Das könnte Ihnen auch gefallen
- Assembly TECHLOK 3 Fold English v3 2013Dokument2 SeitenAssembly TECHLOK 3 Fold English v3 2013Chup AlaNoch keine Bewertungen
- RS O-RingsDokument7 SeitenRS O-RingsDan MoldoveanuNoch keine Bewertungen
- HRC Couplings: Maryland MetricsDokument8 SeitenHRC Couplings: Maryland MetricsnguyenhuanNoch keine Bewertungen
- Power Stream Couplings-Specn SheetsDokument6 SeitenPower Stream Couplings-Specn SheetsAmol PatkiNoch keine Bewertungen
- Suntech Thrust Pad Cata 18-19Dokument16 SeitenSuntech Thrust Pad Cata 18-19ARKA technocorpNoch keine Bewertungen
- 4rCRB Mounting and Maintenance InstructionsDokument21 Seiten4rCRB Mounting and Maintenance InstructionsNishant JhaNoch keine Bewertungen
- Mechanical Seal Installation InstructionDokument4 SeitenMechanical Seal Installation InstructionSandi AslanNoch keine Bewertungen
- Wa0030.Dokument3 SeitenWa0030.Muhammad Shihabudin AhmedNoch keine Bewertungen
- Strongwell Gridform Design GuideDokument352 SeitenStrongwell Gridform Design GuideBintee PanchalNoch keine Bewertungen
- NE04 014revbDokument23 SeitenNE04 014revbMarlene Yuriserll Ruiz MuñozNoch keine Bewertungen
- AA02193C STRG Pin Wear Checks and SizesDokument8 SeitenAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteNoch keine Bewertungen
- Chapter 10 Equipment and Casing DesignDokument129 SeitenChapter 10 Equipment and Casing Designdiego isaacNoch keine Bewertungen
- Soldering Joint Criteria: For CHIP-R and MLCCDokument21 SeitenSoldering Joint Criteria: For CHIP-R and MLCCAdriano AraujoNoch keine Bewertungen
- O Ring Size ChartDokument6 SeitenO Ring Size ChartMoustafa Helmy100% (1)
- Conduit and Wire Installation Manhours per Linear Meter GuideDokument4 SeitenConduit and Wire Installation Manhours per Linear Meter GuideAbdullahHusainNoch keine Bewertungen
- 210 SuperlonFR Insulation BrochureDokument8 Seiten210 SuperlonFR Insulation BrochurealexNoch keine Bewertungen
- Single Core & Multicore Flexible CablesDokument12 SeitenSingle Core & Multicore Flexible Cablesdh24992499Noch keine Bewertungen
- Installation Manual For MEJSDokument15 SeitenInstallation Manual For MEJSAnggit WicaksonoNoch keine Bewertungen
- Hidráulica Sello Cilíndrico de Análisis de FallasDokument22 SeitenHidráulica Sello Cilíndrico de Análisis de FallasPedro Cerna DiazNoch keine Bewertungen
- GC Column Cutting Mini Guide: Key WordsDokument2 SeitenGC Column Cutting Mini Guide: Key WordsLee WeatherillNoch keine Bewertungen
- SAE J518 Split FlangesDokument1 SeiteSAE J518 Split Flangesmanh hung leNoch keine Bewertungen
- BCA Clutch BearingsDokument6 SeitenBCA Clutch BearingsOscar ValderramaNoch keine Bewertungen
- Hot Dip Galvanized Information Sheet No.7Dokument7 SeitenHot Dip Galvanized Information Sheet No.7mostafaNoch keine Bewertungen
- Manual JASON SRG-255VK-2,5.Rev01 FifiDokument34 SeitenManual JASON SRG-255VK-2,5.Rev01 FifiMartin FrancoNoch keine Bewertungen
- Microfinish Ball Valves: Installation Operation and Maintenance ManualDokument19 SeitenMicrofinish Ball Valves: Installation Operation and Maintenance ManualMAULIK MULANINoch keine Bewertungen
- SOP Bearing ReplacementDokument10 SeitenSOP Bearing ReplacementzaidmuzammilNoch keine Bewertungen
- Grid Coupling PDFDokument6 SeitenGrid Coupling PDFsgupta_615796100% (1)
- Acople Grilla Love JoyDokument1 SeiteAcople Grilla Love JoyClaudia C. DiazNoch keine Bewertungen
- Threads-Galvanized Bolts and Nuts Need Special Thread Gages 060923Dokument2 SeitenThreads-Galvanized Bolts and Nuts Need Special Thread Gages 060923Scott NorrisNoch keine Bewertungen
- Technical Discussion - Cutless BearingsDokument7 SeitenTechnical Discussion - Cutless BearingsSoodyod Yodyod0% (1)
- Components For Chain Conveyors: Heko Ketten GMBHDokument36 SeitenComponents For Chain Conveyors: Heko Ketten GMBHCesar AraujoNoch keine Bewertungen
- DUO CONE SEALS-install, CaterpillarDokument16 SeitenDUO CONE SEALS-install, CaterpillarLuisNoch keine Bewertungen
- Ancon Tapered Thread Couplers International Version PDFDokument16 SeitenAncon Tapered Thread Couplers International Version PDFAhmadHamdyNoch keine Bewertungen
- MBH-Metals - Catalogue For Iron BaseDokument8 SeitenMBH-Metals - Catalogue For Iron Basesmallik3Noch keine Bewertungen
- WX 100Dokument17 SeitenWX 100anon_967426204100% (1)
- June 19, 2012Dokument9 SeitenJune 19, 2012ahmed.abdelmegeed78Noch keine Bewertungen
- AS7510 Joint System - DS100-62 - LRDokument2 SeitenAS7510 Joint System - DS100-62 - LRScaricatore92Noch keine Bewertungen
- 2020 Style 600 CatDokument8 Seiten2020 Style 600 CatdiamsamNoch keine Bewertungen
- Tuberias Schedule 40 Fittings, Unions & SaddlesDokument74 SeitenTuberias Schedule 40 Fittings, Unions & SaddlesFelix SanchezNoch keine Bewertungen
- Standard Spec For Ferrite Toroid CoresDokument7 SeitenStandard Spec For Ferrite Toroid CoresAnonymous vKD3FG6RkNoch keine Bewertungen
- Morris CatalogueDokument64 SeitenMorris Cataloguerahimi mohamadNoch keine Bewertungen
- Blackhawk Pump Manual 2018Dokument75 SeitenBlackhawk Pump Manual 2018Ivan MaltsevNoch keine Bewertungen
- Scame Doze AntiexDokument6 SeitenScame Doze AntiextotovasiNoch keine Bewertungen
- Motor Rewinding - WINDING WIREDokument9 SeitenMotor Rewinding - WINDING WIREAbdul Halil AbdullahNoch keine Bewertungen
- Guardrail DesignDokument8 SeitenGuardrail Designundf25Noch keine Bewertungen
- Fis190 en A5Dokument8 SeitenFis190 en A5andhucaosNoch keine Bewertungen
- 001-047 Piston Rings: Failure Analysis InspectionDokument8 Seiten001-047 Piston Rings: Failure Analysis InspectionWaad HarbNoch keine Bewertungen
- Bearing Damage AnalysisDokument12 SeitenBearing Damage AnalysisZulfahmi IrhamdaniNoch keine Bewertungen
- Specification Requirements For Conveyor Pulleys and ShaftsDokument15 SeitenSpecification Requirements For Conveyor Pulleys and Shaftsjonodo8967% (3)
- AA SPEC 371001 - Conveyor Pulleys and ShaftsDokument14 SeitenAA SPEC 371001 - Conveyor Pulleys and Shaftsjonodo89Noch keine Bewertungen
- Csvv-Swa PVC PDFDokument2 SeitenCsvv-Swa PVC PDFahmad fauzanNoch keine Bewertungen
- Aalco Metric Tru-BoreDokument11 SeitenAalco Metric Tru-BoredisasterdazNoch keine Bewertungen
- Data SheetDokument5 SeitenData SheetΠΑΝΑΓΙΩΤΗΣΠΑΝΑΓΟΣNoch keine Bewertungen
- Torque Chart B7 Metric Rev.01Dokument3 SeitenTorque Chart B7 Metric Rev.01Vinoth BalaNoch keine Bewertungen
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionVon EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNoch keine Bewertungen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Drilling Fluids Processing HandbookVon EverandDrilling Fluids Processing HandbookBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Working Guide to Drilling Equipment and OperationsVon EverandWorking Guide to Drilling Equipment and OperationsBewertung: 5 von 5 Sternen5/5 (9)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesVon EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesBewertung: 5 von 5 Sternen5/5 (1)
- S-Mart Gasket TypesDokument8 SeitenS-Mart Gasket TypesdjvhNoch keine Bewertungen
- Canadian Red AleDokument1 SeiteCanadian Red AleDan ClarkeNoch keine Bewertungen
- Butter ChickenDokument1 SeiteButter ChickenDan ClarkeNoch keine Bewertungen
- 43 Risk Assessment of Onshore Tanks - Christopher PerezDokument15 Seiten43 Risk Assessment of Onshore Tanks - Christopher PerezDan ClarkeNoch keine Bewertungen
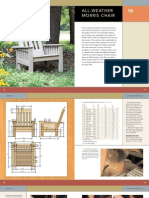
- All-Weather Morris Chair PlansDokument7 SeitenAll-Weather Morris Chair PlansrelbuhmNoch keine Bewertungen
- Instruction Sheets Shimano Quick Fix Baitcasting ReelsDokument2 SeitenInstruction Sheets Shimano Quick Fix Baitcasting ReelsDan ClarkeNoch keine Bewertungen
- Insp CalculationDokument20 SeitenInsp CalculationAbu Huraira100% (2)
- 64 Save Time and Cost For Turnarounds Using Phased Array Technology - Terry WebbDokument21 Seiten64 Save Time and Cost For Turnarounds Using Phased Array Technology - Terry WebbDan ClarkeNoch keine Bewertungen
- Pipe Schedule ImperialDokument1 SeitePipe Schedule ImperialDan ClarkeNoch keine Bewertungen
- 113 EDDY CURRENT INSPECTION OF TWISTED TUBE HEAT EXCHANGERS AND FIELD TEST RESULTS - TimothyRushDokument25 Seiten113 EDDY CURRENT INSPECTION OF TWISTED TUBE HEAT EXCHANGERS AND FIELD TEST RESULTS - TimothyRushDan ClarkeNoch keine Bewertungen
- Blueberry Cream AleDokument1 SeiteBlueberry Cream AleDan ClarkeNoch keine Bewertungen
- 24 Synergy For Success The Unit Inspector and The Turnaround Organization - Dana BahamDokument12 Seiten24 Synergy For Success The Unit Inspector and The Turnaround Organization - Dana BahamDan ClarkeNoch keine Bewertungen
- Non-Destructive Testing Product Safety Data SheetDokument10 SeitenNon-Destructive Testing Product Safety Data SheetDan ClarkeNoch keine Bewertungen
- Instruction Sheets Shimano Quick Fix Baitcasting ReelsDokument2 SeitenInstruction Sheets Shimano Quick Fix Baitcasting ReelsDan ClarkeNoch keine Bewertungen
- Greyloc InstructionsDokument16 SeitenGreyloc InstructionsDan ClarkeNoch keine Bewertungen
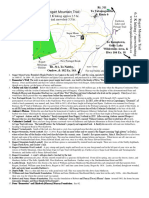
- Rogart Mountain Map and Legend One PagerDokument1 SeiteRogart Mountain Map and Legend One PagerDan ClarkeNoch keine Bewertungen
- ASTM A194 NutsDokument13 SeitenASTM A194 NutsDan ClarkeNoch keine Bewertungen
- Homelite Condenser TesterDokument3 SeitenHomelite Condenser TesterDan ClarkeNoch keine Bewertungen
- Homelite Chain Saw Repair Manual Covers 42 Different ModelsDokument2 SeitenHomelite Chain Saw Repair Manual Covers 42 Different ModelsDan ClarkeNoch keine Bewertungen
- Coating FailuresDokument17 SeitenCoating FailuresDan ClarkeNoch keine Bewertungen
- 5928cabin PDFDokument4 Seiten5928cabin PDFDan ClarkeNoch keine Bewertungen
- DA Tank OperationDokument48 SeitenDA Tank OperationDan ClarkeNoch keine Bewertungen
- Reclining Lounge ChairDokument5 SeitenReclining Lounge ChairDan ClarkeNoch keine Bewertungen
- Y-1 Yoke Kit ManualDokument14 SeitenY-1 Yoke Kit ManualDan ClarkeNoch keine Bewertungen
- Basic CabinetmakingDokument40 SeitenBasic Cabinetmakingmartym100% (1)
- 570 Sample Questions Rev 061815Dokument2 Seiten570 Sample Questions Rev 061815Amal KaNoch keine Bewertungen
- Tecumseh Service Repair Manual VH80 VH100 HH80 HH100 HH120 Oh120 Oh140 Oh160 Oh180 8HP Thru 18HP Cast Iron Engines 691462a PDFDokument78 SeitenTecumseh Service Repair Manual VH80 VH100 HH80 HH100 HH120 Oh120 Oh140 Oh160 Oh180 8HP Thru 18HP Cast Iron Engines 691462a PDFDan Clarke75% (4)
- Pipe Schedule ImperialDokument1 SeitePipe Schedule ImperialDan ClarkeNoch keine Bewertungen
- 06 Tackling Competency - Nick MarxDokument32 Seiten06 Tackling Competency - Nick MarxDan ClarkeNoch keine Bewertungen
- Miniature Tank Level TransmittersDokument2 SeitenMiniature Tank Level TransmittersAngel PetrovNoch keine Bewertungen
- Pressure Vessel SpecificationDokument15 SeitenPressure Vessel Specificationmichael chiwuezeNoch keine Bewertungen
- BEL - 6D Through Conduit GateDokument2 SeitenBEL - 6D Through Conduit Gateasoka.pwNoch keine Bewertungen
- Kx85a8fa9fb8fb9f Parts List PDFDokument78 SeitenKx85a8fa9fb8fb9f Parts List PDFOliverNoch keine Bewertungen
- Job Spec - Static - B224-114-80-43-SP-7204Dokument27 SeitenJob Spec - Static - B224-114-80-43-SP-7204Esakki muthuNoch keine Bewertungen
- PSGV 2008 - 11 KVT CatalogDokument68 SeitenPSGV 2008 - 11 KVT Catalogbkchoi5690Noch keine Bewertungen
- Schauglas KESSLER Typ KL 631Dokument1 SeiteSchauglas KESSLER Typ KL 631Thanh ThanhNoch keine Bewertungen
- PSVAlveDokument24 SeitenPSVAlvevenkatesh801Noch keine Bewertungen
- AVK Couplings Adaptors PDFDokument16 SeitenAVK Couplings Adaptors PDFSathishkumar DhamodaranNoch keine Bewertungen
- Cad Worx Plant Tutorial 2018Dokument65 SeitenCad Worx Plant Tutorial 2018Razvan Nicusor Stefan100% (2)
- Designcalcs: Modular Code Based Mechanical Design So WareDokument4 SeitenDesigncalcs: Modular Code Based Mechanical Design So WarealagappanveluNoch keine Bewertungen
- ButtWeld Solid Flange - ISO-6162Dokument2 SeitenButtWeld Solid Flange - ISO-6162nemi90Noch keine Bewertungen
- Flange 6Dokument5 SeitenFlange 6Muhammad RafiNoch keine Bewertungen
- 2.5PB - Technical CatalogueDokument32 Seiten2.5PB - Technical Cataloguesamir khanNoch keine Bewertungen
- 5000 Series CatalogDokument10 Seiten5000 Series Catalogbagastc0% (1)
- Wilo TOP SDokument101 SeitenWilo TOP Svvukmirovic_2Noch keine Bewertungen
- Electric Hot Water Boiler: Operation and Maintenance ManualDokument12 SeitenElectric Hot Water Boiler: Operation and Maintenance Manualabu7omar-1Noch keine Bewertungen
- Analyser Mounting Solutions PDFDokument40 SeitenAnalyser Mounting Solutions PDFBo Cu BinNoch keine Bewertungen
- ADAPTERS WOODCOUSApdfDokument36 SeitenADAPTERS WOODCOUSApdfsebastian zorroNoch keine Bewertungen
- ASME Pressure Vessel Design PDFDokument62 SeitenASME Pressure Vessel Design PDFhilwan sultonNoch keine Bewertungen
- Nato StanagDokument33 SeitenNato StanagThomas M RiddleNoch keine Bewertungen
- IOM Manual-22731-R0 PDFDokument10 SeitenIOM Manual-22731-R0 PDFSafiaMohamedNoch keine Bewertungen
- SKB RecordDokument92 SeitenSKB RecordYawar Ali0% (1)
- 2009-1S76 1H1S7460E1sniper2009 AcDokument63 Seiten2009-1S76 1H1S7460E1sniper2009 Acjs_maxwell100% (1)
- Astm A181-2001 PDFDokument3 SeitenAstm A181-2001 PDFMohammed TariqNoch keine Bewertungen
- Hydril - GK BopDokument66 SeitenHydril - GK Bopnkk1790% (10)
- P IPECATADokument83 SeitenP IPECATATejas DesaiNoch keine Bewertungen
- NORSOK Standard D-007Dokument32 SeitenNORSOK Standard D-007Sudish BhatNoch keine Bewertungen
- Vertical clearance requirementsDokument90 SeitenVertical clearance requirementsMichael RobinsonNoch keine Bewertungen
- Valve Tech Workshop - New Customer PresentationDokument17 SeitenValve Tech Workshop - New Customer PresentationPower Tech IndustriesNoch keine Bewertungen