Das könnte Ihnen auch gefallen
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Dokument2 Seiten(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- REGISTRO DE CALIFICACION DEL PROCEDIMIENTO (PQRDokument2 SeitenREGISTRO DE CALIFICACION DEL PROCEDIMIENTO (PQRAnonymous Xa5rkMZm9ZNoch keine Bewertungen
- AMRITA ENGINEERING WORKS PQRDokument3 SeitenAMRITA ENGINEERING WORKS PQRBalkishan DyavanapellyNoch keine Bewertungen
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Dokument8 SeitenQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanNoch keine Bewertungen
- PT Kuwera Karya Me: PanduDokument2 SeitenPT Kuwera Karya Me: PanduGalang Pratama PutraNoch keine Bewertungen
- Welding Procedure Qualification Record: Shipyard LogoDokument4 SeitenWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- PQR 01 PDFDokument2 SeitenPQR 01 PDFVijay BhaleraoNoch keine Bewertungen
- PQRDokument3 SeitenPQRnazirulhakimNoch keine Bewertungen
- Sample of Procedure Qualification Record (PQR) : Joint DetailsDokument4 SeitenSample of Procedure Qualification Record (PQR) : Joint Detailshancur_27Noch keine Bewertungen
- Ilcs-Smaw-D1.3-Deck (G) WPSDokument3 SeitenIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Welding Procedure SpecificationDokument3 SeitenWelding Procedure SpecificationAhmed saber100% (2)
- SMAW DuniDokument4 SeitenSMAW DuniMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- WPQ WeldCanada PDFDokument1 SeiteWPQ WeldCanada PDFAhmad DanielNoch keine Bewertungen
- Weldspec ASME PQRDokument2 SeitenWeldspec ASME PQRSunil KumarNoch keine Bewertungen
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokument1 SeiteQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Noch keine Bewertungen
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Dokument12 SeitenPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNoch keine Bewertungen
- Contact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Dokument4 SeitenContact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Maulik PatelNoch keine Bewertungen
- Stainless steel welding procedure qualification recordDokument1 SeiteStainless steel welding procedure qualification recordchandraNoch keine Bewertungen
- WPS for Welding SA-335 P11 to SA-234 WP11Dokument3 SeitenWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitNoch keine Bewertungen
- WPS Format For ASME IX - PQR-AllDokument3 SeitenWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- Welding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Dokument1 SeiteWelding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Mohammad Mehdi Jafari100% (2)
- Welding Procedure Specification (WPS) : N.A N.ADokument1 SeiteWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiNoch keine Bewertungen
- WOPQ Form English1Dokument2 SeitenWOPQ Form English1oaperuchenaNoch keine Bewertungen
- WPS Format For AWS D1.1 - WPS - SMAWDokument1 SeiteWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNoch keine Bewertungen
- WPQ Sample PrintoutDokument1 SeiteWPQ Sample PrintoutKannan VelNoch keine Bewertungen
- Wps & PQR and Weld Map and Test PlanDokument67 SeitenWps & PQR and Weld Map and Test PlanmarghoobNoch keine Bewertungen
- WPS PQR PDFDokument23 SeitenWPS PQR PDFtomj9104Noch keine Bewertungen
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Dokument4 SeitenIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNoch keine Bewertungen
- Gtaw 106Dokument2 SeitenGtaw 106ganeshkumarg_1Noch keine Bewertungen
- WPQ-1083 3G PDFDokument2 SeitenWPQ-1083 3G PDFduendex360100% (1)
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Dokument14 SeitenList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSNoch keine Bewertungen
- WPS MS 01C Rev. 0Dokument1 SeiteWPS MS 01C Rev. 0alinor_tnNoch keine Bewertungen
- ASME 9 Calculator Approval RangesDokument2 SeitenASME 9 Calculator Approval RangesEmel Besir100% (1)
- 004 Gtaw P5aDokument16 Seiten004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- 6GR RequirementsDokument1 Seite6GR Requirementswalitedison100% (1)
- PQR & WPQ Standard Testing Parameter WorksheetDokument4 SeitenPQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyNoch keine Bewertungen
- Joints (Qw-402) DetailsDokument3 SeitenJoints (Qw-402) DetailsNaqqash SajidNoch keine Bewertungen
- 1035 03Dokument2 Seiten1035 03Anuj ShahiNoch keine Bewertungen
- WPS Resrvoire Sous Pression Smaw SawDokument6 SeitenWPS Resrvoire Sous Pression Smaw SawDanem HalasNoch keine Bewertungen
- PQR Form (Welding)Dokument2 SeitenPQR Form (Welding)jasmineammaNoch keine Bewertungen
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDokument5 SeitenWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNoch keine Bewertungen
- A 36 WPSDokument2 SeitenA 36 WPSNaqqash Sajid100% (1)
- Welding Procedure Specification For GTAW & GMAWDokument4 SeitenWelding Procedure Specification For GTAW & GMAWanh thoNoch keine Bewertungen
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDokument1 Seite193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Welder Operators Qualification TestDokument2 SeitenWelder Operators Qualification Testlokifarad100% (1)
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDokument2 SeitenBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNoch keine Bewertungen
- WQT Record for Welder QualificationDokument1 SeiteWQT Record for Welder Qualificationdandiar1100% (1)
- WELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928Dokument2 SeitenWELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928duyanhNoch keine Bewertungen
- PQR - 152Dokument3 SeitenPQR - 152MAT-LIONNoch keine Bewertungen
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDokument1 SeiteWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- PQRDokument2 SeitenPQRalokbdasNoch keine Bewertungen
- QW-484A (WPQ) GTAW 4MM FilletDokument2 SeitenQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDokument1 SeiteWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNoch keine Bewertungen
- PQR TipsDokument4 SeitenPQR TipsWaqas WaqasNoch keine Bewertungen
- Utoc Preliminary Wps Shell Project 270807 PDFDokument55 SeitenUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Qw-483 Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)Dokument3 SeitenQw-483 Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)Zam Zam NoorNoch keine Bewertungen
- Wps PQR Welder Qualification Certification ConsultancyDokument2 SeitenWps PQR Welder Qualification Certification ConsultancyEmam SayedNoch keine Bewertungen
- Fillet Inspection SheetDokument2 SeitenFillet Inspection SheetShankey JAlanNoch keine Bewertungen
- Toshiba Brazing Procedure SpecificationDokument3 SeitenToshiba Brazing Procedure Specificationsheikmoin100% (1)
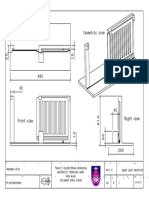
- Smart Gate ComponentDokument1 SeiteSmart Gate ComponentafqzfieNoch keine Bewertungen
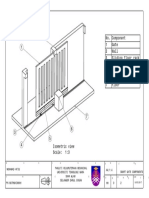
- Assembly PDFDokument1 SeiteAssembly PDFafqzfieNoch keine Bewertungen
- List The Main Activities of The Project. Indicate The Length of Time Needed For Each Activity.Dokument1 SeiteList The Main Activities of The Project. Indicate The Length of Time Needed For Each Activity.afqzfieNoch keine Bewertungen
- List The Main Activities of The Project. Indicate The Length of Time Needed For Each Activity.Dokument1 SeiteList The Main Activities of The Project. Indicate The Length of Time Needed For Each Activity.afqzfieNoch keine Bewertungen
- Eduinnovationmahathir PDFDokument1 SeiteEduinnovationmahathir PDFMahathir FansuriNoch keine Bewertungen
- The Subtle Art of Not Giving A FuckDokument10 SeitenThe Subtle Art of Not Giving A FuckPili Pardo30% (10)
- Science of Cooking Every Question Answered To Perfect Your Cooking PDFDokument1 SeiteScience of Cooking Every Question Answered To Perfect Your Cooking PDFafqzfieNoch keine Bewertungen
- Owser - Fileprovider - External - Files - Download - The Science of Cooking Every Question Answered To Perfect Your Cooking PDFDokument1 SeiteOwser - Fileprovider - External - Files - Download - The Science of Cooking Every Question Answered To Perfect Your Cooking PDFafqzfieNoch keine Bewertungen
- Owser - Fileprovider - External - Files - Download - The Science of Cooking Every Question Answered To Perfect Your Cooking PDFDokument1 SeiteOwser - Fileprovider - External - Files - Download - The Science of Cooking Every Question Answered To Perfect Your Cooking PDFafqzfieNoch keine Bewertungen
- Figure 1: Block Diagram of Gain Scheduling Adaptive Control Using DC ServomotorDokument5 SeitenFigure 1: Block Diagram of Gain Scheduling Adaptive Control Using DC ServomotorafqzfieNoch keine Bewertungen
- Pretreatment & Chemical Application SystemsDokument8 SeitenPretreatment & Chemical Application SystemsBugs MartínezNoch keine Bewertungen
- Woodworking For Beginners Step-By-Step Gu - Tom FosterDokument105 SeitenWoodworking For Beginners Step-By-Step Gu - Tom FosterLalu budi SetiawanNoch keine Bewertungen
- Reverse Osmosis ExplainedDokument16 SeitenReverse Osmosis Explainedmochamad iwanNoch keine Bewertungen
- Particle - MDHMR - MDF Board: ToughDokument16 SeitenParticle - MDHMR - MDF Board: ToughDeepu VijayanNoch keine Bewertungen
- TL 256 en 2022Dokument8 SeitenTL 256 en 2022Michal BílekNoch keine Bewertungen
- Berger: Product SpecificationsDokument2 SeitenBerger: Product SpecificationsAabhas UpadhyayaNoch keine Bewertungen
- Gas WeldingDokument14 SeitenGas Weldingmirqmik2Noch keine Bewertungen
- WB4303EDokument1 SeiteWB4303EcwiksjNoch keine Bewertungen
- Alegere Scule - Catalog SandvikDokument31 SeitenAlegere Scule - Catalog Sandvikb_c_p6Noch keine Bewertungen
- ESTIMATION OF PROPOSED RESIDENTIAL BUILDINGDokument8 SeitenESTIMATION OF PROPOSED RESIDENTIAL BUILDINGpujar constructionsNoch keine Bewertungen
- Surface Cleaning Brush Maintenance ToolDokument1 SeiteSurface Cleaning Brush Maintenance Toolkamal_khan85Noch keine Bewertungen
- EI0401 Bil1Dokument28 SeitenEI0401 Bil1GOPINATH KRISHNAN NAIRNoch keine Bewertungen
- 7-12-0028 Rev. 6Dokument1 Seite7-12-0028 Rev. 6chandu chandrababuNoch keine Bewertungen
- Clean crude oil storage tanksDokument2 SeitenClean crude oil storage tanksOgochukwu100% (1)
- Mini DOJO ConceptDokument24 SeitenMini DOJO ConceptMukesh Sharma Akshu100% (3)
- Tds-Novasil S-56Dokument3 SeitenTds-Novasil S-56Saul SolisNoch keine Bewertungen
- Laying Bitumen Mastic MethodDokument3 SeitenLaying Bitumen Mastic Methodvenkateswara rao PothinaNoch keine Bewertungen
- Böhler Fox EV 65 electrode for high-strength steelsDokument1 SeiteBöhler Fox EV 65 electrode for high-strength steelsMohamed AdelNoch keine Bewertungen
- Nanjing Tianshi New Material Technologies Co., LtdDokument1 SeiteNanjing Tianshi New Material Technologies Co., LtdYan TengNoch keine Bewertungen
- Make Pinion Cutters Using LatheDokument19 SeitenMake Pinion Cutters Using LatheBruno Delsupexhe100% (1)
- API and ASME steel pipes specificationsDokument2 SeitenAPI and ASME steel pipes specificationsRiad.belNoch keine Bewertungen
- Etds 6900 20x - v21Dokument2 SeitenEtds 6900 20x - v21Nirupam KediaNoch keine Bewertungen
- Hydrazines 113Dokument6 SeitenHydrazines 113Shumani PharamelaNoch keine Bewertungen
- Elastomers and Quartzite Rock TypesDokument25 SeitenElastomers and Quartzite Rock TypesMuhammad YounisNoch keine Bewertungen
- Corrosion Resistance Water Immersion TestDokument4 SeitenCorrosion Resistance Water Immersion Testerik0007Noch keine Bewertungen
- Slide 13 Bending and FormingDokument68 SeitenSlide 13 Bending and Formingjohn doeNoch keine Bewertungen
- ERBA Katalog - 2010 - EnglischDokument120 SeitenERBA Katalog - 2010 - EnglischCotoranu CiprianNoch keine Bewertungen
- Unit-10 Time and Cost AnalysisDokument29 SeitenUnit-10 Time and Cost AnalysisFaizanNoch keine Bewertungen
- Hes B008-03 Hexagon NutsDokument5 SeitenHes B008-03 Hexagon NutsPreetam KumarNoch keine Bewertungen
- MT Form Asme PDFDokument1 SeiteMT Form Asme PDFTrung Tinh HoNoch keine Bewertungen