Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shti216 1110Dokument1 SeiteShti216 1110Helien Parra RiverosNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 5320 AssignmentDokument6 Seiten5320 AssignmentCharlotte Ellen0% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
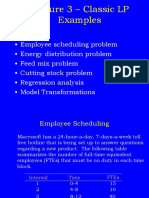
- Lecture 3 - Classic LP ExamplesDokument35 SeitenLecture 3 - Classic LP ExamplesHelien Parra RiverosNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- A Generic Discrete-Event Simulation Model For HospitalDokument23 SeitenA Generic Discrete-Event Simulation Model For HospitalHelien Parra RiverosNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Ontology-Driven Health InformationDokument5 SeitenOntology-Driven Health InformationHelien Parra RiverosNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Knowledge Management For Medical Computational Problem Solving: An Ontological ApproachDokument8 SeitenKnowledge Management For Medical Computational Problem Solving: An Ontological ApproachHelien Parra RiverosNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Collective Intelligence System EngineeringDokument7 SeitenCollective Intelligence System EngineeringHelien Parra RiverosNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Kendall Original PaperDokument17 SeitenKendall Original PaperHelien Parra RiverosNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Reliability and Safety Engineer CH1Dokument12 SeitenReliability and Safety Engineer CH1Helien Parra RiverosNoch keine Bewertungen
- Ap U1 2007Dokument30 SeitenAp U1 2007gjulian7Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Culture Transformation For TPMDokument8 SeitenCulture Transformation For TPMHelien Parra RiverosNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Complex Adaptive PDFDokument45 SeitenComplex Adaptive PDFHelien Parra RiverosNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Applying Complexity Science To HealthcareDokument6 SeitenApplying Complexity Science To HealthcareHelien Parra RiverosNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Little Original Paper PDFDokument14 SeitenLittle Original Paper PDFHelien Parra RiverosNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Plant Best PracticesDokument56 SeitenPlant Best PracticesHelien Parra RiverosNoch keine Bewertungen
- Application of CREAM Human Reliability Model To Cargo Loading Process of LPG Tankers 2015 Journal of Loss Prevention in The Process IndustriesDokument10 SeitenApplication of CREAM Human Reliability Model To Cargo Loading Process of LPG Tankers 2015 Journal of Loss Prevention in The Process IndustriesHelien Parra RiverosNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Integrating Human Factors Into Process Hazard Analysis 2007 Reliability Engineering System SafetyDokument10 SeitenIntegrating Human Factors Into Process Hazard Analysis 2007 Reliability Engineering System SafetyHelien Parra Riveros100% (1)
- System Safety Handbook Nasa 0 PDFDokument111 SeitenSystem Safety Handbook Nasa 0 PDFHelien Parra RiverosNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Epa WhitepaperDokument275 SeitenEpa WhitepaperHelien Parra RiverosNoch keine Bewertungen
- Growing Sustainable Consumption Communities: The Case of Local Organic Food NetworksDokument15 SeitenGrowing Sustainable Consumption Communities: The Case of Local Organic Food NetworksHelien Parra RiverosNoch keine Bewertungen
- Simio Installation NotesDokument4 SeitenSimio Installation NotesvsukrishnaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Complexification of EngineeringDokument8 SeitenThe Complexification of EngineeringHelien Parra RiverosNoch keine Bewertungen
- Eigenbehaviors PDFDokument10 SeitenEigenbehaviors PDFHelien Parra RiverosNoch keine Bewertungen
- 2980330C LabControlsHandbookDokument36 Seiten2980330C LabControlsHandbookRubiyati InayahNoch keine Bewertungen
- Monitoring Health-Care PDFDokument8 SeitenMonitoring Health-Care PDFHelien Parra RiverosNoch keine Bewertungen
- PDFDokument14 SeitenPDFHelien Parra RiverosNoch keine Bewertungen
- People V DueroDokument5 SeitenPeople V DueroJazem AnsamaNoch keine Bewertungen
- Autobiography & BiographyDokument28 SeitenAutobiography & Biographyam_jaluNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- English Grammar Book-Final - 2-5-21Dokument42 SeitenEnglish Grammar Book-Final - 2-5-21Manav GaurNoch keine Bewertungen
- Hernia Examination OSCE Guide PDFDokument8 SeitenHernia Examination OSCE Guide PDFParsaant SinghNoch keine Bewertungen
- President Uhuru Kenyatta's Speech During The Kenya@50 Celebrations at Uhuru Gardens, Nairobi On The Mid-Night of 12th December, 2013Dokument3 SeitenPresident Uhuru Kenyatta's Speech During The Kenya@50 Celebrations at Uhuru Gardens, Nairobi On The Mid-Night of 12th December, 2013State House KenyaNoch keine Bewertungen
- Chapter 3-PIC IO Port ProgrammingDokument36 SeitenChapter 3-PIC IO Port Programmingouterrace67% (3)
- Spouses Roque vs. AguadoDokument14 SeitenSpouses Roque vs. AguadoMary May AbellonNoch keine Bewertungen
- Jurnal Review Manajemen ResikoDokument31 SeitenJurnal Review Manajemen ResikoAdityaP.NugrahaNoch keine Bewertungen
- 11 Rabino v. Cruz 222 SCRA 493Dokument4 Seiten11 Rabino v. Cruz 222 SCRA 493Joshua Janine LugtuNoch keine Bewertungen
- Presumption - Person Possession A Falsified Document and Be Made Use of It, He Is The Material Author of The FalsificationDokument3 SeitenPresumption - Person Possession A Falsified Document and Be Made Use of It, He Is The Material Author of The FalsificationbeabineneNoch keine Bewertungen
- From Carpathian To PindusDokument482 SeitenFrom Carpathian To Pindussc0ril0100% (5)
- Web Applications Desktop IntegratorDokument5 SeitenWeb Applications Desktop IntegratorSatendra BhatiNoch keine Bewertungen
- G.R. No. 92735 Monarch V CA - DigestDokument2 SeitenG.R. No. 92735 Monarch V CA - DigestOjie Santillan100% (1)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Gelernter, David Hillel - The Tides of Mind - Uncovering The Spectrum of Consciousness-Liveright Publishing Corporation (2016)Dokument263 SeitenGelernter, David Hillel - The Tides of Mind - Uncovering The Spectrum of Consciousness-Liveright Publishing Corporation (2016)রশুদ্দি হাওলাদার100% (2)
- Purification and Detection of Linamarin From Cassava Root Cortex by HPLCDokument5 SeitenPurification and Detection of Linamarin From Cassava Root Cortex by HPLCJohn Eiver BelalcazarNoch keine Bewertungen
- Do Large Language Models Need Sensory Grounding For Meaning and Understanding?Dokument38 SeitenDo Large Language Models Need Sensory Grounding For Meaning and Understanding?Zakhar KoganNoch keine Bewertungen
- Dental MneumonicDokument30 SeitenDental Mneumonictmle44% (9)
- Rocketology ProjectDokument6 SeitenRocketology ProjectJosue Grana0% (1)
- Sagittarius The HeroDokument2 SeitenSagittarius The HeroСтеди Транслейшънс0% (1)
- 112-1 中英筆譯Dokument15 Seiten112-1 中英筆譯beenbenny825Noch keine Bewertungen
- Chapter 4 - Modes of ExtinguishmentDokument19 SeitenChapter 4 - Modes of ExtinguishmentcartyeolNoch keine Bewertungen
- Rodriguez v. TorenoDokument2 SeitenRodriguez v. TorenoJerry CaneNoch keine Bewertungen
- Civil Law - Persons FamilyDokument59 SeitenCivil Law - Persons FamilyCharmaine MejiaNoch keine Bewertungen
- Journal of The Neurological Sciences: SciencedirectDokument12 SeitenJournal of The Neurological Sciences: SciencedirectBotez MartaNoch keine Bewertungen
- Behavioral Pattern - FinalDokument6 SeitenBehavioral Pattern - FinalSaileneGuemoDellosaNoch keine Bewertungen
- Pedagogue in The ArchiveDokument42 SeitenPedagogue in The ArchivePaula LombardiNoch keine Bewertungen
- Why Teach Problem SolvingDokument4 SeitenWhy Teach Problem SolvingShiela E. EladNoch keine Bewertungen
- CrimLaw2 Reviewer (2007 BarOps) PDFDokument158 SeitenCrimLaw2 Reviewer (2007 BarOps) PDFKarla EspinosaNoch keine Bewertungen
- Table of Contents COPY 1 2Dokument15 SeitenTable of Contents COPY 1 2Keann Nicole SearesNoch keine Bewertungen
- Journal of Cognitive Liberties׃ Vol. 4, No. 2 (2003)Dokument97 SeitenJournal of Cognitive Liberties׃ Vol. 4, No. 2 (2003)HoorayFrisbeeHeadNoch keine Bewertungen