOGY FinalIyappan AlagappanNoch keine Bewertungen
- QP TemplateDokument2 SeitenQP TemplateIyappan AlagappanNoch keine Bewertungen
- Microsoft PowerPoint - LECTURE5 PDFDokument19 SeitenMicrosoft PowerPoint - LECTURE5 PDFIyappan AlagappanNoch keine Bewertungen
- M 2Dokument11 SeitenM 2Iyappan AlagappanNoch keine Bewertungen
- Model PPT-2Dokument12 SeitenModel PPT-2Iyappan AlagappanNoch keine Bewertungen
- Recent Trends in Automobile Engineering: by Sukhvinder BhatiaDokument28 SeitenRecent Trends in Automobile Engineering: by Sukhvinder BhatiaIyappan AlagappanNoch keine Bewertungen
- m-2 Unit-2Dokument22 Seitenm-2 Unit-2Iyappan AlagappanNoch keine Bewertungen
- Bme059unit 3Dokument14 SeitenBme059unit 3Mir Mustafa AliNoch keine Bewertungen
- Recieiver Block DiagramDokument3 SeitenRecieiver Block DiagramIyappanNoch keine Bewertungen
- Sheet FormingDokument18 SeitenSheet FormingBachar FouadNoch keine Bewertungen
- 195 Top Engineering Materials - Mechanical Engineering Multiple Choice Questions and AnswersDokument34 Seiten195 Top Engineering Materials - Mechanical Engineering Multiple Choice Questions and AnswersAnand AshkNoch keine Bewertungen
- ME 2201 MT 1 Short AnswersDokument40 SeitenME 2201 MT 1 Short AnswersgurunathramNoch keine Bewertungen
- Sheet FormingDokument18 SeitenSheet FormingBachar FouadNoch keine Bewertungen
- 17 - Design of RF Based SpeedDokument4 Seiten17 - Design of RF Based SpeedChittaranjan BaralNoch keine Bewertungen
- CPDMP018 - Penumatic Drilling MachineDokument49 SeitenCPDMP018 - Penumatic Drilling MachineIyappan AlagappanNoch keine Bewertungen
- Design Data BookDokument3 SeitenDesign Data BookIyappan AlagappanNoch keine Bewertungen
- Microsoft PowerPoint - LECTURE5 PDFDokument19 SeitenMicrosoft PowerPoint - LECTURE5 PDFIyappan AlagappanNoch keine Bewertungen
- Al - 2024 - Ieee 2Dokument11 SeitenAl - 2024 - Ieee 2Iyappan AlagappanNoch keine Bewertungen
- Mechanical Measurements and Measuring Devices 6-25-08Dokument58 SeitenMechanical Measurements and Measuring Devices 6-25-08Oliver RubioNoch keine Bewertungen
- Automatic Override of Speed and Brake Control and ABS System-213Dokument5 SeitenAutomatic Override of Speed and Brake Control and ABS System-213Iyappan AlagappanNoch keine Bewertungen
- Automatic Bouring Mechnaism For BoundryDokument3 SeitenAutomatic Bouring Mechnaism For BoundryIyappan AlagappanNoch keine Bewertungen
- Communicative English Lab Manual 1643268175Dokument24 SeitenCommunicative English Lab Manual 1643268175Dimple BhatiNoch keine Bewertungen
- IMG - 0009 Thermodynamic Lecture MRCDokument1 SeiteIMG - 0009 Thermodynamic Lecture MRCBugoy2023Noch keine Bewertungen
- Is There Any Way To Download The Whole Package of Asphalt 8 Airborne So That I Can Install It On Any Android Device Without An Internet Connection - QuoraDokument4 SeitenIs There Any Way To Download The Whole Package of Asphalt 8 Airborne So That I Can Install It On Any Android Device Without An Internet Connection - QuoraMounir2105Noch keine Bewertungen
- Solution PDFDokument20 SeitenSolution PDFVard FarrellNoch keine Bewertungen
- Si2304 (Mosfet Sot 23)Dokument6 SeitenSi2304 (Mosfet Sot 23)Alfredo Valencia RodriguezNoch keine Bewertungen
- St. Louis College of Bulanao: Title/Topic Technical English I Introduction To Police Report WritingDokument41 SeitenSt. Louis College of Bulanao: Title/Topic Technical English I Introduction To Police Report WritingNovelyn LumboyNoch keine Bewertungen
- Viva 15jun2008Dokument347 SeitenViva 15jun2008garth.whitakerNoch keine Bewertungen
- TCS3400 DS000411 4-00Dokument34 SeitenTCS3400 DS000411 4-00Miguel_Angel92Noch keine Bewertungen
- 141-203 Solar 660 60 - 40 - 30 - 225 Amp Fleet Battery ChargerDokument10 Seiten141-203 Solar 660 60 - 40 - 30 - 225 Amp Fleet Battery Chargerjose alberto alvarezNoch keine Bewertungen
- Hilfswerk Wien-Salzburg - 11. Meio 2018Dokument9 SeitenHilfswerk Wien-Salzburg - 11. Meio 2018FreieEnergieNoch keine Bewertungen
- Sheet Metal Cutting Using Geneva MechanismDokument27 SeitenSheet Metal Cutting Using Geneva MechanismsingamNoch keine Bewertungen
- Evolution of Media INDUSTRIAL ERADokument16 SeitenEvolution of Media INDUSTRIAL ERAAlec Ruht MasulaNoch keine Bewertungen
- IPE SakibBhaiMagicChothaDokument55 SeitenIPE SakibBhaiMagicChothaTousif SadmanNoch keine Bewertungen
- How The Audiences Feel Closer and Connected To Their Culture With StorytellingDokument7 SeitenHow The Audiences Feel Closer and Connected To Their Culture With Storytellingmarcelo quezadaNoch keine Bewertungen
- ICorr CED CT01 InspectionAndTestingOfCoatings Issue1-2Dokument13 SeitenICorr CED CT01 InspectionAndTestingOfCoatings Issue1-2AlineMeirelesNoch keine Bewertungen
- Relations Between Lean Management and Organizational StructuresDokument12 SeitenRelations Between Lean Management and Organizational StructuresRENE JAVIER PACHECO SALASNoch keine Bewertungen
- Motorola Talkabout T82 PDFDokument184 SeitenMotorola Talkabout T82 PDFAlex TamayoNoch keine Bewertungen
- BFISDokument1 SeiteBFISEverestNoch keine Bewertungen
- Sem06 Gca InsoDokument2 SeitenSem06 Gca InsoBogdan PistolNoch keine Bewertungen
- Ficha Tecnica Reflector 2000W Led Lluminacion de Campos de Futbol Estadios Goled Philips Osram Opalux LedDokument5 SeitenFicha Tecnica Reflector 2000W Led Lluminacion de Campos de Futbol Estadios Goled Philips Osram Opalux Ledluis perdigonNoch keine Bewertungen
- Python - Data EngineeringDokument34 SeitenPython - Data EngineeringChetan PatilNoch keine Bewertungen
- SFN ProfileDokument4 SeitenSFN Profiledinesh panchalNoch keine Bewertungen