Das könnte Ihnen auch gefallen
- Power of AttorneyDokument10 SeitenPower of AttorneyRocketLawyer82% (17)
- Snap Bore Ring PDFDokument8 SeitenSnap Bore Ring PDFlaaliNoch keine Bewertungen
- Electro-Dynamic Desalter 2Dokument2 SeitenElectro-Dynamic Desalter 2Dadi Draou100% (1)
- Centrifugal Pump For Water ServiceDokument37 SeitenCentrifugal Pump For Water ServiceAbdus Saboor KhalidNoch keine Bewertungen
- Lessons Learned in The Classroom - Tower Pressure and CapacityDokument1 SeiteLessons Learned in The Classroom - Tower Pressure and CapacityBramJanssen76Noch keine Bewertungen
- Boiler Cycle Control: Questions and AnswersDokument6 SeitenBoiler Cycle Control: Questions and AnswersChanBoonChewNoch keine Bewertungen
- 02.understanding Process Equipment For Operators & Engineers-68Dokument5 Seiten02.understanding Process Equipment For Operators & Engineers-68rahulNoch keine Bewertungen
- Hippocrates OathDokument6 SeitenHippocrates OathSundary FlhorenzaNoch keine Bewertungen
- Simulation of Gas DehydrationDokument147 SeitenSimulation of Gas DehydrationGerardo Eduardo Villalobos JuvenalNoch keine Bewertungen
- Crude Oil DesalterDokument3 SeitenCrude Oil DesalterStaherNoch keine Bewertungen
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDokument5 SeitenMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksgopalvivekNoch keine Bewertungen
- Section 3: Desalters: Reduced Crude Unit Corrosion. at The High Temperatures Found in Crude UnitDokument48 SeitenSection 3: Desalters: Reduced Crude Unit Corrosion. at The High Temperatures Found in Crude Unitrvkumar61Noch keine Bewertungen
- Shortcut Methodsofdistillation Design PDFDokument15 SeitenShortcut Methodsofdistillation Design PDFAle SanzNoch keine Bewertungen
- Desalter Control PDFDokument2 SeitenDesalter Control PDFmotalebyNoch keine Bewertungen
- Batch DistillationDokument17 SeitenBatch Distillationprocesspipingdesign100% (1)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- Select Event Venue and SiteDokument11 SeitenSelect Event Venue and SiteLloyd Arnold Catabona100% (1)
- Chart of Thermodynamic & Transport Properties of CO2 - ManualDokument34 SeitenChart of Thermodynamic & Transport Properties of CO2 - ManualAbdus Saboor KhalidNoch keine Bewertungen
- Amine Basic Practices Guideline PDFDokument64 SeitenAmine Basic Practices Guideline PDFrajeshpillai26787Noch keine Bewertungen
- THE Liquefaction Plant: Fig. 5-1. Natural Gas Liquefaction Ow Diagram (Source: Poten & Partners)Dokument27 SeitenTHE Liquefaction Plant: Fig. 5-1. Natural Gas Liquefaction Ow Diagram (Source: Poten & Partners)Alex CadareNoch keine Bewertungen
- Facility Inspection Report: Tail Gas Treatment UnitDokument7 SeitenFacility Inspection Report: Tail Gas Treatment Unitabdelkader benabdallahNoch keine Bewertungen
- 0010 kOBELCO SK 179-9 PDFDokument52 Seiten0010 kOBELCO SK 179-9 PDFDaman Huri100% (2)
- GBH Enterprises, LTD.: GBHE-PEG-MAS-601Dokument48 SeitenGBH Enterprises, LTD.: GBHE-PEG-MAS-601rahulNoch keine Bewertungen
- Cooling Tower (Genius)Dokument7 SeitenCooling Tower (Genius)JeghiNoch keine Bewertungen
- Understanding Gas Treatment FundamentalsDokument8 SeitenUnderstanding Gas Treatment Fundamentalsazotik1985Noch keine Bewertungen
- Cansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015Dokument28 SeitenCansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015arissaNoch keine Bewertungen
- Quench Towers Published Paper PDFDokument6 SeitenQuench Towers Published Paper PDFarmando0212-1Noch keine Bewertungen
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDokument9 SeitenA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceNoch keine Bewertungen
- FCC GCU Stripper RevampDokument5 SeitenFCC GCU Stripper RevampRavi NookalaNoch keine Bewertungen
- Amine Gas SweeteningDokument5 SeitenAmine Gas SweeteningYorman Zambrano SilvaNoch keine Bewertungen
- PDFDokument8 SeitenPDFvcharlesNoch keine Bewertungen
- HYSYS Training Project 1668937366Dokument72 SeitenHYSYS Training Project 1668937366Sourabha DehadraiNoch keine Bewertungen
- Glycol DehydrationDokument3 SeitenGlycol DehydrationSujith SekarNoch keine Bewertungen
- DistillationDokument7 SeitenDistillationAbdus Saboor KhalidNoch keine Bewertungen
- Dehydration of Natural GasDokument9 SeitenDehydration of Natural GasHuda ShahNoch keine Bewertungen
- Comparison of Present Day Peakshaving Liquefaction TechnologiesDokument18 SeitenComparison of Present Day Peakshaving Liquefaction Technologiesfericoolabiss100% (1)
- E1.0 - Crude Stab - Foaming PDFDokument32 SeitenE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- CET 1112 012 Dynamic Simulation Sweetening Process Natural GasDokument6 SeitenCET 1112 012 Dynamic Simulation Sweetening Process Natural GasRebwar Nori JanNoch keine Bewertungen
- Pce-II Unit-I & II 1Dokument84 SeitenPce-II Unit-I & II 1Pavan SatishNoch keine Bewertungen
- Centrifugal Compressor OperationDokument5 SeitenCentrifugal Compressor OperationAbdus Saboor Khalid100% (4)
- KhanIzh - FGI Life - Offer Letter - V1 - Signed - 20220113154558Dokument6 SeitenKhanIzh - FGI Life - Offer Letter - V1 - Signed - 20220113154558Izharul HaqueNoch keine Bewertungen
- Statistics for Process Control Engineers: A Practical ApproachVon EverandStatistics for Process Control Engineers: A Practical ApproachNoch keine Bewertungen
- Revised List of Maharashtra HospitalsDokument16 SeitenRevised List of Maharashtra Hospitalsdummy data100% (1)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- ISBAR For Clear CommunicationDokument6 SeitenISBAR For Clear Communicationmehara1920Noch keine Bewertungen
- BS7-Touch Screen PanelDokument96 SeitenBS7-Touch Screen PanelEduardo Diaz Pichardo100% (1)
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDokument66 SeitenMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtNoch keine Bewertungen
- Aminas - Iran IDokument4 SeitenAminas - Iran IJesus BcNoch keine Bewertungen
- PTS 18.52.08Dokument60 SeitenPTS 18.52.08azrai danialNoch keine Bewertungen
- Uop 666Dokument5 SeitenUop 666jrlr65Noch keine Bewertungen
- Improve Amine Unit Efficiency by Optimizing Operating ConditionsDokument7 SeitenImprove Amine Unit Efficiency by Optimizing Operating ConditionsFathy Adel FathyNoch keine Bewertungen
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsVon EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNoch keine Bewertungen
- PH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryDokument2 SeitenPH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryachillesntroyNoch keine Bewertungen
- Sweetening LPG With AminesDokument8 SeitenSweetening LPG With AminessizwehNoch keine Bewertungen
- Liquefaction Process EvaluationDokument15 SeitenLiquefaction Process Evaluationapi-3715370100% (1)
- At-04304-Aspen ELearning Catalog 0918Dokument44 SeitenAt-04304-Aspen ELearning Catalog 0918sashi ianNoch keine Bewertungen
- Benefits of Multi-Solvent NRTL Models in Aspen PlusDokument8 SeitenBenefits of Multi-Solvent NRTL Models in Aspen PlusAli_F50Noch keine Bewertungen
- Kurita Mitigating Coke FormationDokument3 SeitenKurita Mitigating Coke FormationMarcelNoch keine Bewertungen
- UOP NGL Recovery Treater Optimization For Water Mercaptan Removal Case StudyDokument11 SeitenUOP NGL Recovery Treater Optimization For Water Mercaptan Removal Case Studyeko handoyoNoch keine Bewertungen
- LPG Energy IntegrationDokument6 SeitenLPG Energy IntegrationBandaru KiranNoch keine Bewertungen
- Energy Efficiency Improvement in An Ethylene PlantDokument5 SeitenEnergy Efficiency Improvement in An Ethylene Plantshubham bobdeNoch keine Bewertungen
- Heat Transfer and Flow Characteristics of Spiral Fin-And-tube Heat Exchangers A Review - PongsoiDokument15 SeitenHeat Transfer and Flow Characteristics of Spiral Fin-And-tube Heat Exchangers A Review - PongsoiMeshal Al-mutairi100% (1)
- Amine Sweetening With DEADokument14 SeitenAmine Sweetening With DEARoza SavitriNoch keine Bewertungen
- Flare Gas Recovery PDFDokument13 SeitenFlare Gas Recovery PDFSadad MohamadNoch keine Bewertungen
- PTQ Gas 2011 PDFDokument56 SeitenPTQ Gas 2011 PDFIulian BarascuNoch keine Bewertungen
- Product Data Sheet - MDEADokument4 SeitenProduct Data Sheet - MDEACHANADAS100% (1)
- Sulfur Condensation in Claus CatalystDokument6 SeitenSulfur Condensation in Claus Catalystashoka23Noch keine Bewertungen
- PTQ - Optimization of Ethylene PlantsDokument3 SeitenPTQ - Optimization of Ethylene PlantsmhdsolehNoch keine Bewertungen
- Ethylene Cracking Furnace PDFDokument2 SeitenEthylene Cracking Furnace PDFNicole0% (1)
- Oxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitDokument22 SeitenOxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery Unitsara25dec689288Noch keine Bewertungen
- Catalyst Enthalpy Hydrogen PeroxideDokument2 SeitenCatalyst Enthalpy Hydrogen PeroxideAna GonzálezNoch keine Bewertungen
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979Von EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNoch keine Bewertungen
- Total Boiler SystemDokument11 SeitenTotal Boiler SystemWaleed EmaraNoch keine Bewertungen
- Deaerator Performance TestingDokument3 SeitenDeaerator Performance TestingAbdus Saboor Khalid100% (3)
- Desalter Emulsion MonitorDokument2 SeitenDesalter Emulsion MonitorAbdus Saboor KhalidNoch keine Bewertungen
- Depropanizer: Feed Specifications and Product CompositionsDokument3 SeitenDepropanizer: Feed Specifications and Product CompositionsAbdus Saboor KhalidNoch keine Bewertungen
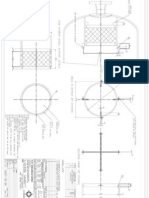
- Demister DrawingDokument1 SeiteDemister DrawingAbdus Saboor KhalidNoch keine Bewertungen
- Chemical Engg SeminarDokument23 SeitenChemical Engg SeminarAbdus Saboor KhalidNoch keine Bewertungen
- Current and Voltage Controls 3-Phase AC Max. Current Control Type S 178Dokument3 SeitenCurrent and Voltage Controls 3-Phase AC Max. Current Control Type S 178Felipe FarfanNoch keine Bewertungen
- Kebersihan, Fungsi Sanitasi Dan Drainase - BAHASA INGGRIS - VII - Semester IDokument5 SeitenKebersihan, Fungsi Sanitasi Dan Drainase - BAHASA INGGRIS - VII - Semester IRiska AyuNoch keine Bewertungen
- UIP ResumeDokument1 SeiteUIP ResumeannabellauwinezaNoch keine Bewertungen
- Poster For Optimisation of The Conversion of Waste Cooking Oil Into BiodieselDokument1 SeitePoster For Optimisation of The Conversion of Waste Cooking Oil Into BiodieselcxmzswNoch keine Bewertungen
- Preservation and Collection of Biological EvidenceDokument4 SeitenPreservation and Collection of Biological EvidenceanastasiaNoch keine Bewertungen
- TS802 - Support StandardDokument68 SeitenTS802 - Support StandardCassy AbulenciaNoch keine Bewertungen
- Palf PDFDokument16 SeitenPalf PDFKamal Nadh TammaNoch keine Bewertungen
- Environmental Product Declaration: Plasterboard Knauf Diamant GKFIDokument11 SeitenEnvironmental Product Declaration: Plasterboard Knauf Diamant GKFIIoana CNoch keine Bewertungen
- Aseptic TechniquesDokument3 SeitenAseptic TechniquesMacy MarianNoch keine Bewertungen
- RB Boiler Product SpecsDokument4 SeitenRB Boiler Product Specsachmad_silmiNoch keine Bewertungen
- Quarterly Progress Report FormatDokument7 SeitenQuarterly Progress Report FormatDegnesh AssefaNoch keine Bewertungen
- BRC1B52-62 FDY-F Ducted Operation Manual - OPMAN01!1!0Dokument12 SeitenBRC1B52-62 FDY-F Ducted Operation Manual - OPMAN01!1!0Justiniano Martel67% (3)
- Ineffective Breastfeeding - NCPDokument10 SeitenIneffective Breastfeeding - NCPJullian PloyaNoch keine Bewertungen
- Grounds of Divorce Under Hindu Religion or Hindu Law Unit-A: Chapter-IiDokument42 SeitenGrounds of Divorce Under Hindu Religion or Hindu Law Unit-A: Chapter-IiSatyam PathakNoch keine Bewertungen
- 45096Dokument12 Seiten45096Halusan MaybeNoch keine Bewertungen
- Buddahism ReportDokument36 SeitenBuddahism Reportlaica andalNoch keine Bewertungen
- Multilevel Full Mock Test 5: Telegramdagi KanalDokument20 SeitenMultilevel Full Mock Test 5: Telegramdagi KanalShaxzod AxmadjonovNoch keine Bewertungen
- Chapter 11-15Dokument172 SeitenChapter 11-15Mansoor AhmadNoch keine Bewertungen
- Sonesse 30 Databook NewestDokument32 SeitenSonesse 30 Databook Newestsunii19847908Noch keine Bewertungen