Das könnte Ihnen auch gefallen
- Total Boiler SystemDokument11 SeitenTotal Boiler SystemWaleed EmaraNoch keine Bewertungen
- Deaerator Performance TestingDokument3 SeitenDeaerator Performance TestingAbdus Saboor Khalid100% (3)
- DistillationDokument7 SeitenDistillationAbdus Saboor KhalidNoch keine Bewertungen
- Desalter ArticleDokument4 SeitenDesalter ArticleAbdus Saboor Khalid100% (1)
- Desalter Emulsion MonitorDokument2 SeitenDesalter Emulsion MonitorAbdus Saboor KhalidNoch keine Bewertungen
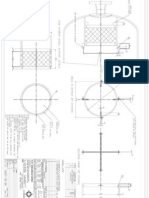
- Demister DrawingDokument1 SeiteDemister DrawingAbdus Saboor KhalidNoch keine Bewertungen
- Depropanizer: Feed Specifications and Product CompositionsDokument3 SeitenDepropanizer: Feed Specifications and Product CompositionsAbdus Saboor KhalidNoch keine Bewertungen
- Chart of Thermodynamic & Transport Properties of CO2 - ManualDokument34 SeitenChart of Thermodynamic & Transport Properties of CO2 - ManualAbdus Saboor KhalidNoch keine Bewertungen
- Chemical Engg SeminarDokument23 SeitenChemical Engg SeminarAbdus Saboor KhalidNoch keine Bewertungen
- Centrifugal Pump For Water ServiceDokument37 SeitenCentrifugal Pump For Water ServiceAbdus Saboor KhalidNoch keine Bewertungen
- Centrifugal Compressor OperationDokument5 SeitenCentrifugal Compressor OperationAbdus Saboor Khalid100% (4)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Urea Cycle Illustration AtfDokument1 SeiteUrea Cycle Illustration Atfkecixa7414Noch keine Bewertungen
- Chemistry Form 4 PDF UPLOADDokument18 SeitenChemistry Form 4 PDF UPLOADRahmat Syafiq MuhammadNoch keine Bewertungen
- CHEMISTRY YEAR 11 Exam Past QuestionDokument18 SeitenCHEMISTRY YEAR 11 Exam Past QuestionAyomide AdedejiNoch keine Bewertungen
- EMERGENCY TELEPHONE: (713) 439-8900 CHEMTREC: 1-800-424-9300 2001 Rankin Road Houston, Texas 77073Dokument2 SeitenEMERGENCY TELEPHONE: (713) 439-8900 CHEMTREC: 1-800-424-9300 2001 Rankin Road Houston, Texas 77073paimanNoch keine Bewertungen
- Nutrients CycleDokument35 SeitenNutrients Cyclesureshk0201Noch keine Bewertungen
- PDL FOR Emergency Procedure Guide - 170713 PDFDokument2 SeitenPDL FOR Emergency Procedure Guide - 170713 PDFmalisolangiNoch keine Bewertungen
- The Individual Gas Constant For GasesDokument3 SeitenThe Individual Gas Constant For Gasesjohn carloNoch keine Bewertungen
- Elements, Compounds and MixturesDokument4 SeitenElements, Compounds and MixturesFatema KhatunNoch keine Bewertungen
- Lab Report Exp 1 Organic ChemistryDokument7 SeitenLab Report Exp 1 Organic ChemistrydzikranNoch keine Bewertungen
- MCQ & A - R of Class - 12 (P - Block)Dokument6 SeitenMCQ & A - R of Class - 12 (P - Block)assentialNoch keine Bewertungen
- Cambridge Ordinary LevelDokument20 SeitenCambridge Ordinary LevelNeen NaazNoch keine Bewertungen
- 10 Science Ncert ch1 PDFDokument11 Seiten10 Science Ncert ch1 PDFArush YadavNoch keine Bewertungen
- Optimization of Fermentation Conditions For Cordycepin Production UsingDokument13 SeitenOptimization of Fermentation Conditions For Cordycepin Production UsingNguyễn Hữu ToànNoch keine Bewertungen
- ICSE Class 10 Chemistry Chapter 10 - Nitric Acid Revision NotesDokument2 SeitenICSE Class 10 Chemistry Chapter 10 - Nitric Acid Revision NotesShaunak OrigamiNoch keine Bewertungen
- CHAPTER 5 - Part III (P Block Elements - Group 15)Dokument17 SeitenCHAPTER 5 - Part III (P Block Elements - Group 15)Adam BlerNoch keine Bewertungen
- Msds-Barrier - Comp.bDokument5 SeitenMsds-Barrier - Comp.brian wijayaNoch keine Bewertungen
- GOM 13 Special Procedures-RegenDokument64 SeitenGOM 13 Special Procedures-RegenMuhammadNoch keine Bewertungen
- Heterocyclic ChemistryDokument47 SeitenHeterocyclic ChemistrySalik KhanNoch keine Bewertungen
- Nitrogen Containing Compuonds-01-TheoryDokument20 SeitenNitrogen Containing Compuonds-01-TheoryRaju SinghNoch keine Bewertungen
- Plant 39 Nitrogen Plant: by PalagunaDokument17 SeitenPlant 39 Nitrogen Plant: by PalagunaGhuna Uciha100% (1)
- Active and PassiveDokument22 SeitenActive and PassiveOlisDaniNoch keine Bewertungen
- Integration Between High Pressure and Low Pressure Nitric Acid ProductionsDokument4 SeitenIntegration Between High Pressure and Low Pressure Nitric Acid ProductionsyogeshdamaNoch keine Bewertungen
- Analytical Laboratory E.I.R.L: This Is To Attest ThatDokument30 SeitenAnalytical Laboratory E.I.R.L: This Is To Attest ThatErick CelestinoNoch keine Bewertungen
- Astm UopDokument5 SeitenAstm UopHamid Heidari50% (2)
- Class 9 - Natural Resources - ScienceDokument9 SeitenClass 9 - Natural Resources - Scienceamir anwarNoch keine Bewertungen
- Klasmann Peat Substrates Product Information - ForemostCoDokument32 SeitenKlasmann Peat Substrates Product Information - ForemostCoMuhamad FajarNoch keine Bewertungen
- University of Cambridge International Examinations General Certificate of Education Ordinary Level Chemistry Paper 1 Multiple Choice May/June 2005 1 HourDokument20 SeitenUniversity of Cambridge International Examinations General Certificate of Education Ordinary Level Chemistry Paper 1 Multiple Choice May/June 2005 1 Hourkaran79Noch keine Bewertungen
- Evonik ANCAMINE AD Bulk SDSDokument14 SeitenEvonik ANCAMINE AD Bulk SDStrường phạmNoch keine Bewertungen
- The Importance of Biogeochemical CyclesDokument8 SeitenThe Importance of Biogeochemical CyclesTiktok FOOTBALLNoch keine Bewertungen
- Determination of Ammonium in Seawater Based On The in Do Phenol Reaction With O-Phenylphenol (OPP)Dokument5 SeitenDetermination of Ammonium in Seawater Based On The in Do Phenol Reaction With O-Phenylphenol (OPP)Diễn Đàn Hóa HọcNoch keine Bewertungen