Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- IICS R38 Cloud DIS OD 202202 LG E - 637807065150345733Dokument397 SeitenIICS R38 Cloud DIS OD 202202 LG E - 637807065150345733Learn vmajjaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 131.2R-17 Guide To Use of Industry Foundation Classes in Exchange of Reinforcement Models PDFDokument52 Seiten131.2R-17 Guide To Use of Industry Foundation Classes in Exchange of Reinforcement Models PDFArif Yunando S100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- OU 1Z0 931 Autonomous Database Specialist 2019 Exam Prep GuideDokument9 SeitenOU 1Z0 931 Autonomous Database Specialist 2019 Exam Prep GuideJorge Omar Soriano UriosteguiNoch keine Bewertungen
- Mortra Trackmaster TMX Field Service Manual - Part 1Dokument126 SeitenMortra Trackmaster TMX Field Service Manual - Part 1Bagas Bxa100% (1)
- 162 Vts 2-Wire Seismic Vibration Transmitter: Installation ManualDokument8 Seiten162 Vts 2-Wire Seismic Vibration Transmitter: Installation ManualEciclei Lima FroesNoch keine Bewertungen
- Hana Exam DumpDokument17 SeitenHana Exam DumpKumar WaibhavNoch keine Bewertungen
- Memory and I/O Decoding: The x86 Microprocessor - Lyla B Das 1Dokument61 SeitenMemory and I/O Decoding: The x86 Microprocessor - Lyla B Das 1A Samuel ClementNoch keine Bewertungen
- Student: Basilisco, Jalefaye Professor: Dr. Gilda Membrillos Midterm Examination AnswersDokument3 SeitenStudent: Basilisco, Jalefaye Professor: Dr. Gilda Membrillos Midterm Examination AnswersJalefaye Talledo AbapoNoch keine Bewertungen
- Seed: Secure Non-Interactive Attestation For Embedded DevicesDokument11 SeitenSeed: Secure Non-Interactive Attestation For Embedded DevicescifoxoNoch keine Bewertungen
- Chapter Three David Sos PeterDokument6 SeitenChapter Three David Sos PeterMelvineNoch keine Bewertungen
- Trending TechnologiesDokument4 SeitenTrending TechnologiesNeeraj VarmaNoch keine Bewertungen
- Doctopus Instructions - Mrs AssimDokument6 SeitenDoctopus Instructions - Mrs Assimapi-239505062Noch keine Bewertungen
- DsPIC33F Family Reference Manual AllDokument4 SeitenDsPIC33F Family Reference Manual AllVlad MizeffNoch keine Bewertungen
- A Secure and Managed Cloud Storage System Using Encryption With Machine Learning ApproachDokument15 SeitenA Secure and Managed Cloud Storage System Using Encryption With Machine Learning ApproachGlobal Research and Development ServicesNoch keine Bewertungen
- Aud Questions 02Dokument2 SeitenAud Questions 02John Emanuel DuldulaoNoch keine Bewertungen
- One PieceDokument3 SeitenOne PieceMiguel Angel Pampa AguilarNoch keine Bewertungen
- 288112-Article Text-667512-1-10-20231016Dokument9 Seiten288112-Article Text-667512-1-10-20231016Al MugishaNoch keine Bewertungen
- Chapter 8 User and Group AdministrationDokument13 SeitenChapter 8 User and Group AdministrationBellamkonda NarayanaNoch keine Bewertungen
- Tutorial 1Dokument2 SeitenTutorial 1hariombsdk69Noch keine Bewertungen
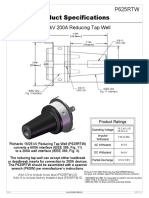
- Product Specifications: 15/25 KV 200A Reducing Tap WellDokument1 SeiteProduct Specifications: 15/25 KV 200A Reducing Tap WellJulio GongoraNoch keine Bewertungen
- Module 5-Digital Teachnology and Social ChangeDokument8 SeitenModule 5-Digital Teachnology and Social Changejohnnyboy.galvanNoch keine Bewertungen
- Content Ingestion Specs - 090621-1553-184Dokument7 SeitenContent Ingestion Specs - 090621-1553-184hknaqgdmtjnnugoqllNoch keine Bewertungen
- ICT 2 Module 2 Lesson 8Dokument4 SeitenICT 2 Module 2 Lesson 8Inesha MontiverosNoch keine Bewertungen
- Assignment RequirementDokument3 SeitenAssignment RequirementnguyễnNoch keine Bewertungen
- ResRep - Lossless CNN Pruning Via Decoupling Remembering and ForgettingDokument11 SeitenResRep - Lossless CNN Pruning Via Decoupling Remembering and Forgettingchuliang guoNoch keine Bewertungen
- Assignment PDFDokument7 SeitenAssignment PDFhemacrcNoch keine Bewertungen
- E680 Instruction Manual EN V1.30Dokument40 SeitenE680 Instruction Manual EN V1.30Роман НазаренкоNoch keine Bewertungen
- HPE Synergy 480 Gen10 Compute Module-PSN1010025863TWENDokument4 SeitenHPE Synergy 480 Gen10 Compute Module-PSN1010025863TWENJorgeNoch keine Bewertungen
- Volltext PDFDokument18 SeitenVolltext PDFhamid kaciNoch keine Bewertungen
- 4 - A 7-Segment Display SSDDokument36 Seiten4 - A 7-Segment Display SSDAbdulla AshoorNoch keine Bewertungen